7.01.01.58 Типовая технологическая карта на монтаж строительных конструкций. Дуговая механизированная сварка порошковой проволокой в инвентарных формах выпусков арматуры в узлах сопряжения ригель-колонна и колонна-колонна
Т ИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ
Разд е л 07
ТИПОВАЯ
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА МОНТАЖ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
7 .01 .01 .58
ДУГОВАЯ МЕХАНИЗИРОВАННАЯ СВАРКА
ПОРОШКОВОЙ ПРОВОЛОКОЙ В ИНВЕНТАРНЫХ ФОРМАХ
ВЫПУСКОВ АРМАТУРЫ В УЗЛАХ СОПРЯЖЕНИЯ
РИГЕЛЬ-КОЛОННА И КОЛОННА-КОЛОННА
М ОСКВА - 1989
|
РАЗРАБОТАНА: ВНИПИ Промстальконструкция М инмонтажспецстроя СССР |
|
СОГЛАСОВАНА: Отделом организации и технологии строитель ст ва Госстроя СССР |
|
Главный инженер ВНИПИ Промстальконструкция |
Б.Ф. Осипов |
Письмо от 14 .12 .88 г. № 23 -711 |
|
Начальник отдела |
С .Н . Жизняков |
Введена в действие с 01 .02 .1989 г. |
|
Главный инженер проекта |
Ю.В. М алин |
|
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1 .1 . Нас тоящая типовая технологическая карта разработана на дуговую механизированную сварку порошковой проволокой в инвентарных формах выпусков арматуры сборных железобетонных конструкций многоэтажных промышленных зданий серий 1 .420-6 , 1 .420-12 , 1 .420-13 и 1 .020-1 /83 .
1.2. В типовой технологической карте рассмотрены:
сварка горизонтальных одиночных и спаренных выпусков арматуры в узлах сопряжения ригель-колонна (тип С 6 и С12 по ГОСТ 14098-85);
сварка вертикальных одиночных выпусков арматуры в узлах сопряжения колонна-колонна (тип С 9 по ГОСТ 14098-85 ).
Типовая технологическая карта предусматривает сварку выпусков арматуры диаметром 16 - 40 мм класса А- III (стали марок 35ГС и 25Г2 С) по ГОСТ 5781-82*.
1 .3 . Типовая технологическая карта с одержит раз делы:
Область применения
Органи з ация и технология выполнения работ
Требования к качеству и приемке работ
Калькуляция затрат труда и заработной платы
График производства работ
Материально-технические ресурсы
Техника безопасности
Технико-экономические показатели
Ф асетный классификатор факторов
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2 .1 . Организация сварочных работ
2.1.1 . Сварочными работами должен руководить квалифицированный специалист, имеющий документ об образовании в области сварки (диплом об окончании высшего или среднего учебного заведения по специальности «Сварочное производство») или окончивший специальные курсы повышения квалификации по сварке для инженеров и техников строителей.
2 .1.2 . К производству сварочных работ по дуговой механизированной сварке порошковой проволокой в инвентарной форме выпусков арматуры допускаются сварщики, аттесто ванные на право производства указ анных работ.
2 .1 .3 . Перед началом сварочных работ необходимо:
укомплектовать участок определенным составом исполнителей соответствующей квалифика ц ии;
установить и настроить на заданный режим с варочное и вспомогательное оборудование;
оградить рабочее место сварщика от атмосферных осадков и сильного ветра, обеспечить доступ к свариваемым стыкам;
провести с рабочими ин струк таж по технологии произ водства работ и технике безопасности с учетом требований к работе на высоте.
2.2 . Подготовка стыков выпусков арматуры к сварке
2 .2 .1 . Размер и расположен ие выпусков арматуры должны соответствовать рабочим чертежам.
2 .2 .2 . При установке элементов железобетонных конструкций должны быть с овмещены выпуски арматуры.
Допускаемая величина несоосности стыкуемых выпусков арматуры указана в табл. 1, перелом осей не должен превышать 3° .
Таблиц а 1
|
Диаметр выпусков арматуры, мм |
Допускаемая величина несоосности выпусков арматуры, % от номинального диаметра |
|
16 - 28 |
15 |
|
32 - 40 |
10 |
2 .2 .3 . Доводку выпусков арматуры до соосного положения следует производить отгибом с предварительным подогревом пламенем газовой горелки до температуры 600 - 800 °С (до темно-вишневого цвета). Подогрев выпусков арматуры следует выполнять на расстоянии не ближе 70 мм от бетона.
2 .2 .4 . Перед сваркой выпусков арматуры необходимо с помощью кислородной резки выполнить разделку торцов (рис. 1 - 3).
Параметры разделки торцов и сборки под сварку, соответствующие тр е бованиям ГОСТ 14098 -85 , приведены в табл. 2 - 4.
Не допускается обрезка выпусков арматуры электрической дугой.
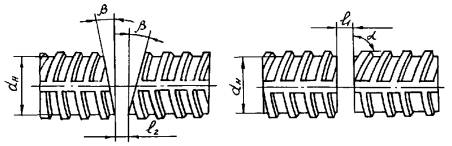
Ри с . 1
Таблица 2
Параметры разделки торцов горизонтальных одиночных выпусков арматуры
|
Размеры, мм |
α |
β |
||
|
d н |
l 1 |
l 2 |
||
|
20 ; 28 ; 32 ; 36 ; 40 |
12 - 20 |
5 - 12 |
90° -10 ° |
10 - 15 ° |
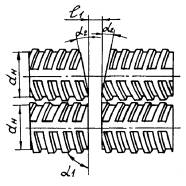
Рис. 2
Таблица 3
Параметры разделки торцов горизонтальных спаренных выпусков арматуры
|
Размеры, мм |
α |
β |
|
|
d н |
l 1 |
||
|
25 ; 28 ; 32 36 |
9 - 12 12 - 18 |
90 ° -10 ° |
12 - 15 ° |
Рис. 3
Таблица 4
Параметры разделки торцов вертикальных выпусков арматуры
|
Размеры, мм |
α 1 |
β1 |
|||
|
d н |
l 1 |
l 2 |
z |
||
|
16 - 40 |
5 - 15 |
8 - 20 |
≤ 0 ,15 d н |
90° -10° |
40 - 50 ° |
2 .2 .5 . Дл ина выпусков арматуры из бетона должна быть не менее 150 мм.
Если величина зазора меж д у стыкуемыми выпусками арматуры превышает допустимую, сварка производится с применением арматурных вставок того же диаметра, изготовленных из той же стали, что и выпуски арматуры. Длина вставки должна быть не менее 80 мм. Длина выпусков арматуры при этом должна быть не менее 100 мм.
2 .2 .6 . Перед сваркой выпуски арматуры должны быть зачищены металлической щеткой от грязи, ржавчины и других загрязнений на длине не менее 10 мм от торцов. Вода, снег или лед должны быть удалены с поверхности выпусков путем нагрева их пламенем газовой горелки.
2.3 . Установка инвентарных форм
2 .3 .1 . По мере подготовки стыкуемых выпусков арматуры под сварку следу ет установить н а ни х ( си мметри чн о относительно оси межторцового зазора) инвентарные графитовые или медные формы, состоящие из двух половинок с вертикальной плоскостью разъема.
2 .3.2 . Во избежание вытекания жидкого металла и ш лака следует на расстоянии 15 - 20 мм от торцов уплотнить зазоры шн уровым асбестом. Шнуровой асбест должен соответствовать требованиям ГОСТ 1779-83.
2 .3 .3 . Крепление инвентарных форм следует осуществлять скобами, струбцинами или другими бы строразъемны ми приспособлениями. Проскальзывание инвентарных форм не допускается.
2 .4 . Сварка выпусков арматуры
2 .4 .1 . Сварку стыков выпусков арматуры разрешается производить после сдачи в установленном порядке узла сопряжения же лезобетонных элементов, куда входит свариваемый стык, и оформления записи в журнале сварочных работ.
