ГОСТ 26433.1-89 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СИСТЕМА ОБЕСПЕЧЕНИЯ ТОЧНОСТИ
ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ В СТРОИТЕЛЬСТВЕ
ПРАВИЛА ВЫПОЛНЕНИЯ ИЗМЕРЕНИЙ
ЭЛЕМЕНТЫ ЗАВОДСКОГО ИЗГОТОВЛЕНИЯ
ГОСТ 26433.1-89
ГОСУДАРСТВЕННЫЙ СТРОИТЕЛЬНЫЙ КОМИТЕТ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Система обеспечения точности геометрических параметров в строительстве ПРАВИЛА ВЫПОЛНЕНИЯ ИЗМЕРЕНИЙЭлементы заводского изготовления System of
ensuring geometrical |
ГОСТ
|
Дата введения 01.01.90
Настоящий стандарт устанавливает правила выполнения измерений линейных и угловых размеров, отклонений формы и взаимного положения поверхностей деталей, изделий, конструкций и технологической оснастки, изготовляемых на заводах, строительных площадках и полигонах.
1. Общие требования к выбору методов и средств измерения, выполнению измерений и обработке их результатов следует принимать по ГОСТ 26433.0 .
2. Для измерения линейных размеров и их отклонений применяют линейки по ГОСТ 427 и ГОСТ 17435 , рулетки по ГОСТ 7502 , нутромеры по ГОСТ 10 , скобы по ГОСТ 11098 , штангенциркули по ГОСТ 166 , штангенглубиномеры по ГОСТ 164 , индикаторы часового типа по ГОСТ 577 , щупы по ТУ 2-034-225 и микроскопы типа МПБ-2 по ТУ 3.824.
В необходимых случаях следует применять средства специального изготовления с отсчетными устройствами в виде индикаторов часового типа, микрометрических головок и линейных шкал: рулетки со встроенным динамометром, длиномеры, нутромеры, скобы и клиновые щупы.
3. Для измерения отклонений форм профиля поверхности применяют нивелиры по ГОСТ 10528 , теодолиты по ГОСТ 10529 или поверочные линейки по ГОСТ 8026 совместно со средствами линейных измерений (линейками, индикаторами, штангенинструментом и т.д.), а также оптические струны, визирные трубы, оптические плоскомеры и гидростатические высотомеры по действующим техническим условиям. Могут применяться также средства специального изготовления:
контрольные рейки, отвес-рейки, струны из стальной проволоки диаметром 0,2 - 0,5 мм или синтетической лески диаметром 0,8 - 1,0 мм.
4. Угловые размеры проверяют угломерами, а их отклонения, выраженные линейными единицами, - линейками и щупами с применением угольников, калибров, шаблонов.
5. В зависимости от материала, размеров и особенностей формы элементов могут применяться также не предусмотренные настоящим стандартом средства, обеспечивающие требуемую по ГОСТ 26433.0 точность измерений.
6. Схемы измерений размеров и их отклонений, а также отклонений форм приведены в приложении 1.
При этом соответствие реального взаимного положения поверхностей элемента (линий, осей) установленным требованиям определяют измерением соответствующих линейных и угловых размеров и их отклонений. Положение проемов, выступов, вкладышей, закладных деталей и других характерных деталей элемента проверяют измерением указанных в рабочих чертежах размеров между этими деталями или между деталями и гранями (линиями, точками) элемента, принятыми за начало отсчета.
7. Если в стандартах, технических условиях или рабочих чертежах не установлены места измерений размеров элемента, то эти места определяют в соответствии с настоящим стандартом. Длину, ширину, толщину, диаметр, а также угловые размеры или их отклонения измеряют в двух крайних сечениях элемента на расстоянии 50 - 100 мм от краев, а при длине или ширине элемента более 2,5 м - и в соответствующем среднем его сечении.
Отклонения от прямолинейности на лицевой поверхности плоских элементов измеряют не менее чем в двух любых сечениях элемента, как правило, в направлении светового потока, падающего на эту поверхность в условиях эксплуатации.
Отклонения от прямолинейности боковых граней плоских элементов измеряют в одном из сечений вдоль каждой из граней, а для элементов цилиндрической формы - вдоль не менее двух образующих, расположенных во взаимно перпендикулярных сечениях.
Отклонения от прямолинейности ребра элемента измеряют в сечениях по обеим поверхностям, образующим это ребро, на расстоянии не более 50 мм от него или непосредственно в месте пересечения этих поверхностей.
8. Значения предельных погрешностей измерений, которые могут быть использованы при выборе методов и средств измерений, приведены в приложении 2.
