ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ ДЛЯ СТРОИТЕЛЬНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 27772 - 88
Государственный комитет СССР по управлению качеством продукции и стандартам
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОКАТ ДЛЯ СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ Общие технические требования Structural steel structure rolled products. General specifications |
ГОСТ 27772-88
|
C рок действия с 01.01.89
до 01.01.99
Настоящий стандарт распространяется на горячекатаный фасонный (уголки, двутавры, швеллеры), листовой, широкополосный универсальный прокат и гнутые профили из углеродистой и низкол егированной стали, предназ н аченные для строительных стальных конструкций со сварными и другими соединениями .
Допускается применять прокат, изготовленный по настоящему стандарту, для других отраслей промышленности.
1. СОРТАМЕНТ
1.1. Фасонн ый прокат изготавливают из стали С2 35, С 24 5, С255, С275, С285, С345, С345К, С375, листовой, универсальный прокат и г нуты е профили - из стали С235, С245, С255, С27 5, С285, С345, С345 К, С375, С390, С390 К, С440, С 590, С590 К.
Пр имечание . Буква С оз начает - сталь строительная, ц ифры условно обозначают предел т екуч ести проката, бук ва К - вариант хими чес кого состава.
Соответствующие марки по действующим стандартам приведены в приложении 1.
1.2. По форме, размерам и предельным отклонениям прокат долж ен соответствовать требованиям:
ГОСТ 8509-86 - для углового равнополочного,
ГОСТ 8510-86 - для углового неравнополочного,
ГОСТ 8239-72 - для балок двутавровых,
ГОСТ 19425-74 - для балок двутавровых и швелл еро в сп ец иальных,
ГОСТ 26020-83 - для двутавров с параллельными гранями полок,
ГОСТ 8240-72 - для швеллеров,
ГОСТ 19903-74 - для листового проката,
ГОСТ 82 -70 - д ля широкополосного универсального проката ,
ГОСТ 8706-78 - для листов просечно-вытяжных,
ГОСТ 8568-77 - для листов с ромбическим и чечевичны м рифлением.
ГОСТ 7511-73, ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-77, ГОСТ 9234-74, ГОСТ 10551-75, ГОСТ 1 3229 -78, ГОСТ 14635-79, ГОСТ 19771-74, ГОСТ 19772-74, ГОСТ 25577-83 - для профилей гнутых.
1.3. Условные обозначения проката должны соответствовать пр иведенным в приложении 2.
2. ТЕХНИЧЕСКИЕ ТР Е Б ОВАНИЯ
2.1. Прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Химич еский состав стал и поплавочному анализу ковшовой про бы д олж ен соответство вать нормам, приведенным в табл. 1.
Таблица 1
|
Наименование стали |
Массовая доля элемента , % |
|||||||||
|
углерода , не более |
марганца |
кремния |
серы , не более |
фосфора |
хрома |
никеля |
меди |
ванадия |
других элементов |
|
|
С235 |
0 ,22 |
Не более 0 ,60 |
Не более 0 ,05 |
0,050 |
Не более 0 ,040 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
- |
- |
|
С245 , С275 , С345Т * , С375Т * |
0 ,22 |
Не более 0 ,65 |
0,05-0,15 |
0,050 |
Не более 0 ,040 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
- |
- |
|
С255 , С285 , |
0 ,22 |
Не более 0 ,65 |
0,15-0,30 |
0,050 |
Не более 0 ,040 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
- |
- |
|
С345Т * , С375Т * |
0 ,22 |
0,8-1,10 |
0,05-0,15 |
0,050 |
Не более 0 ,040 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
- |
- |
|