2 .4 .2 . Для сварки следует применять порошковую проволоку марок ППТ -9 диаметром 3 мм; СП-9 диаметром 2 ,8 мм; допускается примен ение порошковой проволоки марки СП -3 диаметром 2,6 мм.
Для заварки дефектов и выполнения прихваток рекомендуется пр и мен ять электроды типа Э50 А диаметром 4 мм.
2 .4 .3 . Сварочные материалы должны храниться в заводской упаковке в сухом помещении.
На рабочее место сварочные материалы следует подавать в количестве н е обходимом для выполнения работы в течение одной смены. При этом сварочные материалы должны находиться в сухом, укрытом от осадков месте.
2 .4.4 . Перед употреблением сварочные материалы необходимо термообработать. Ориентировочные режимы термообработки приведены в табл. 5.
Таблица 5
|
Сварочные материалы |
Режимы термообработки |
|
|
температура, °С |
время, ч |
|
|
Порошковая проволока |
|
|
|
ППТ -9 |
160 - 180 |
2 ,0 - 2 ,5 |
|
СП -9 |
160 - 180 |
1 ,5 - 2 ,0 |
|
СП -3 |
150 - 200 |
1 ,0 - 1 ,5 |
|
Э лектроды типа Э50 А |
350 - 400 |
1 ,0 - 2 ,0 |
|
Примечание . Повторная термообработка порошковой проволоки не допускается. |
||
2.4.5 . Режимы с варки порошковыми проволоками ППТ-9 и СП-9 приведены соответственно в табл. 6; 7.
Сварка выполняется постоянным током обратной полярности.
Таблица 6
|
Диаметр выпусков арматуры, мм |
Скорость подачи проволоки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Длина вылета проволоки, мм |
|
16 ; 20 ; 25 |
210 - 230 |
24 - 26 |
280 - 300 |
30 - 50 |
|
28 ; 32 |
210 - 230 |
25 - 27 |
310 - 340 |
30 - 50 |
|
36 ; 40 |
210 - 230 |
28 - 30 |
350 - 380 |
30 - 50 |
|
Примечание . Для сварки горизонтальных спаренных выпусков арматуры порошковая проволока ППТ- 9 не применяется. |
||||
Таблица 7
|
Диаметр выпусков арматуры, мм |
Скорость подачи проволоки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Джина вылета проволоки, мм |
|
16 ; 20 ; 25 |
140 - 160 |
24 - 26 |
280 - 300 |
50 - 60 |
|
28 |
160 - 180 |
26 - 28 |
310 - 330 |
50 - 60 |
|
32 |
180 - 200 |
28 - 30 |
340 - 360 |
50 - 70 |
|
36 |
210 - 220 |
30 - 32 |
360 - 380 |
60 - 80 |
|
40 |
230 - 250 |
32 - 34 |
390 - 410 |
60 - 80 |
|
Примечание . Режимы сварки порошковой проволокой СП- 3 аналогичны режимам сварки порошковой проволокой СП-9 . |
||||
2 .4 .6 . Дуговую механизированную сварку выпусков арматуры порошковой проволокой производить полуавтоматами ПД О-517 (А-765 ) или ПДФ-502 с использованием в качестве источников питания выпрямителя ВДУ-504 -1 или преобразователя ПСГ -500-1 .
2 .4 .7 . При сварке выпусков арматуры с использованием вставки рекомендуется собрать один из стыков с зазором 0 - 5 мм, произвести прихватку, после чего установить инвентарную форму на второй стык и произвести механизированную сварку порошковой проволокой. Затем установить инвентарную форму на первый стык и произвести сварку.
Прихватку следует выполнять постоянным током обратной полярности, сила тока 110 - 160 А; в качестве источника питания должны быть применены выпрямители ВДУ-504 -1 , ВДУ -505 или другие с падающими вольтамперными характеристиками.
Прихватку допускается выполнять механизированным способом на режимах, приведенных в табл. 6; 7.
2 .4 .8 . В случае выполнения сварки при отрицательной температуре необходимо:
повысить с варочный ток на 1 % при понижении температуры на каждые 3 ° С;
произвести после установки и закрепления инвентарных форм предварительный подогрев выпусков арматуры газовой горелкой до температуры 200 - 250 ° С на длину 90 - 150 мм от центра стыка (контроль температуры следует осуществлять термоиндикаторными карандашами марки 240 по ТУ 6 -10-1110-75);
снизить скорость охлаждения после сварки (сваренные стыки закрыть асбестовой тканью по ГОСТ 6102-78 *).
Производить сварку при температуре окружа ю щего воздуха ниже минус 30 ° С не допускается.
2 .4.9 . Для получения стыкового соединения выпусков арматуры следует:
при сварке горизонтальных выпусков арматуры возбудить дугу путем касания сварочной проволокой торца выпуска (не допускается возбуждать дугу путем замыкания проволоки на элементы инв е нтарной формы);
проплавить нижн ю ю часть торца одного из выпусков, сообщая проволоке колебательные движения, показанные на рис. 4,а и 5,а стрелками; переместить конец проволоки на нижнюю часть второго выпуска и проплавить ее;
после образования ванны ж идк ого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям ванны постепенно заполнить плавильное пространство (рис. 4,б и 5 ,б);
при сварке вертикальных выпусков арматуры возбудить дугу путем касания сварочной проволокой торца нижнего выпуска (не допускается возбуждать дугу путем замыкания проволоки на элементы инвентарной формы );
проплавить торец нижнего выпуска, сообщая проволоке ко л ебател ьны е движения, показанные на рис. 6,а стрелками;
после образования ванны жидкого металла и шл ака заполнить всю разделку соединения, при этом колебательные движения конца проволоки в районе скоса верхнего выпуска арматуры следует чередовать с круговыми движениями по периметру ванны (р ис. 6,б).
При сварке горизонтальных и вертикальных выпусков арматуры для обеспечения стабильности процесса и малого разбрызгивания электродного металла порошковую проволоку по возможности следует подавать перпендикулярно поверхности ванны с постоянно й скоростью.
В конце сварки с целью избежания образования усадочной раковины и подрезов рекомендуется сделать два-три перерыва с интервалом 3 - 4 с; сварочную проволоку при этом следует располагать перпендикулярно сварочной ванне, не допуская ее приближения к центру плавильного пространства.
Процесс сварки следует закончить, когда поверхность шлаковой ванны достигнет уровня верхнего кра я инвентарной формы.
2 .4 .10 . Снимать форму следует через 5 - 10 мин. после окончания сварки легким ударом молотка, после чего охладить ее на воздухе и очистить от шлака.
2 .4 .11 . По окончании сварки сварное соединение должно быть очищено от шлака и брызг и замаркировано личным клеймом сварщика.
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3 .1 . Контроль качества произ водства с варочных работ должен быть комплексным и включать в себя:
предварительный (входной );
операционный (в процессе производства сварочных работ );
окончательный (приемочный).
Этапы, с одержание и объем контроля качества даны в табл. 8.
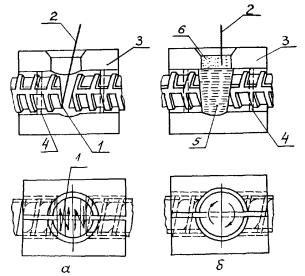
1 - точка воз буждения дуги; 2 - сварочн ая проволока; 3 - инвентарна я форма; 4 - уплотнение из шнурового асбес та; 5 - наплавленный металл; 6 - шлак
Рис. 4
1 - точка возбуждения дуг и; 2 - сварочная проволока; 3 - инвен тарная форма; 4 - уплотнение из шнурового асбеста; 5 - наплавленный металл; 6 - шлак
Рис. 5
1 - точка возбужд ения дуги; 2 - сварочная проволока; 3 - инвентарная форма; 4 - уплотнение из шнурового асбеста; 5 - наплавленный металл; 6 - шлак
Рис. 6
3 .2 . При выполнении этапов контроля и приемки сварных соединений необходимо руководствоваться требованиями следующих нормативных документов:
ГОСТ 14098-85 . Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы;
ГОСТ 10922 -75 . Арматурные изделия и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний;
ГОСТ 23858-79. Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки.