9. Примеры определения отклонений от плоскостности приведены в приложении 3.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
СХЕМЫ ИЗМЕРЕНИЙ
Таблица 1
|
Наименование измеряемого параметра, метода и средства измерения |
Схема |
Формулы для вычисления измеряемого параметра |
|
1. Линейные размеры и их отклонения. 1.1. Длина, ширина, толщина элементов и их частей измеряются: |
|
|
|
а) между двумя фиксированными точками |
|
|
|
б) между точкой и прямой или плоскостью (между двумя прямыми или плоскостями) методом покачивания |
a 2 - минимальный отсчет |
|
|
в) между точкой и прямой или плоскостью методом построения перпендикуляра при помощи угольника |
|
|
|
1.1.1. Прямое измерение размера: |
|
|
|
а) линейкой |
|
где xi - значение искомого размера, определяемого в результате измерения (действительный размер); xnom - номинальный размер; d xi - действительное отклонение; a 1 i , a 2 i - начальный и конечный отсчеты по шкале средства измерения |
|
б) рулеткой с натяжением вручную (при расстоянии не более 10 м) или динамометром. При наличии в местах измерений дефектов, мешающих снятию отсчетов, применяют выравнивающие приспособления |
| |
|
в) штангенциркулем |
|
xi = a2i (a1i = 0) |
|
г) длиномером с устройством для установки и закрепления на изделии конца рулетки с начальным отсчетом Примечание . Разнотолщинность определяют как разность между наибольшим и наименьшим из измеренных значений толщины одного изделия |
|
То же |
|
1.1.2. Прямое измерение отклонения средствами измерения, настроенными на номинальный размер: а) нутромером |
|
при где a 1 i - начальный отсчет, соответствующий номинальному размеру; устанавливается равным нулю или другому значению при настройке прибора на измерение |
|
б) скобой |
|
|
|
в) длиномером с определением отклонения по шкале с нониусом |
|
|
|
г) индикатором часового типа, установленным на стенде |
|
|
|
1.2. Диаметр 1.2.1. Прямое измерение диаметра методом покачивания рулеткой, линейкой, штангенциркулем |
|
где a 2 i - максимальный отсчет из возможных отсчетов ( a 2 i , a 3 i , a 4 i ) |
|
1.2.2. Прямое измерение отклонения методом покачивания скобой, нутромером, настроенными на номинальный размер |
|
|
|
1.2.3. Косвенное измерение диаметра: а) методом опоясывания рулеткой |
|
p = 3,1416 |
|
б) методом измерения хорды и высоты сегмента штангенциркулем с пределами измерения 320 - 1000 мм Примечание . Овальность определяют как разность между наибольшим и наименьшим из измеренных значений диаметра в одном поперечном сечении. |
|
где L - длина хорды, L = a 2 i ; h - высота сегмента (известна или измеряют при известном L ) |
|
1.3. Расстояния между точками (осями), расположенными на различных гранях элемента 1.3.1. Прямое измерение размера рулетками, линейками: а) методом проектирования одной из точек (осей) на линию измерения при помощи разметки |
|
|
|
б) методом проектирования двух точек на линию измерения при помощи угольников, отвесов или оптических центриров |
|
|
|
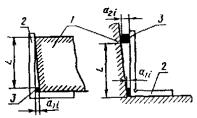
1.3.2. Косвенное измерение отклонения точки от оси линейкой методом проектирования точки на линию измерения при помощи угольника или разметки |
|
где l 1 и l 2 - размеры, полученные прямым измерением |
|
1.4. Межосевое расстояние 1.4.1. Косвенное измерение при помощи линейки, штангенциркуля, рулетки |
|
а) б) где L , L 1 , L 2 и d 1 , d 2 - размеры, получаемые прямым измерением |
|
1.5. Длина, ширина и глубина (высота) трещин, зазоров, раковин, околов, наплывов . 1.5.1. Прямое измерение длины, ширины: |
|
|
|
а) линейкой |
|
|
|
б) микроскопом |
|
|
|
в) палеткой (прозрачная пластина размером 200 ´ 200 мм с сеткой квадратов 5 ´ 5 мм) |
|
К - число раковин в квадрате К = 3, xi = 7,5 мм |
|
г) щупом |
|
xi = ai |
|
1.5.2. Прямое измерение глубины, высоты штангенциркулем ШЦ-1 |
|
xi = ai |
|
1.5.3. Косвенное измерение линейкой |
|
|
|
2. Угловые размеры и их отклонения |
|
|
|
2.1. Прямое измерение углового размера угломерами |
|
a i = ai |
|
2.2. Прямое измерение отклонения углового размера в линейной мере на длине L угольником с линейкой или щупом (отклонения от перпендикулярности, косины реза и т.п.) |