|
0 ,20 |
0,8-1,10 |
0,15-0,30 |
0,050 |
Не более 0 ,040 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
- |
- |
|
С345 , |
0 ,15 |
1,30-1,70 |
Не более 0 ,80 |
0,040 |
Не более 0 ,035 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
- |
- |
|
С345К |
0,12 |
0,30-0,60 |
0,17-0,37 |
0,040 |
0,070-0,120 |
0,50-0,80 |
0,30-0,60 |
0,30-0,50 |
- |
Алюминий |
|
С390 |
0,18 |
1,20-1,60 |
Не более 0 ,60 |
0,040 |
Не более 0 ,035 |
Не более 0 ,40 |
Не более 0 ,30 |
Не более 0 ,30 |
0,07-0,12 |
Азот |
|
С390К |
0,18 |
1,20-1,60 |
Не более 0 ,17 |
0,040 |
Не более 0 ,035 |
Не более 0 ,30 |
Не более 0 ,30 |
0 ,20-0,40 |
0,08-0,15 |
Азот 0 ,015-0 ,025 |
|
С440 |
0,20 |
1,30-1,70 |
Не более 0 ,60 |
0,040 |
Не более 0 ,035 |
Не более 0 ,40 |
Не более 0 ,30 |
Не более 0 ,30 |
0,08-0,14 |
Азот |
|
С590 |
0,15 |
1,30-1,70 |
0,40-0,70 |
0,035 |
Не более 0 ,035 |
Не более 0 ,30 |
Не более 0 ,30 |
Не более 0 ,30 |
0,07-0,15 |
Молибден 0 ,15-0 ,25 |
|
С590К |
0,14 |
0,90-1,40 |
0,20-0,50 |
0,035 |
Не более 0 ,035 |
0,20-0,50 |
1,40-1,75 |
Не более 0 ,30 |
0,05-0,10 |
Молибден 0 ,15-0 ,25 Азот 0 ,02-0 ,03 Алюминий 0 ,05-0 ,10 |
* Сталь термоупрочненная с прокатного нагрева.
**Ста л ь термоупрочненная со специального нагрева.
(Измененная редакция. Изм. № 1).
Примечания:
1. В стали С245, С2 Т5, С255 и С2 85 допускается увеличение м ассовой доли марганца до 0, 85 %.
2. В стали С345К по согласованию изготовителя с потребителе м допускается массовая доля никеля до 0,30 %.
3. В стали С590К допускается замена части массовой доли никеля кобальтом.
2.3. Вариант химического состава стали С255 и С285 выбирает изготовитель проката в соответствии с требованиями табл. 1.
2.4. Прокат из стали С255 с массовой долей марганца 0,8-1,1 % и кр емн ия 0, 15-0,30 % изготовляют толщи но й бол ее 30 мм, из стали С285 того же химического состава - толщиной не менее 16 мм.
2.5. По требованию потребителя массовая доля меди в стали С345, С375, С390, С440 должна быть 0,15-0,30 %, при этом к обозначению стали, добавляется буква Д, например С345Д.
2. 6. Допускается способом т ермич еского улуч шен ия со сп ец иального нагрева изготовлять листовой прокат стали С390 с хим ическим составом стали С345, а также способом термического упрочнения с прокатного нагрева изготовлять фасонный прокат с толщиной полки до 12 мм включительно стали С345 и С375 с хим ич еск им соста вом стали С245 и С2 55.
К обознач ен ию стали, доба вляют бук ву Т, например: С390 Т С390ДТ, С345Т-2, С345Т-1.
2.7. Массовая доля азота в стали, кроме стали С390, С390 К, С440 и С590К должна быть не более 0,008 %, а при выплавке в электропечах - не более 0,012 %.
Массовая доля мышьяка - не более 0,08 % .
Пр и выплавке стал и из к ерченских ру д массовая доля мышьяка - не бол ее 0,15 %, при этом в стали С345, С375, С390, С440, С590 и С590К массовая доля фосфора должна быть не более 0,030 %.
2.8. Массовая доля остаточного (кислоторастворимого) алюминия в стали С255 и С285 с массовой долей марганца до 0,85 % и кремния 0,15-0,30 %, предназначенной для листового и широкополосного универсального проката должна быть не менее 0 , 20 %.
Для стали С345 допускается добавка алюминия и титана из расчета получения в прокате массовой доли титана 0,01-0,03 %.