Таблица 8
|
Наименование процессов, подлежащих контролю |
Предмет контроля |
Инструмент и способ контроля |
Периодичность контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
Предвар и тельны й контроль |
|
|
|
|
|
|
Состояние сварочного оборудования, оборудования для газопламенной обработки, инструмента и приспособлений |
Правильно с ть подключения исправного сварочного оборудования и оборудования для газопламенной обработки, исправность инструмента и приспособлений |
Внешний осмотр |
До начала работ |
Мастер, прораб |
Работоспособность оборудования, инструмента и приспособлений |
|
Качество сварочных материалов, их подготовка и условия хранения |
Сертификаты на сварочные материалы, качество поверхности порошковой проволоки, соблюдение температуры и времени термообработки порошковой проволоки и электродов, условия хранения сварочных материалов |
Внешний осмот р, термометром - темпе рат уру термообработки порошковой проволоки и электродов, по часам - время термообработки |
То же |
То же |
Наличие сертификатов на сварочные материалы. Отсу т ствие дефектов на поверхности порошковой проволоки и электродов. Правильность режима термообработки сварочных материалов (см. табл. 5 ) |
|
Квалификация сварщиков |
Протоколы испытаний и удостоверения сварщиков |
Визуально |
Перед началом работ |
Ма с тер, прораб |
Наличие протоколов испытаний и удостоверений сварщиков, до пу ск ающи х к выполнению механизированной сварки выпусков арматуры порошковой проволокой в инвентарных формах |
|
Подготовка стыков выпусков армат у ры |
Геометриче с кие параметры стыкуемых выпусков арматуры. Качество зачистки выпусков арматуры |
Внешний осмотр; линейкой, шаблоном - разделку торцов |
То же |
То же |
Соответствие требованиям табл. 2 - 4 и п. 2.2.6 |
|
О п ерационный контроль |
|
|
|
|
|
|
Точно с ть сборки выпусков арматуры |
Соосность выпусков и в е личина переломов осей, величина з азора в стыке и точность сборки форм |
Внешний осмотр; линейкой - величину переломов осей и зазора в стыке |
Перед выполнением сварки соединений |
" |
Соответствие требованиям п. 2.2.2 |
|
Правильность выбора режима сварки |
Н аличие наружных дефектов и размеры сварных соединений, механические свойства 3- х пробных образцов сварных соединений, изготовленных на выбранном режиме |
Внешний осмотр; линейкой - проверка размеров образцов; оборудова н ие для механических испытаний |
Перед выполнением сварки соединений |
Мастер, прораб, сварочная лаборатория строите л ьно-монт аж ной организации |
Соответ с твие размеров пробных образцов требованиям п. 3.3 и табл. 9 , соответствие механических свойств (результатов исп ытаний на статическое растяжение) требованиям п. 3.6 и табл. 10 |
|
Качество сварных соединений в процессе их выполнения |
Наличие наружных дефектов и размеры полученных сварных соединений |
Внешний осмотр; линейкой - проверка ра з меров сварных соединений |
Два раза в смену |
Мастер, прораб |
Соответствие размеров сварных соединений требованиям п. 3.3 и табл. 9 . Наличие дефектов, выявленных внешним осмотром и приведенных в п. 3.4 и табл. 10 |
|
Окончательный контроль |
|
|
|
|
|
|
Качество сварных соединений |
Наличие наружных дефектов и размеры 100 % сварных соединений, механические свойства 3 -х контрольных образцов от партии сварных соединений, выполненных одним сварщиком, или результаты ультразвукового контроля 10 % сваренных стыков (только одиночных выпусков арматуры) |
Внешний осмотр; линейкой - проверка размеров образцов; оборудование для механических испытаний, ультразвуковой дефектоскоп |
После сварки партии соединений |
Сварочная лаборатория ст роитель но-монтажной организации |
Соответ с твие размеров сваренных соединений требованиям п. 3.3 . Наличие дефектов, выявленных внешн и м осмотром (п. 3.4 и табл. 10 ) и ультразвуковым контролем. Соответствие механических свойств (результатов испытаний на статическое растяжение) требованиям п. 3.6 , табл. 11 |
3 .3 . Конструктивные элементы сварных соединений выпусков арматуры, а также пробных и контрольных образцов (рис. 7 ) должны иметь размеры, приведённые в табл. 9 , соответствующие требованиям ГОСТ 14098-85 .
Рис. 7
Таблица 9
|
Обозначение сварного соединения по ГОСТ 14098-85 |
Размеры, мм |
|||
|
d н |
l |
h 1 |
h 2 |
|
|
С 6 |
20 |
≤ 30 |
2 - 3 |
≤ 4 |
|
25 |
≤ 37 |
3 - 4 |
≤ 5 |
|
|
28 |
≤ 42 |
3 - 4 |
≤ 6 |
|
|
32 |
≤ 48 |
3 - 5 |
≤ 6 |
|
|
36 |
≤ 54 |
4 - 5 |
≤ 7 |
|
|
40 |
≤ 60 |
4 - 6 |
≤ 8 |
|
|
С 12 |
25 |
33 |
3 - 4 |
≤ 5 |
|
28 |
34 |
3 - 4 |
≤ 6 |
|
|
32 |
38 |
3 - 5 |
≤ 6 |
|
|
36 |
43 |
4 - 6 |
≤ 7 |
|
|
С 9 |
16 |
≤ 32 |
25 |
≤ 2 |
|
20 |
≤ 40 |
≤ 3 |
||
|
22 |
≤ 44 |
≤ 3 |
||
|
25 |
≤ 50 |
≤ 4 |
||
|
28 |
≤ 56 |
≤ 4 |
||
|
32 |
≤ 64 |
≤ 5 |
||
|
36 |
≤ 72 |
≤ 5 |
||
|
40 |
≤ 80 |
≤ 6 |
||
3 .4 . Согласно требованиям ГОСТ 10922 -75 в сварных соединениях по результатам внешнего осмотра не допускаются трещины, резкие сужения швов, скопления и цепочки пор, шлаковых включений.
Наружные дефекты сварных соединений не должны превышать значений, приведенных в табл. 10.
Таблица 10
|
Наименование дефекта |
Единица измерения |
Величина дефекта, не более |
|
Колич е ство наружных пор и шлаковых включений |
ш т. |
5 |
|
Диаметр отдельных наружных пор и плоских включений |
мм |
2 ,0 |
Для и с правления вышеперечисленных дефектов следует выбрать дефектное место абразивным инструментом, произвести предварительный подогрев до 200 - 250 °С, после чего подварить электродами типа Э50 А.
3 .5 . При выявлении дефектов, которые невозможно исправить способом, указанным в п. 3.4, сварное соединение необходимо удалить с помощью кислородной резки. На место вырезанного стык а приварить промежуточную вставку длиной не менее 80 мм, после чего произвести внешний осмотр и ультразвуковой контроль обоих стыков (только одиночных выпусков).
3 .6 . По результатам механических испытаний на статическое растяжение контрольных образцов (из арматурных стержней) наименьшее и среднее арифметическое значения показателей прочности должны быть не менее соответствующих значений С1 и С2 , приведенных в табл. 11 (согласно требованиям ГОСТ 10922 -75).