|
|
|
3. Отклонения формы профиля или поверхности* (прямолинейности и плоскостности, в т.ч. волнистость, прогиб, выпуклость, вогнутость и т.п.) 3.1. Отклонения от прямолинейности |
|
|
|
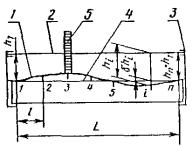
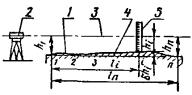
3.1.1. Определение отклонения от прямолинейности на всей длине элемента при помощи струны на опорах равной высоты, задающей линию отсчета, и линейки. Масса подвешиваемого груза для металлической струны диаметром 0,2 - 0,5 мм на длине до 20 м - не менее 10 кг; для капроновой струны диаметром 0,8 - 1,0 мм на длине до 20 м - не менее 2 кг. Измерения проводят в размеченных на поверхности элемента точках в количестве, определяемом в зависимости от длины изделия. |
1 - проверяемая поверхность; 2 - струна; 3 - опоры для нагружения струны; 4 - условная прямая; 5 - линейка для снятия отсчета |
Отклонение от прямолинейности d xi , принимают равным: сумме абсолютных значений наибольшего из всех положительных и наибольшего из всех отрицательных измеренных в различных точках отклонений d h i , если они имеют разные знаки; наибольшему по абсолютной величине из всех измеренных отклонений d h i , если они имеют одинаковые знаки где h 1 = hn - расстояние от линии отсчета до проверяемой поверхности в точках опоры; hi - то же, в промежуточных точках разметки. |
|
* Полученные измерениями по настоящему стандарту значения отклонений от прямолинейности и плоскостности сравнивают с соответствующим допуском. | ||
|
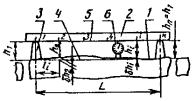
3.1.2. Определение отклонения от прямолинейности на участке элемента при помощи поверочной линейки или контрольной рейки на опорах равной высоты, задающих линию отсчета, и линейки, индикатора или щупа |
1 - проверяемая поверхность; 2 - поверочная линейка, рейка; 3 - опорная призма; 4 - условная прямая; 5 - линия отсчета; 6 - индикатор |
То же При установке контрольной рейки непосредственно на поверхность изделия |
|
3.1.3. Определение отклонения от прямолинейности на всей длине элемента при помощи нивелира или теодолита, задающего линию отсчета, и линейки. Точность положения проверяемой поверхности относительно линии отсчета не регламентируется |
1 - проверяемая поверхность; 2 - нивелир; 3 - линия отсчета; 4 - условная прямая; 5 - линейка |
где ln , li - расстояния между начальной и конечной и начальной и промежуточной точками разметки, соответственно; при равном шаге разметки ln и li равны соответствующему числу шагов |
|
3.2. Отклонения от плоскостности. 3.2.1. Определение отклонения в угловой точке прямоугольного элемента относительно условной плоскости, проведенной через три другие угловые точки (пропеллерность или скручивание): |
|
|
|
а) методом прямого измерения линейкой или клиновым щупом отклонения в угловой точке элемента, установленного на четыре опоры, расположенные в одной плоскости (условной) |
|
|
|
б) методом измерений линейкой расстояний от каждой из четырех угловых точек элемента до плоскости отсчета с последующим вычислением отклонения от условной плоскости. В зависимости от положения элемента плоскость отсчета задается горизонтально нивелиром или вертикально теодолитом или двумя отвесами (отвес-рейками). Точность положения элемента относительно плоскости отсчета не регламентируется и определяется длиной измерительной линейки |
|
При |
|
3.2.2. Определение отклонения от условной плоскости по всей поверхности элемента:
|
|
|
|
а) методом прямого измерения индикатором часового типа или щупом отклонения поверхности от условной плоскости, проведенной через три точки |
1 - объект измерения; 2 - поверочная плита; 3 - щуп, индикатор |
Отклонение от плоскостности принимают равным наибольшему результату из измерений в четвертой угловой точке и в точке пересечения диагоналей. Индикаторы настраивают на нулевой отсчет по поверочной плите |
|
б) методом измерения линейкой расстояния от размеченных на поверхности элемента точек до линии отсчета, заданной струной, поверочной линейкой или контрольной рейкой на опорах равной высоты, устанавливаемых в размеченных точках по краям элемента. Точки, в которых производят измерения, располагают на контролируемой поверхности в местах пересечения продольных и поперечных сечений элемента из расчета 4 - 10 сечений на каждой его стороне в зависимости от размеров элемента, а также в местах пересечения проекций диагоналей на поверхности элемента |