2.9. По требованию потребителя в стали С345 , С375 , С390 , С390К и С440 массовая доля фосфора должна быть 0,030 %, серы - не более 0,035 %.
2.10. Допускается обработка стали синтетическими шлаками, вакуумирование, продувка аргоном, мод иф ицирование стали кальцием и редкоземельным и элементам и из расчета введения в металл не более 0,02 % кальция и 0 , 05 % редкоземельных элементов.
2.11. При обработке синтетическими шлаками стали С590К с массовой долей серы в стали не более 0,015 % допускается массовая доля остаточного титана до 0,040 % и массовая доля меди до 0,50 %; при массовой доле серы более 0,015 % допускается массовая доля остаточного титана до 0 , 030 %.
2.12. При изготовление стали С590К методом электрошлакового переплава к обозначению стали добавляется буква Ш-С590КШ. Массовая доля серы в стали С590КШ должна быть не более 0,010 %, фосфора - не более 0,020 %.
2.13. Предельные отклонения по химическому составу в готовом прокате от норм табл.1 должны соответствовать табл.2.
Таблица 2
|
Наименование элемента |
Предельные отклонения по массовой доле элементов , % , в прокате из стали |
||
|
|
С235 |
С245-С285 |
С345-С590К |
|
Углерод |
- |
- |
±0,020 |
|
Марганец |
+0 ,050 |
+0 ,050 |
±0,100 |
|
|
|
-0 ,030 |
|
|
Кремний |
- |
+0 ,030 |
±0 ,050 |
|
|
|
-0 ,020 |
|
|
Хром |
- |
- |
±0 ,050 |
|
Никель |
- |
- |
±0 ,050 |
|
Медь |
- |
- |
±0 ,050 |
|
Сера |
+0,006 |
+0,005 |
+0,005 |
|
Фосфор |
+0,006 |
+0,005 |
+0,005 |
|
Азот |
- |
- |
+0,005 |
|
Ванадий |
- |
- |
+0,020 |
|
|
|
|
-0,010 |
Примечание. В прокате из стал и С345К предельное отклонение по массовой дол е фосфора составляет +0,03 %, из стали С59 0 и С59 0К - предельные отклонения по массовой доле молибдена составляют ±0,02 %, из стали С345К в С590К - предельные отклонения по массовой доле алюминия составляют .+ 0,02%.
- 0,01%.
2.13.1. Допускается химический а нализ стали на содержание хрома, никеля (кроме стали С345К и С590К), меди (кроме стали С345К, С345Д, С375Д, С390Д, С39 0К и С440Д), мышьяка и азота (кроме стали С390, С390К, С440 и С590), алюминия (кроме стали С345К и С590К), а в стали С235 также кремния и в стали С590К титана изготовителю не проводить. Требуемый химический состав гарантируются потребителем. В стали, выплавляемой из керченских руд, определение мышьяка обязательно.
2.13.2. Допускается химический анализ готового проката изготовителю не проводить. Установленные нормы гарантируются изготовителем.
2.14. Прокат изготовля ют в горячекатаном состоянии. Для об еспечен ия требуемых свойств до пуска ется прим ен ени е т ермической обработки.
Листы из стали С390, С390К и С440 изготовляют в нормализованном или улучшенном состоянии, листы из стали С590 и С590К - в улучшенном состоянии.
2.1 5. С остоя ние пов ерхн ости и кромок для л исто вого и широкополосного уни версального прока та долж но соответствовать требованиям ГОСТ 14637-79 и ГОСТ 16523-70, фасонного проката - ГОСТ 535-88, подгруппы 1. Зач истка поверх ности проката допуска ется на глубину, не выводящую за пределы м инусовых отклон ений.
(Измененная редакция. Изм. № 1).
2.16. Плоскостность листового проката должна соответствовать треб ованиям ГОСТ 19903-74. Вид плоскостности оговаривается в заказе. Для листового проката из стали С590, С590К толщиной до 20 мм включ. отклонения от плоскостности должны быть не более 15 мм на 1 м длины, толщиной свыше 20 мм - не более 12 мм на 1 м длины.