Таблица 11
|
Класс арматуры |
Браковочные минимумы значений показателей прочности сварных соединений, МПа (кгс/мм2) |
|
|
наименьшего С1 |
среднего арифметического С2 |
|
|
А- III |
500 (51 ) |
586 (60 ) |
Д л я выпусков арматуры диаметром 36 и 40 мм допускается снижение браковочных значений С1 и С2 на 10 %.
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ НА 100 СТЫКОВ
Таблица 12
|
Наименование процесса |
Номера фасета для пересчета показателей |
Единица измерения |
Объем работ |
Обоснование (нормативный документ) |
Диаметр выпусков арматуры, мм |
Норма времени на 1 стык, чел.-ч |
Расценка на 1 стык, р.-к. |
Затраты труда, чел.-ч |
Заработная плата, р.-к. |
|
Горизонтальные одиночные выпуски арматуры |
|||||||||
|
Подготовка выпусков арматуры к сварке |
01 |
стык |
100 |
Сборник типовых норм и расценок на строительные и ремонтно-строительные работы, выпуск 8, Ц БНТ С, 1979 г., ЕНи Р сборник Е22 , Сварочн ые работы, выпуск 1 , §§ Е22-1 -22 ; Е22 -1 -26 |
20 |
0 ,125 |
0-08 ,91 |
12 ,5 |
8 -91 |
|
25 |
0 ,132 |
0-09,39 |
13 ,2 |
9-39 |
|||||
|
28 |
0,138 |
0-09 ,83 |
13 ,8 |
9-83 |
|||||
|
32 |
0 ,144 |
0 -10 ,25 |
14 ,4 |
10 -25 |
|||||
|
36 |
0 ,151 |
0 -10 ,76 |
15 ,1 |
10-76 |
|||||
|
40 |
0 ,157 |
0 -11,18 |
15 ,7 |
11 -18 |
|||||
|
Сварка выпусков арматуры |
|
" |
100 |
|
20 |
0 ,143 |
0 -14,60 |
14 ,3 |
14-60 |
|
25 |
0 ,153 |
0-15 ,61 |
15 ,3 |
15-61 |
|||||
|
28 |
0 ,159 |
0 -16 ,25 |
15 ,9 |
16 -25 |
|||||
|
32 |
0 ,166 |
0 -16,97 |
16 ,6 |
16 -97 |
|||||
|
36 |
0,174 |
0-18,15 |
17 ,4 |
18 -15 |
|||||
|
40 |
0 ,182 |
0-18,52 |
18 ,2 |
18 -52 |
|||||
|
Заклю ч ительные работы после сварки |
|
" |
100 |
|
20 |
0 ,124 |
0-08 ,83 |
12 ,4 |
8-88 |
|
25 |
0 ,132 |
0-09,39 |
13 ,2 |
9 -39 |
|||||
|
28 |
0 ,138 |
0-09 ,83 |
13 ,8 |
9-83 |
|||||
|
32 |
0 ,143 |
0 -10 ,18 |
14 ,3 |
10-18 |
|||||
|
36 |
0 ,151 |
0-10 ,76 |
15 ,1 |
10-76 |
|||||
|
40 |
0 ,157 |
0-11,18 |
15 ,7 |
11 -18 |
|||||
|
Горизонтальные спаренные выпуски арматуры |
|||||||||
|
П одготовка выпусков арматуры к сварке |
01 |
стык |
100 |
Сборник типовых норм и расценок на строительные и ремонтно- с троительные работы, выпуск 8 , Ц БНТС, 1979 г., ЕНиР сборник Е22 , Свароч ные работы, выпуск 1 , §§ Е22 -1 -22 , Е22 -1 -26 |
25 |
0,242 |
0 -17,23 |
24 ,2 |
17 -23 |
|
28 |
0 ,249 |
0 -17,74 |
24 ,9 |
17 -74 |
|||||
|
32 |
0 ,256 |
0-18,23 |
25 ,6 |
18 -23 |
|||||
|
36 |
0 ,264 |
0-18 ,80 |
26 ,4 |
18-80 |
|||||
|
Сварка выпу с ков арматуры |
|
" |
100 |
|
25 |
0,285 |
0 -29 ,05 |
28 ,5 |
29-05 |
|
28 |
0,287 |
0 -29 ,23 |
28 ,7 |
29 -23 |
|||||
|
32 |
0,295 |
0-30,14 |
29 ,5 |
30-14 |
|||||
|
36 |
0,306 |
0-31 ,23 |
30 ,6 |
31 -23 |
|||||
|