1 - проверяемая поверхность; 2 - струна; 3 - линейка; 4 - опоры для натяжения струны |
Отклонение от плоскостности d xi принимают равным: сумме абсолютных значений наибольшего из всех положительных и наибольшего из всех отрицательных отклонений d hi в размеченных точках, если они имеют разные знаки; наибольшему по абсолютной величине из всех отклонений d hi , если они имеют одинаковые знаки. Формулы и пример вычисления отклонений d hi в каждой из размеченных точек от условной плоскости, проведенной через одну из диагоналей параллельно другой диагонали, приведены в приложении 3 |
|
в) методом измерения линейкой расстояний от размеченных на поверхности элемента точек до плоскости отсчета, заданной горизонтально нивелиром или вертикально теодолитом. Точки, в которых производят измерения, располагают на контролируемой поверхности в местах пересечения продольных и поперечных сечений элемента из расчета 4 - 10 сечений на каждой его стороне в зависимости от размеров элемента. Точность положения элемента относительно плоскости отсчета не регламентируется и определяется длиной измерительной линейки |
1 - проверяемая поверхность; 2 - линейка; 3 - нивелир |
Отклонение от плоскостности d xi принимают равным: сумме абсолютных значений наибольшего из всех положительных и наибольшего из всех отрицательных отклонений d hi в размеченных точках, если они имеют разные знаки; наибольшему по абсолютной величине из всех отклонений d hi , если они имеют одинаковые знаки. Формулы и пример вычисления отклонений d hi в каждой из размеченных точек от условной плоскости, проведенной через одну из диагоналей параллельно другой диагонали, приведены в приложении 3 |
|
3.3. Отклонения от заданного профиля или поверхности сложной формы. Измерения производят в размеченных на поверхности элемента точках и местах пересечения, характерных для контролируемой поверхности продольных и поперечных (радиальных и круговых и т.п.) сечений |
|
Отклонение d xi реального профиля от проектного принимают равным наибольшему по величине из всех измеренных значений зазора в контролируемом сечении |
|
3.3.1. Прямое измерение линейкой, индикатором или щупом отклонений реального профиля от шаблона |
1 - проверяемая поверхность; 2 - шаблон; 3 - линия отсчета; 4 - щуп; 5 - сечения, в которых устанавливают шаблон; 6 - точки разметки на шаблоне, в которых проводят измерение зазора |
|
|
3.3.2. Определение отклонений от проектных значений действительных координат характерных точек реальной поверхности элемента, установленного в рабочее положение. Измерения выполняют прямыми или косвенными методами с использованием нивелира и рейки или струны и линейки, гидростатического высотомера и т.д. |
|
где hi - действительное значение координаты; hi nom - номинальное значение координаты; l 1.... n , - расстояния, соответствующие номинальным значениям координаты, размечаются от точки, принятой за начало координат по горизонтальной оси. |
ПРИЛОЖЕНИЕ 2
Справочное
ПРЕДЕЛЬНЫЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЙ
Предельные погрешности измерений с применением рекомендуемых средств измерений приведены в табл. 2 - 4 и рассчитаны для температуры воздуха t = (20 ± 8) °С и разности температур объекта и средства измерения, равной 2 °С. Натяжение рулетки осуществляется вручную.
Таблица 2
Предельные погрешности измерения линейных размеров
|
Интервалы номинальных размеров, мм |
Предельные погрешности измерения, мм | |||||
|
Штангенинструмент, величина отсчета по нониусу 0,1 мм |
Нутромеры, скобы, величина отсчета по индикатору, микрометру, нониусу 0,01 мм |
Линейки металлические, цена деления 1,0 мм |
Штангенциркуль, метод хорды и высоты сегмента |
Рулетки 3-го класса, цена деления 1,0 мм |
Длиномеры, величина отсчета по нониусу 0,1 мм | |
|
Св. 1 до 50 |
0,1 |
- |
0,4 |
|
|
|
|
» 50 » 200 |
0,2 |
0,02 |
0,4 |
|
|
|
|
» 200 » 500 |
0,2 |
0,03 |
0,5 |
0,6 |
0,5* |
|
|
» 500 » 1000 |
0,3 |
0,05 |
0,5 |
1,0 |
0,5*; 0,5** |
|
|
» 1000 » 4000 |
0,5 |
0,2 |
|
1,4 |
1,5*; 1,0** |
0,8 |
|
» 4000 » 6000 |
|
0,3 |
|
2,5 |
2,0*; 1,5** |
1,0 |
|
» 6000 » 10000 |
|
0,4 |
|
4,0 |
2,5*; 2,0** |
1,5 |
|
» 10000 » 16000 |
|
|
|
|
3,5* |
2,5 |
|
» 16000 » 25000 |
|
|
|
|
4,5* |
3,0 |
|
* Приведены погрешности измерения длин и диаметров. ** Погрешности измерения диаметров методом опоясывания. | ||||||
Таблица 3
Предельные погрешности измерения параметров формы и взаимного положения поверхностей
|
Интервалы номинальных размеров, мм |
Предельные погрешности измерений, мм | ||||||||||
|
Поверочная линейка |
Рейка |
Струна металлическая или капроновая |
Оптическая струна, плоскомер, зрительные трубы типа ППС, гидростатический уровень, микронивелир, уровень |
Нивелир |
Теодолит |
Средства измерения специального изготовления | |||||
|
с отсчетом по |
Н05 |
Н-3, НЗК |
Т-2, Т-5 | ||||||||
|
индикатору |
линейке |
линейке |
микроскопу |
линейке |
Отсчет по линейке с ценой деления 1,0 мм | ||||||
|
с ценой деления, мм |
НПЛ-1 |
НПР-1 | |||||||||
|
0,01 |
1,0 |
1,0 |
0,01 |
1,0 | |||||||
|
До 100 |
- |
- |
- |
- |
- |
|
|
|
|
0,02 |
0,02 |
|
Св. 100 до 200 |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
» 200 » 1000 |
0,08 |
0,4 |
0,4 |
- |
- |
0,01 |
|
|
|
|
|
|
» 1000 » 2000 |
0,08 |
0,4 |
0,4 |
0,05 |
0,3 |
0,02 |
|
|
|
|
|
|
» 2000 » 3000 |
0,15 |
0,4 |
|
0,1 |
0,4 |
0,03 |
|
0,5 |
1,0 |
|
|
|
» 3000 » 5000 |
|
|
|
0,1 |
0,4 |
0,05 |
|
0,5 |
1,0 |
|
|
|
» 5000 » 8000 |
|
|
|
0,2 |
0,4 |
0,06 |
0,2 |
0,8 |
1,0 |
|
|
|
» 8000 » 10000 |
|
|
|
0,2 |
0,5 |
0,1 |
0,2 |
0,8 |
1,0 |
|
|
|
» 10000 » 20000 |
|
|
|
0,3 |
0,5 |
0,2 |
0,4 |
1,0 |
2,0 |
|
|
|
» 20000 » 30000 |
|
|
|
0,3 |
1,0 |
0,2 |
0,4 |
1,0 |
2,0 |
|
|
Таблица 4
Предельные погрешности измерения угловых размеров
|
Средство измерения |
Погрешность измерения |
|
1. Угломер механический |
±(2 - 10) ¢ |
|
2. Угломер оптический |
±20 ¢ |
|
3. Квадрант оптический |
±10 ¢ ¢ |
|
4. Угольник |
±30 ¢ ¢ |
|
5. Уровни брусковые, уровни рамные |
Равна цене деления уровня |
|
6. Уровни микрометрические |
То же |
ПРИЛОЖЕНИЕ 3
Справочное
ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПО ВСЕЙ ПОВЕРХНОСТИ ЭЛЕМЕНТА
1. Линию отсчета задают струной, линейкой или рейкой на опорах равной высоты, устанавливаемых в размеченных точках по краям элемента.
1.1. Отклонения от условной плоскости d hi в каждой из размеченных точек по продольным или поперечным сечениям элемента вычисляют по формуле
![]() ,
(1)
,
(1)
где h1 = hn - расстояния от поверхности элемента до линии отсчета в первой и последней точках рассматриваемого сечения, равные высоте опор;
hi - измеренное расстояние от поверхности элемента до линии отсчета в i-й точке рассматриваемого сечения;
li - расстояние от первой точки рассматриваемого сечения до i-й точки;
ln - расстояние от первой точки рассматриваемого сечения до последней ( n-й);
d h1 и d hn - отклонения от условной плоскости в первой и последней точках рассматриваемого сечения.
1.2. За отклонения d h1 и d hn для сечений, расположенных по периметру разметки, по формуле ( 1) принимают соответствующие отклонения d h I, d h II, d h III, d h IV в угловых точках разметки I, II, III, IV.
При проведении условной плоскости через диагональ I - III параллельно диагонали II - IV принимают
d h I = d h III = 0 (2)
и d h II, d h IV вычисляют по формуле
![]() ,
(3)
,
(3)
где h0( I - III), h0( II - IV) - измеренные расстояния от точки пересечения проекций диагоналей на поверхность элемента до линий отсчета в диагональных сечениях I - III, II - IV.
1.3. За отклонения d h1 и d hn для всех промежуточных (поперечных и продольных) сечений разметки в формуле ( 1) принимают соответствующие значения d hi, вычисленные по формуле ( 1) для сечений, расположенных по периметру разметки.
Пример. Стандартом установлено, что для панели перекрытия отклонение от плоскостности лицевой поверхности не должно превышать 10 мм, т.е. D x = 10 мм.
Решение. Для выполнения измерений определяем (по ГОСТ 26433.0) предельную погрешность измерений
d xmet = 0,2 D x = 0,2 · 10 = 2,0 мм.