Заключительные работы после сварки |
|
" |
100 |
|
25 |
0 ,242 |
0 -17 ,23 |
24 ,2 |
17 -23 |
|
28 |
0 ,249 |
0 -17,74 |
24 ,9 |
17 -74 |
|||||
|
32 |
0 ,256 |
0-18,23 |
25 ,6 |
18 -23 |
|||||
|
36 |
0 ,264 |
0-18 ,80 |
26 ,4 |
18-80 |
|||||
|
Вертикальные выпуски арматуры |
|||||||||
|
Подготовка выпусков арматуры к с варке |
01 |
стык |
100 |
Сборник типовых норм и расценок на строительные и ремонтно-строительные работы, выпуск 8 , Ц БНТС, 1979 г., ЕНиР сборник Е22 Сварочные работы, выпуск 1 , §§ Е22 -1 -22 ; Е22 -1 -26 |
16 |
0,113 |
0 -08,05 |
11 ,3 |
8-05 |
|
20 |
0,140 |
0-09,97 |
14 ,0 |
9 -97 |
|||||
|
22 |
0 ,145 |
0 -10,33 |
14 ,5 |
10-33 |
|||||
|
25 |
0,150 |
0 -10,68 |
15 ,0 |
10-68 |
|||||
|
28 |
0 ,155 |
0 -10 ,90 |
15 ,3 |
11-04 |
|||||
|
32 |
0 ,162 |
0 -11,53 |
16 ,2 |
11 -53 |
|||||
|
36 |
0 ,170 |
0-12 ,10 |
17 ,0 |
12 -10 |
|||||
|
40 |
0,177 |
0-12 ,61 |
17 ,7 |
12-61 |
|||||
|
Сварка выпусков арматуры |
|
" |
100 |
|
16 |
0 ,129 |
0 -13 ,16 |
12 ,9 |
13-16 |
|
20 |
0,160 |
0 -16 ,34 |
16 ,0 |
16 -34 |
|||||
|
22 |
0,169 |
0-17 ,25 |
16 ,9 |
17 -25 |
|||||
|
25 |
0 ,174 |
0-17,79 |
17 ,4 |
17 -79 |
|||||
|
28 |
0 ,182 |
0 -18,52 |
18 ,2 |
18 -52 |
|||||
|
32 |
0 ,186 |
0 -18 ,97 |
18 ,6 |
18 -97 |
|||||
|
36 |
0 ,197 |
0-20,00 |
19 ,7 |
20-00 |
|||||
|
40 |
0,203 |
0 -20,70 |
20 ,3 |
20-70 |
|||||
|
За к лючительные работы после сварки |
|
" |
100 |
|
16 |
0 ,112 |
0 -07,97 |
11 ,2 |
7 -97 |
|
20 |
0 ,140 |
0-09,90 |
14 ,0 |
9-97 |
|||||
|
22 |
0 ,145 |
0-10 ,33 |
14 ,5 |
10-33 |
|||||
|
25 |
0 ,150 |
0 -10,68 |
15 ,0 |
10-68 |
|||||
|
28 |
0 ,155 |
0-10,90 |
15 ,5 |
11-03 |
|||||
|
32 |
0 ,161 |
0 -11,47 |
16 ,1 |
11 -47 |
|||||
|
36 |
0 ,170 |
0-12 ,10 |
17 ,0 |
12 -10 |
|||||
|
40 |
0,176 |
0-12 ,53 |
17 ,6 |
12 -53 |
|||||
|
Примечания : 1 . Калькуляция затрат труда и заработной платы составлена для варианта сварки порошковой проволокой марки СП -9 . 2 . Для расценок газорезчиков и электросварщиков введен коэффициент 1 ,12 (ЕНиР на строительные, монтажные и ремонтно- строительные работы. Общая часть. Приложение 4 ). |
|||||||||
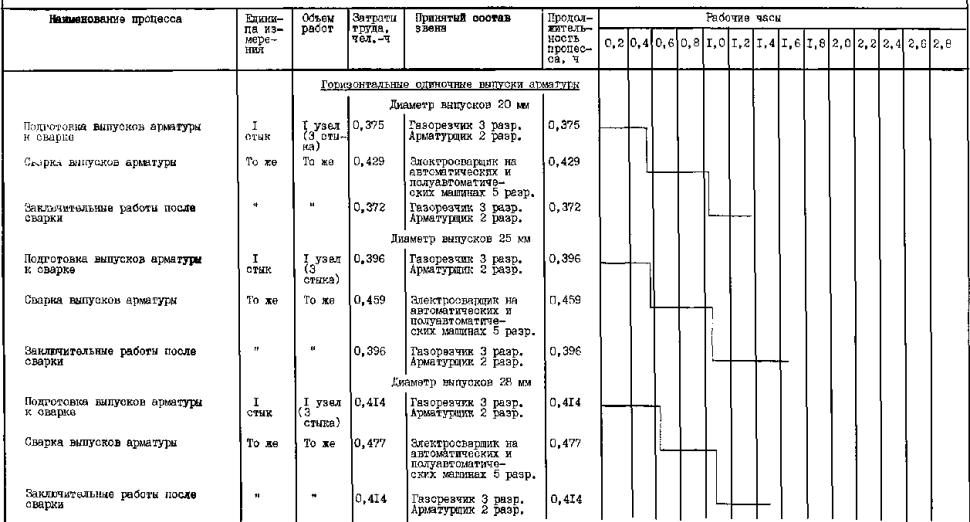
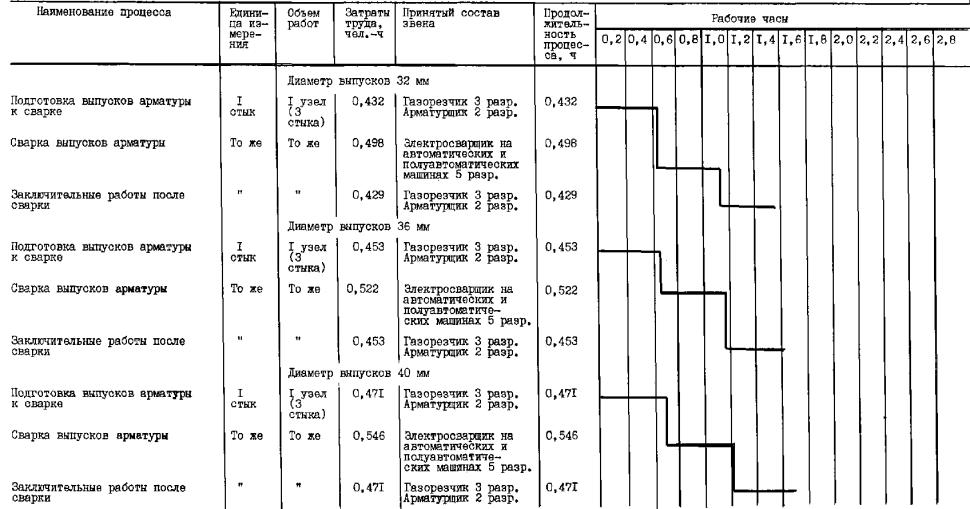
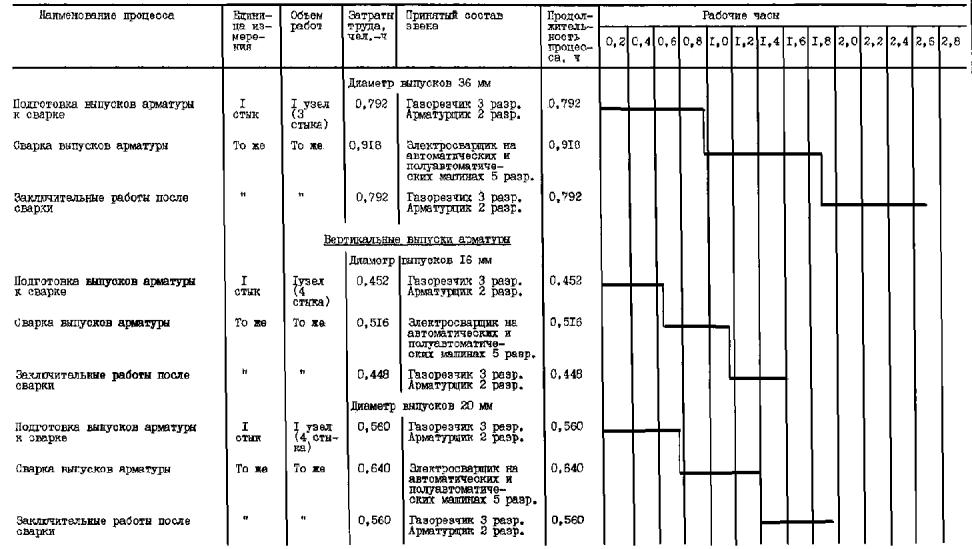
5. ГРАФИК ПРОИЗВОДСТВА РАБОТ НА 1 УЗЕЛ
Таблица 13
Продолжение табл. 13
Продолжение табл. 13
Продолжение табл. 13
Продолжение табл. 13

Продолжение табл. 13
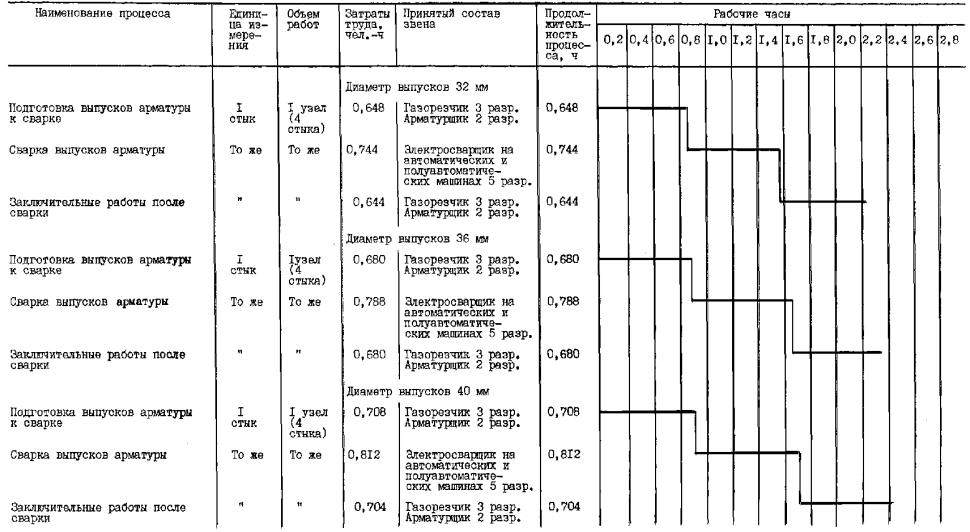
Примечание . График производства работ составлен для варианта сварки порошковой проволокой марк и СП-9 .
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
6 .1 . Потребность в оборудовании, инструментах и присп особлениях приведена в табл. 14.