В соответствии с приложением 2 принимаем метод измерения струной со снятием отсчетов по линейке с миллиметровыми делениями.
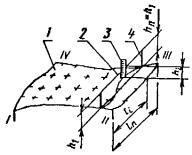
Размечаем проверяемую поверхность, приняв шаг между точками, равным 1000 мм. Натягивая вручную рулетку, наносим на поверхности мелом риски через 1000 мм по периметру, в центре пересечения диагоналей, в продольных и поперечных сечениях; нумеруем в соответствии с разметкой точки поверхности на схеме (черт. 1).
Устанавливаем струну по поперечным и продольным сечениям и снимаем отсчеты в каждой точке в прямом и обратном направлениях.
Результаты наблюдений записываем в протокол (табл. 5) и вычисляем в каждой точке средние значения из отсчетов, снятых в прямом и обратном направлениях.
Черт. 1.
Таблица 5
|
Обозначение сечения |
Номер точки i |
Расстояния от линии отсчета до поверхности, мм |
Отклонения от условной плоскости, мм, d hi | ||
|
прямо |
обратно |
среднее значение | |||
|
I - III |
1 |
50 |
50 |
50 |
0 |
|
0 (21) |
56 |
56 |
56 |
- | |
|
III |
50 |
50 |
50 |
0 | |
|
II - IV |
II |
50 |
50 |
50 |
3,0 |
|
0 (21) |
52 |
54 |
53 |
- | |
|
IV |
50 |
50 |
50 |
3,0 | |
|
I - II |
1 |
50 |
50 |
50 |
0 |
|
2 |
46 |
46 |
46 |
4,8 | |
|
3 |
50 |
48 |
49 |
2,5 | |
|
4 |
50 |
52 |
51 |
1,2 | |
|
5 (II) |
50 |
50 |
50 |
3,0 | |
|
II - III |
5 |
50 |
50 |
50 |
3,0 |
|
6 |
52 |
52 |
52 |
0,2 | |
|
7 |
55 |
52 |
54 |
-2,5 | |
|
8 |
53 |
53 |
53 |
-2,2 | |
|
9 |
50 |
50 |
50 |
0 | |
|
III - IV |
9 |
50 |
50 |
50 |
0 |
|
10 |
48 |
48 |
48 |
2,8 | |
|
11 |
47 |
45 |
46 |
5,5 | |
|
12 |
47 |
47 |
47 |
5,2 | |
|
13 |
50 |
50 |
50 |
3,0 | |
|
IV - I |
13 |
50 |
50 |
50 |
3,0 |
|
14 |
49 |
49 |
49 |
3,2 | |
|
15 |
53 |
53 |
53 |
-1,5 | |
|
16 |
51 |
50 |
51 |
-0,2 | |
|
1 |
50 |
50 |
50 |
0 | |
|
16 - 6 |
16 |
50 |
50 |
50 |
-0,2 |
|
17 |
46 |
46 |
46 |
3,9 | |
|
18 |
46 |
48 |
47 |
3,0 | |
|
19 |
49 |
49 |
49 |
0,9 | |
|
6 |
50 |
50 |
50 |
+0,2 | |
|
7 - 15 |
7 |
50 |
50 |
50 |
-2,5 |
|
20 |
52 |
52 |
52 |
-4,2 | |
|
21 |
57 |
57 |
57 |
-4,0 | |
|
22 |
55 |
55 |
55 |
-1,7 | |
|
15 |
50 |
50 |
50 |
-1,5 | |
|
14 - 8 |
14 |
50 |
50 |
50 |
3,2 |
|
23 |
48 |
49 |
48 |
3,8 | |
|
24 |
48 |
48 |
48 |
2,5 | |
|
25 |
49 |
49 |
49 |
0,2 | |
|
8 |
50 |
50 |
50 |
-2,2 | |
d hmax = 5,5; d hmin = - 4,2
![]() ;
;
9,7 < 10,0
Вычисляем отклонения от условной плоскости по формулам ( 1), ( 2), ( 3).
По результатам наблюдений в диагональных сечениях определяем отклонения в угловых точках II (5) и IV (13)
![]() = 56 - 53
= 3.
= 56 - 53
= 3.
Отклонения в угловых точках I и II принимаем равными нулю
d h I = d h III = 0.
Вычисляем отклонения от условной плоскости в сечениях, расположенных по периметру, по формуле
![]() .
.
Результаты вычислений записываем в гр. 6 табл. 5.
Сечение I - II, точки 1 ( I), 2, 3, 4, 5 ( II)
d h 1 = d h I = 0 d hn = 3 h1 = 50 h2 =46
h3 = 49 h4 = 51 h5 = 50
d
h2 = 50 - 46 +3 ·
![]() + 0 = 4,8;
+ 0 = 4,8;
![]() ;
;
![]() ;
;
![]() .
.
Аналогично выполняем вычисления в сечениях II - III, III - IV, IV - I.
Вычисляем отклонения от условной плоскости в поперечных сечениях. Например, рассмотрим сечение 16 - 6.
Сечение 16 - 6, точки 16, 17, 18, 19, 6.
d h1 = d h16 = - 0,2; d hn = d h6 = + 0,2; h16 = 50;
h17 = 46; h18 = 47; h19 = 49; h6 = 50;
![]() ;
;
![]() ;
;
![]() .
.
Определяем точки, имеющие наибольшие положительное и отрицательное значения:
![]() мм;
мм;
![]() мм.
мм.
Сравниваем с допуском сумму абсолютных значений наибольших положительного и отрицательного отклонений
![]() ;
;
9,7 < 10.
Вывод. Плоскостность контролируемой поверхности соответствует установленным требованиям.
2. Плоскость отсчета задают горизонтально нивелиром или вертикально теодолитом.
2.1. Условную плоскость проводят через одну из диагоналей параллельно другой диагонали, например, через диагональ I - III параллельно диагонали II - IV, где I, II, III, IV - угловые точки разметки.
2.2. Отклонения от условной плоскости d hi в каждой из размеченных точек вычисляют по формуле
![]() ,
(4)
,
(4)
где hi - приведенный отсчет, вычисляемый по формуле
![]() ,
(5)
,
(5)
где a I, ai - отсчеты по рейке, установленной в угловой I и i-й точках;
l1 i, l2 i - расстояния от i-й точки до прямых, соединяющих угловые точки разметки в направлениях I - II к I - IV;
k1, k2 - коэффициенты, вычисляемые по формулам:
![]() ,
(6)
,
(6)
![]() ;
(7)
;
(7)
![]() ,
(8)
,
(8)
где hII, hIII, hIV - приведенные отсчеты, вычисленные по формулам ( 5) для угловых точек II, III, IV;
l1, l2 - расстояния между угловыми точками разметки I и II к I и IV.
Пример. Определить отклонение от плоскостности поддона металлической формы. Допуск плоскостности установлен в нормативно-технической документации (НТД) и составляет D x = 6 мм.
Решение. Определяем предельную погрешность измерения по ГОСТ 26433.0
![]() мм.
мм.
В соответствии с приложением 2 принимаем метод измерения геометрическим нивелированием с использованием нивелира НЗ и линейки с ценой деления 1,0 мм.
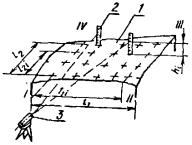
Размечаем на контролируемой поверхности сетку квадратов со сторонами, равными 1 м, и нумеруем точки разметки, подлежащие нивелированию (черт. 2).
Черт. 2
Выполняем нивелировку при двух установках (горизонтах) прибора. Пример записи отсчетов по рейкам приведен в табл. 6, графы 4 и 6.
Таблица 6
|
Номер точки i |
Разметка |
Нивелирование |
Отклонения от условной плоскости, проходящей через диагональ I - III | |||||||||
|
Отсчет по рейке |
| |||||||||||
|
1-я установка |
2-я установка |
| ||||||||||
|
|
|
|
|
|
| |||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |||
|
I (1) |
0 |
0 |
348 |
0 |
373 |
0 |
0 |
0 |
0 | |||
|
II (5) |
4 |
0 |
345 |
3 |
370 |
3 |
0 |
3 |
3,5 | |||
|
III (8) |
4 |
3 |
355 |
-7 |
379 |
-6 |
-1 |
-6 |
0 | |||
|
IV (12) |
0 |
3 |
349 |
-1 |
375 |
-2 |
+1 |
-2 |
3,5 | |||
|
2 |
1 |
0 |
346 |
2 |
372 |
1 |
+1 |
2 |
2,1 | |||
|
3 |
2 |
0 |
345 |
3 |
370 |
3 |
0 |
3 |
3,2 | |||
|
4 |
3 |
0 |
348 |
0 |
372 |
1 |
-1 |
0 |
0,4 | |||
|
6 |
4 |
1 |
345 |
3 |
371 |
2 |
1 |
2 |
4,3 | |||
|
7 |
4 |
2 |
348 |
0 |
372 |
1 |
-1 |
0 |
4,2 | |||
|
9 |
3 |
3 |
353 |
-5 |
378 |
-5 |
0 |
-5 |
0,9 | |||
|
10 |
2 |
3 |
353 |
-5 |
379 |
-6 |
+1 |
-6 |
-0,2 | |||
|
11 |
1 |
3 |
356 |
-8 |
380 |
-7 |
-1 |
-8 |
-2,4 | |||
|
23 |
0 |
2 |
353 |
-5 |
377 |
-4 |
-1 |
-4 |
-0,3 | |||
|
14 |
0 |
1 |
352 |
-4 |
378 |
-5 |
+1 |
-4 |
-2,2 | |||
|
15 |
1 |
1 |
351 |
-3 |
376 |
-3 |
0 |
-3 |
-1,0 | |||
|
16 |
2 |
1 |
349 |
-1 |
374 |
-1 |
0 |
-1 |
1,1 | |||
|
17 |
3 |
1 |
345 |
-3 |
371 |
-2 |
-1 |
-2 |
0,2 | |||
|
18 |
3 |
2 |
352 |
-4 |
378 |
-5 |
1 |
-4 |
0 | |||
|
19 |
2 |
2 |
349 |
-1 |
374 |
-1 |
0 |
-1 |
2,9 | |||
|
20 |
1 |
2 |
352 |
-4 |
377 |
-4 |
0 |
-4 |
-0,3 | |||
|
|
|
|
| |||||||||
|
| ||||||||||||
Оцениваем точность по разностям двойных измерений в соответствии с ГОСТ 26433.0.