Т аб лица 14
|
Наименование |
Марка, техническая характеристика, ГОСТ |
Количество |
Назначение |
|
Сварочный полуавтомат в к о мплекте с источниками питания |
ПДФ -502 ТУ 16 -683.005 -84 ПДО -517 (А-765 ) ТУ 16 -739 .379 -83 |
1 |
Для механизированной сварки |
|
Сварочные выпрямители |
ВД У-504 -1 ТУ 16 -739 .143 -78 ВД- 306 ТУ 16 -739 -198 -79 ВД У-505 ТУ 16 .739 .198 -79 |
1 |
Для ручной дуговой сварки |
|
Э лектропечь |
СНО -5,5.5 /5- И1 Утенск ий завод лабораторных электропечей |
1 |
Для термообработки порошковой проволоки и электродов |
|
Передвижное машинное помещение с инвентарным сварочным постом |
Изготовленное по чертежам, утвержденным в установленном порядке |
1 |
Для размещения сварочного оборудования |
|
Резак |
РЗ П -01 «Маяк 2 -02 » |
1 |
Для обрезки выпусков арматуры |
|
Горелка |
Г ЗУ-4 ТУ 26 -05-468 -77 Г В-1 ТУ 26 -05 -466 -77 |
1 |
Для подогрева выпусков арматуры |
|
Редуктор п роп ан -бутановый |
ДПП -1 -65 ТУ 26 -05 -463 -76 |
1 |
|
|
Редуктор кислородный |
ДКП -1 -65 ТУ 26-05 -463 -76 |
1 |
|
|
Баллон кислородный |
ГОСТ 949-73 * |
4 |
|
|
Ба ллон п роп ан-бутановый |
ГОСТ 15860-84 |
1 |
|
|
Рукав резиновый для г азовой резки Æ 9 мм |
ГОСТ 9356-75 * |
|
|
|
класс I |
|
60 м |
|
|
класс II |
|
60 м |
|
|
Очки защитные |
ОД 2 ГОСТ 12.4.013-85 Е |
1 |
Для газорезчика |
|
Кабели силовые гибкие |
КОГ1 1 ´ 50 или КОГ2 1 ´ 50 ГОСТ 6731 -77* Е |
60 м |
Для подвода тока к сварочному оборудованию |
|
Электрододер ж атель пассатижн ого типа |
ЭД- 310-2У1 ГОСТ 14651-78 *Е |
1 |
|
|
Наголов ны й щиток |
НС- 1 или НСП -1 ГОСТ 12.4.023-84 |
2 |
Для электросварщиков |
|
Инвентарная форма из графита ГТ -1 ; ГТ -2 ; ГТ -3 или меди М-1 ; М-2 |
Чертежи треста Мосоргстрой |
24 |
|
|
Струбцины или скобы |
|
24 |
Для крепления инвентарных форм |
|
Шнуровой а с бест |
ГОСТ 1779-83 |
1 кг |
Для уплотнения зазоров между выпусками арматуры и инвентарной формой |
|
Термоиндикаторные карандаши |
240 ТУ 6 -10-1110-76 |
1 компл. |
Для измерения температуры предварительного подогрева |
|
Клещи для переноски горячих форм |
ГОСТ 14184-83 |
1 |
|
|
Кувалда тупоносая 5 кг |
ГОСТ 11401-75 Е |
1 |
Для правки выпусков арматуры |
|
Щетка металлическая |
|
2 |
Для зачистки поверхности в ы пусков арматуры |
|
Зубило |
ГОСТ 7211-86 Е |
2 |
Для зачистки сварного соединения от шлака |
|
Молоток |
ГОСТ 3210-77* Е |
1 |
То же |
|
Клеймо сварщика |
|
1 |
Клеймение сварных соединений |
|
Пояс предохранительный |
ГОСТ 12 .4 .089-80 |
3 |
|
6 .2 . Потребность в сварочных материалах , необходимых для сварки 100 стыков, приведена в табл. 15.
Таблица 15
|
Вид соединения выпусков арматуры |
Наименование материала (марка, ГОСТ, ТУ) |
Единица измерения |
Норма расхода на 100 стыков |
|||||||
|
диаметр, мм |
||||||||||
|
16 |
20 |
22 |
25 |
28 |
32 |
36 |
40 |
|||
|
Горизонтальные одиночные |
Порошковая проволока ППТ- 9 ТУ 36 -2708 -85 ; или СП- 9 ТУ 36.44.15 -2 -86 ; или СП- 3 ТУ 36 -2516-83 |
кг |
- |
8 ,0 |
- |
14 ,3 |
17 ,9 |
24 ,8 |
32 ,6 |
42 ,3 |
|
Электроды тип Э 50 А ГОСТ 9467-75 |
кг |
- |
0 ,5 |
- |
0 ,6 |
0 ,7 |
0 ,8 |
0 ,9 |
1 ,0 |
|
|
Кислород ГОСТ 5583-78 * |
л |
- |
1200 |
- |
1580 |
1820 |
2380 |
3020 |
3766 |
|
|
Пропан-бутан ГОСТ 20448 -80 * |
л |
- |
92 |
- |
114 |
126 |
148 |
172 |
196 |
|
|
Горизонтальные спаренные |
Порошковая проволока СП- 9 ТУ 36 .44 .15-2-86 ; или СП- 3 ТУ 36 -2516-83 |
кг |
- |
- |
- |
21 ,0 |
28 ,2 |
39 ,6 |
50 ,8 |
- |
|
Эл ектроды тип Э50 А ГОСТ 9467-75 |
кг |
- |
- |
- |
0 ,6 |
0 ,7 |
0 ,8 |
0 ,9 |
- |
|
|
Кислород ГОСТ 5583-78 * |
л |
- |
- |
- |
2940 |
3640 |
4760 |
6040 |
|
|
|
Пропан-бутан ГОСТ 20448 -80 * |
л |
- |
- |
- |
228 |
252 |
296 |
344 |
- |
|
|
Вертикальные |
Порошковая проволока ППТ -9 ТУ 36 -2708 -85 или СП- 9 ТУ 36.44.15 -2 -86 , или СП- 3 ТУ 36 -2516-83 |
кг |
19 ,1 |
21 ,3 |
24 ,1 |
32 ,5 |
45 ,9 |
63 ,8 |
85 ,8 |
108 ,1 |
|
Электроды тип Э 50 А ГОСТ 9467-75 |
кг |
0 ,4 |
0 ,5 |
0 ,5 |
0 ,6 |
0 ,7 |
0 ,8 |
0 ,9 |
1,0 |
|
|
Кислород ГОСТ 5583-78 * |
л |
1000 |
1200 |
1310 |
1470 |
1820 |
2380 |
3020 |
3766 |
|
|
Пропан-бутан ГОСТ 20448-80 * |
л |
70 |
92 |
95 |
114 |
126 |
148 |
172 |
196 |
|
7. ТЕХНИКА БЕЗОПАСНОСТИ
7 .1 . При производстве работ по сборке и сварке выпусков арматуры железобетонных конструкций следует соблюд ать требования СНиП III-4-80, ГОСТ 12.3.003-86 и ГОСТ 12 .1 .004 -85 .
7 .2 . При работе на высоте более 1 ,3 м (от земли или перекрытия) рабочие обязаны пользоваться предохранительными пояс ами.
7 .3 . Сварочные работы на высоте необходимо производить с л есов, подмостей, имею щих огражденные рабочие площадки с настилом из несгораемых (трудносгораемых) материалов. Конструкции подмостей должны применяться в соответствии с проектом производства работ. Выполнение сварочных работ с лесов и подмостей разрешается только после проверки их руководителем работ. Сварочные работы допускается производить с ранее смонтированных конструкций, имеющих ограждения или обеспечивающих возможность закрепления предохранительных поясов.
7 .4 . Мес та выполнения сварочных работ, а также размещения сварочного оборудовали и баллонов с газ ами в радиусе не менее 5 м должны быть очищены от горючих материалов, а от легко воспламеняющихся и взрывооп асных материалов - в радиусе не менее 10 м.
7 .5 . Собираем ые под сварку колонны, ригели во избежание падения c высот ы должны быть надежно закреплены до их освобождения от крюка крана.