Вычисляем приведенные отсчеты по формуле ( 5) настоящего приложения.
Определяем разности di в каждой паре
наблюдений ![]() и сумму этих
разностей
и сумму этих
разностей ![]() (графы 8 и 9
табл. 6).
(графы 8 и 9
табл. 6).
Оцениваем среднюю квадратическую погрешность среднего из двух отсчетов по рейке (гр. 9 табл. 6).
 .
.
Остаточную систематическую
погрешность не учитываем, так как ![]() .
.
Вычисляем действительную предельную погрешность измерения
![]() мм.
мм.
Сравниваем
действительную предельную погрешность измерения ![]() с
с ![]()
0,98 < 1,2.
Действительная предельная погрешность измерения не превышает допустимого значения.
Вычисляем отклонения d hi от условной плоскости по формулам ( 4), ( 6), ( 7), ( 8).
Например, отклонение от условной плоскости для точки 6 (см. табл. 6)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Сравниваем с допуском на плоскостность сумму абсолютных значений положительного и отрицательного отклонений
![]() ;
6,7 > 6.
;
6,7 > 6.
Вывод. Плоскостность поверхности не соответствует установленному в НТД допуску D x = 6 мм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Зональным научно-исследовательским и проектным институтом типового и экспериментального проектирования жилых и общественных зданий (ЛенЗНИИЭП) Госкомархитектуры, Центральным ордена Трудового Красного Знамени научно-исследовательским и проектным институтом типового и экспериментального проектирования жилища (ЦНИИЭП жилища) Госкомархитектуры, Центральным научно-исследовательским институтом типового и экспериментального проектирования школ, дошкольных учреждений, средних и высших учебных заведений (ЦНИИЭП учебных зданий) Госкомархитектуры.
ВНЕСЕН Зональным научно-исследовательским институтом типового и экспериментального проектирования жилых и общественных зданий (ЛенЗНИИЭП) Госкомархитектуры.
ИСПОЛНИТЕЛИ
Л.Н. Ковалис (руководитель темы); Г.Б. Шойхет, канд. техн. наук; А.В. Цареградский; Л.А. Вассердам; Д.М. Лаковский; Г.С. Митник, канд. техн. наук; В.В. Тишенко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 27.02.89 № 32.
3. Взамен ГОСТ 13015-75 в части методов измерений железобетонных и бетонных изделий.
4. В стандарте учтены все положения международных стандартов ИСО 7976/1 и ИСО 7976/2 в части измерений элементов заводского изготовления.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
ГОСТ 10-75 |
2 |
ГОСТ 10529-86 |
3 |
|
ГОСТ 162-80 |
2 |
ГОСТ 11098-75 |
2 |
|
ГОСТ 164-80 |
2 |
ГОСТ 13837-79 |
2 |
|
ГОСТ 166-80 |
2 |
ГОСТ 17435-72 |
2 |
|
ГОСТ 427-75 |
2 |
ГОСТ 21779-82 |
2 |
|
ГОСТ 577-68 |
2 |
ГОСТ 26433.0-85 |
1 ; 5, приложение 3 |
|
ГОСТ 7502-80 |
2 |
ТУ 3.824-78 |
1 |
|
ГОСТ 8026-75 |
2 |
ТУ 2-034-225-87 |
2 |
|
ГОСТ 10528-76 |
2 |
|
|
СОДЕРЖАНИЕ
|
Правила выполнения измерений . 1 Приложение 1 Схемы измерений . 2 Приложение 2 Предельные погрешности измерений . 10 Приложение 3 Определение отклонений от плоскостности по всей поверхности элемента . 13 |