7 .6 . При производстве сварочных работ на открытом воздухе источники питания следует размещать в передвижных помещениях (маш зал ах), оборудованных пу скорегу ли рующ ей и защитной аппаратурой, а над сварочными установками и газоразборными постами должны быть оборудованы навесы из нес гораемых материалов.
7 .7 . Сварочное оборудование должно быть заземлено.
7 .8 . Соединение сварочных кабелей следует производить с помощью специальных зажимов, муфт, а также сварки, пайки с последующей электроизоляцией мест соединения.
Подключение кабелей к сварочному оборудованию должно осуществляться только через кабельные наконечники.
7 .9 . Газоразборные посты не должны находиться под зоной, где ведутся сварочные и газорезательные работы, и не ближе 5 метров от сварочных го релок и резаков.
7 .10 . Баллоны надлежит хранить в специальных сухих, хорошо проветриваемых поме щениях, раздельно пустые и наполненные газом, раздельно с кислородом и горючим газом.
7.11 . Перемещ ат ь газовые баллоны необходимо на специально приспособлен ных тележках или носилках, а поднимать на высоту - с помощью груз оподъемных механизмов в специальных закрытых конте йнерах, гарантирующих устойчивое и безопасное положение баллонов при транспортировке.
7 .12 . При резке выпусков арматуры, срезке временных приспособлений, снятии форм должны быть приняты меры, исключающие и х падение на нижние ярусы.
7 .13 . Сварщики и газорезчики при работе с электрической дугой и газовым пламенем должны пользоваться защитными щитками и очками закрытого типа, а также спецодеждой установленного образца.
7 .14 . В темное время суток все рабочие места должны быть хорошо освещены.
7 .15 . Присоединение и отключение от сети электросварочного оборудования, а также наблюдение за его исправным состоянием в процессе экс плуатации и выполнения ремонтных работ должно п роизводиться обученным электротехническим работам персоналом, имеющим квалификационную группу по технике безопасности не ниже 3 .
8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА 100 СТЫКОВ
Нормативные затраты труда рабочих, чел .- ч
Горизонтальные одиночные выпуски арматуры
диаметр 20 мм - 39,2
диаметр 25 мм - 41,7
диаметр 28 мм - 43,5
диаметр 32 мм - 45,3
диаметр 36 мм - 47,6
диаметр 40 мм - 49,6
Горизонтальные спаренные выпуски арматуры
диаметр 25 мм - 76 ,9
диаметр 28 мм - 78,5
диаметр 32 мм - 80 ,7
диаметр 36 мм - 83 ,4
Вертик а льные выпуски арматуры
диаметр 16 мм - 35 ,4
диаметр 20 мм - 44,0
диаметр 22 мм - 45,9
диаметр 25 мм - 47,4
диаметр 28 мм - 49,2
диаметр 32 мм - 51,0
диаметр 36 мм - 53 ,7
диаметр 40 мм - 55,6
Нормативные затраты машинного времени, ма ш.- ч
Горизонтальные одиночные выпуски арматуры
диаметр 20 мм - 12,16
диаметр 25 мм - 13,01
диаметр 28 мм - 13 ,52
диаметр 32 мм - 14 ,11
диаметр 36 мм - 14,79
диаметр 40 мм - 15 ,47
Горизонтальные с паренные выпус ки арматуры
диаметр 25 мм - 24,23
диаметр 28 мм - 24,40
диаметр 32 мм - 25,08
диаметр 36 мм - 26 ,01
Вертикальные выпуски арматуры
диаметр 16 мм - 10 ,96
диаметр 20 мм - 13,60
диаметр 22 мм - 14,36
диаметр 25 мм - 14 ,79
диаметр 28 мм - 15 ,47
диаметр 32 мм - 15 ,81
диаметр 36 мм - 16 ,74
диаметр 40 мм - 17 ,26
Заработная плата электросварщика на автоматических и полуавтоматических машинах, р .-к.
Горизонтальные одиночные выпуски арматуры
диаметр 20 мм - 14 -60
диаметр 25 мм - 15-61
диаметр 28 мм - 16 -25
диаметр 32 мм - 16 -97
диаметр 36 мм - 18 -15
диаметр 40 мм - 18 -52
Горизонтальные спаренные выпуски арматуры
диаметр 25 мм - 29 -05
диаметр 28 мм - 29 -23
диаметр 32 мм - 30 -14
диаметр 36 мм - 31 -23
Вертикальные выпуски арматуры
диаметр 16 мм - 13 -16
диаметр 20 мм - 16 -34
диаметр 22 мм - 17 -25
диаметр 25 мм - 17 -79
диаметр 28 мм - 18 -52
диаметр 32 мм - 18 -97
диаметр 36 мм - 20-00
диаметр 40 мм - 20-70
Заработная плата арматурщика, р .- к.
Горизонтальные одиночные выпуски арматуры
диаметр 20 мм - 7 -94
диаметр 25 мм - 8 -44
диаметр 28 мм - 8 -84
диаметр 32 мм - 9 -15
диаметр 36 мм - 9 -67
диаметр 40 мм - 10-05
Горизонтальные спаренные выпуски арматуры
диаметр 25 мм - 15-49
диаметр 28 мм - 15-95
диаметр 32 мм - 16 -39
диаметр 36 мм - 16 -90
Вертикальные выпуски арматуры
диаметр 16 мм - 7 -16
диаметр 20 мм - 8 -96
диаметр 22 мм - 9 -28
диаметр 25 мм - 9 -60
диаметр 28 мм - 9 -92
диаметр 32 мм - 10-30
диаметр 36 мм - 10-88
диаметр 40 мм - 11 -26
Заработная плата газорезчика, р .- к.
Горизонтальн ы е одиночные вып уски арматуры
диаметр 20 мм - 9 -80
диаметр 25 мм - 10-34
ди аметр 28 мм - 10-82
диаметр 32 мм - 11 -28
диаметр 36 мм - 11 -85
ди аметр 40 мм - 12 -31
Горизо н таль ные с паренные выпус ки арматуры
диаметр 25 мм - 18-97
диаметр 28 мм - 19 -53
диаметр 32 мм - 20-07
диаметр 36 мм - 20-70
Вертикальные выпуски арматуры
диаметр 16 мм - 8 -86
диаметр 20 мм - 10-98
диаметр 22 мм - 11 -38
диаметр 25 мм - 11 -76
диаметр 28 мм - 12 -15
диаметр 32 мм - 12 -70
диаметр 36 мм - 13-32
диаметр 40 мм - 13 -88
Продолжительно с ть вы пол нения работ, смен а
Горизонтальные одиночные выпуски арматуры
диаметр 20 мм - 5 ,0
диаметр 25 мм - 5 ,3
диаметр 28 мм - 5,6
диаметр 32 мм - 5 ,8
диаметр 36 мм - 6,1
диаметр 40 мм - 6,3
Горизонтальные спаренные выпу с ки арматуры
диаметр 25 мм - 9 ,8
диаметр 28 мм - 10 ,0
диаметр 32 мм - 10 ,3
диаметр 36 мм - 10,6
Вертикальные выпуски арматуры
диаметр 16 мм - 4 ,5
д и аметр 20 мм - 5,6
диаметр 22 мм - 5 ,9
диаметр 25 мм - 6 ,0
диаметр 28 мм - 6 ,3
диаметр 32 мм - 6,5
д и аметр 36 мм - 6,8
диаметр 40 мм - 7 ,1
Выработка на одного рабочего в смену , с тык
Горизонтальные од и ночные выпуски арматуры
диаметр 20 мм - 7
диаметр 25 мм - 7
диаметр 28 мм - 6
диаметр 32 мм - 6
диаметр 36 мм - 6
диаметр 40 мм - 5
Горизонтальные спаренные выпуски арматуры
диаметр 25 мм - 4
диаметр 28 мм - 4
диаметр 32 мм - 3
диаметр 36 мм - 3
Вертикальные выпуски арматуры
диаметр 16 мм - 8
диаметр 20 мм - 6
диаметр 22 мм - 6
диаметр 25 мм - 6
диаметр 28 мм - 6
диаметр 32 мм - 5
диаметр 36 мм - 5
диаметр 40 мм - 5
Условные затраты на механизацию для базового варианта, р .- к.
Горизонтальные одиночные выпуски арматуры
диаметр 20 мм - 6 -74
диаметр 25 мм - 7 -19
диаметр 28 мм - 7 -48
диаметр 32 мм - 7 -82
диаметр 36 мм - 8 -20
диаметр 40 мм - 8 -54
Горизо н тал ьны е спаренные выпуски арматуры
диаметр 25 мм - 13 -39
диаметр 28 мм - 13 -47
диаметр 32 мм - 13 -88
диаметр 36 мм - 14 -39
Вертикальные выпуски арматуры
диаметр 16 мм - 6 -07
диаметр 20 мм - 7 -53
диаметр 22 мм - 7 -95
диам е тр 25 мм - 8 -20
диаметр 28 мм - 8 -54
диаметр 32 мм - 8 -74
диаметр 36 мм - 9 -25
диаметр 40 мм - 9 -54
Сумма измеряемых затрат, р .- к.
Горизонтальные одиночные выпу с ки арматуры
диаметр 20 мм - 39 -08
диаметр 25 мм - 41 -58
диаметр 28 мм - 43-89
диаметр 32 мм - 45 -22
диаметр 36 мм - 47 -87
диаметр 40 мм - 49 -42
Горизо н тальные спаренные выпуски арматуры
диаметр 25 мм - 76 -90
диаметр 28 мм - 78 -18
диаметр 32 мм - 80 -48
диаметр 36 мм - 83 -22
Вертикальные выпуски арматуры
диаметр 16 мм - 35 -25
диаметр 20 мм - 43 -81
диаметр 22 мм - 45 -86
диаметр 25 мм - 47 -35
диаметр 28 мм - 49 -13
диаметр 32 мм - 50-71
диаметр 36 мм - 53 -45
диаметр 40 мм - 55 -38
9. ФАСЕТНЫЙ КЛАССИФИКАТОР ФАКТОРОВ
ФАС Е Т 01
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Порошковая проволока марки ППТ -9 |
Сборник типовых норм и расце н ок на строительные и ремонтно-строительные работы, выпуск 8 , Ц БНТ С, 1979 г.; ЕН и Р с борник Е22 , Сварочные работы, выпуск 1, §§ Е22 -1 -22 ; Е22 -1 -26 |
01 |
Н.в р. и Расц . на сварку горизонтальных одиночных и вертикальных выпусков а рматуры умножить на 1,13 |
Приложение
7.01.01.58-01 Инвентарная форма для сварки горизонтальных одиночных выпусков арматуры
Размеры, мм
|
Диаметр арматуры |
H |
h |
L |
B |
r |
d |
Масса, кг |
|
|
Графит |
Медь |
|||||||
|
20 |
70 |
38,5 |
80 |
36 |
11,5 |
25 |
0,9 |
3,6 |
|
22 |
75 |
39,5 |
80 |
38 |
12,5 |
27 |
0,9 |
3,6 |
|
25 |
80 |
41,0 |
80 |
38 |
14,0 |
30 |
1,0 |
4,1 |
|
28 |
85 |
43,0 |
100 |
42 |
16,0 |
32 |
1,2 |
4,9 |
|
32 |
90 |
45,0 |
100 |
42 |
18,0 |
36 |
1,3 |
5,3 |
|
36 |
95 |
47,5 |
120 |
46 |
20,5 |
40 |
1,4 |
5,7 |
|
40 |
100 |
49,5 |
120 |
46 |
22,5 |
42 |
1,5 |
6,2 |
|
Обозначение |
Материал |
|
7.01.01.58-01 |
Графит марок ГТ-1; ГТ-2; ГТ-3; по ГОСТ 17022-81 |
|
7.01.01.58-01-01 |
Медь марок М1; М2; М3 по ГОСТ 859-78* |
7.01.01.58-02 Инвентарная форма для сварки вертикальных выпусков арматуры
Размеры, мм
|
Диаметр выпусков арматуры, мм |
A |
B |
H |
D |
D 1 |
b |
l |
Масса, кг |
|
|
Графит |
Медь |
||||||||
|
25 ; 28; 32 |
110 |
110 |
120 |
38 |
40 |
40 |
42 |
3,1 |
12,6 |
|
36 |
120 |
120 |
130 |
42 |
44 |
40 |
46 |
3,9 |
16,0 |
|
40 |
120 |
120 |
140 |
46 |
48 |
40 |
50 |
4,2 |
17,2 |
|
Обозначение |
Материал |
|
7.01.01.58-02 |
Графит марок ГТ-1; ГТ-2; ГТ-3 по ГОСТ 17022-81 |
|
7.01.01.58-02-01 |
Медь марок М1; М2; М3 по ГОСТ 859-78* |
7.01.01.58-03 Инвентарная форма для сварки вертикальных выпусков арматуры
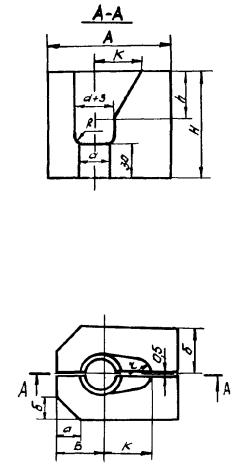
Размеры, мм
|
Диаметр арматуры |
A |
H |
h |
Б |
d |
r |
k |
а ´ б |
Масса, кг |
|
|
Графит |
Медь |
|||||||||
|
20 |
100 |
90 |
40 |
38,0 |
23 |
12 |
38 |
20 ´ 20 |
1,04 |
4,25 |
|
22 |
100 |
90 |
40 |
40,0 |
25 |
13 |
40 |
20 ´ 20 |
1,06 |
4,35 |
|
25 |
100 |
90 |
40 |
42,0 |
28 |
15 |
43 |
20 ´ 20 |
1,08 |
4,45 |
|
28 |
110 |
100 |
50 |
44,0 |
32 |
16 |
45 |
20 ´ 20 |
1,34 |
5,50 |
|
32 |
110 |
100 |
50 |
45,0 |
36 |
18 |
47 |
20 ´ 20 |
1,36 |
5,60 |
|
36 |
120 |
115 |
55 |
47,0 |
41 |
20 |
53 |
25 ´ 25 |
1,58 |
6,50 |
|
40 |
120 |
115 |
55 |
50,0 |
45 |
23 |
58 |
25 ´ 25 |
1,70 |
7,00 |
|
Обозначение |
Материал |
|
7.01.01.58-03 |
Графит марок ГТ-1; ГТ-2; ГТ-3 по ГОСТ 17022-81 |
|
7.01.01.58-03-01 |
Медь марок М1; М2; М3 по ГОСТ 859-78* |
СОДЕРЖАНИЕ
|
1. Область применения . 1 2. Организация и технология выполнения работ . 1 3. Требования к качеству и приемке работ . 6 4. Калькуляция затрат труда и заработной платы на 100 стыков . 11 5. График производства работ на 1 узел . 14 6. Материально-технические ресурсы .. 20 7. Техника безопасности . 21 8. Технико-экономические показатели на 100 стыков . 22 9. Фасетный классификатор факторов . 26 Приложение . 27 7.01.01.58-01 инвентарная форма для сварки горизонтальных одиночных выпусков арматуры .. 27 7.01.01.58-02 инвентарная форма для сварки вертикальных выпусков арматуры .. 27 7.01.01.58-03 инвентарная форма для сварки вертикальных выпусков арматуры .. 28 |