Таблица 3
|
Наименование стали |
Толщина , |
Механические характеристики |
Изгиб до Параллель- ности сторон (а - толщина образца , d - диаметр оправки) |
Ударная вязкость KCU , Дж/см2 (кгс ·м/см2) |
|||||
|
Предел текучести |
Временное
сопротивление |
Относительное
удлинение |
при температуре , °С |
после |
|||||
|
-20 |
-40 |
-70 |
механического старения |
||||||
|
не менее |
не менее |
||||||||
|
С235 |
От 4 до 20 включ. |
235(24) |
360(37) |
26 |
d= a |
- |
- |
- |
- |
|
|
Св. 20 до 40 включ. |
225(23) |
360(37) |
25 |
d=2 a |
- |
- |
- |
- |
|
|
От 4 до 20 включ. |
245(25) |
370(38) |
25 |
d= a |
- |
- |
- |
29(3) * |
|
С245 |
Св. 20 до 25 включ. |
235(24) |
370(38) |
24 |
d=2 a |
- |
- |
- |
29(3) |
|
|
Св. 25 до 30 включ. |
235(24) |
370(38) |
24 |
d=2 a |
- |
- |
- |
- |
|
|
От 4 до 10 включ. |
255(26) |
380(39) |
25 |
d= a |
29(3) * |
- |
- |
29(3) * |
|
С255 |
Св. 10 до 20 включ. |
245(25) |
370(38) |
25 |
d= a |
29(3) |
- |
- |
29(3) |
|
|
Св. 20 до 40 включ. |
235(24) |
370(38) |
24 |
d=2 a |
29(3) |
- |
- |
29(3) |
|
С275 |
От 4 до 10 включ. |
275(28) |
390(40) |
24 |
d= a |
- |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
275(28) |
380(39) |
23 |
d= a |
- |
- |
- |
29(3) |
|
С285 |
От 4 до 10 включ. |
285(29) |
400(41) |
24 |
d= a |
29(3) * |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
275(28) |
390(40) |
23 |
d= a |
29(3) * |
- |
- |
29(3) |
|
|
От 4 до 10 включ. |
345(35) |
490(50) |
21 |
d =2a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
C345 |
Св. 10 до 20 включ. |
325(33) |
470(48) |
21 |
d=2 a |
- |
34(3,5) |
29(3,0) |
29(3) |
|
|
Св. 20 до 40 включ. |
305(31) |
460(47) |
21 |
d=2 a |
- |
34(3,5) |
- |
29(3) |
|
C345К |
От 4 до 10 включ. |
345(35) |
470(48) |
20 |
d=2 a |
- |
39(4,0) |
- |
- |
|
|
От 4 до 10 включ. |
375(38) |
510(52) |
20 |
d=2 a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
С375 |
Св. 10 до 20 включ. |
355(36) |
490(50) |
20 |
d=2 a |
- |
34(3,5) |
29(3,0) |
29(3) |
|
|
Св. 20 до 40 включ. |
335(34) |
480(49) |
20 |
d=2 a |
- |
34(3,5) |
- |
29(3) |
* Для профиля толщиной 5 мм норма ударной вязкости 49 Дж/см2 (5 кгс ·м/см2).
Таблица 4
|
Наименование стали |
Толщина , полки , мм |
Механические характеристики |
Изгиб до параллельно- сти сторон (а - толщина образца , d - диаметр оправки) |
Ударная вязкость KCU , Дж/см2 (кгс ·м/см2) |
|||||
|
Предел текучести |
Временное
сопротивление |
Относительное
удлинение |
при температуре , °С |
после |
|||||
|
-20 |
-40 |
-70 |
механического старения |
||||||
|
не менее |
не менее |
||||||||
|
С235 |
От 2 до 3,9 |
235(24) |
360(37) |
20 |
d= a |
- |
- |
- |
- |
|
|
Св. 4 до 40 включ. |
223(24) |
360(37) |
26 |
d=1,5 a |
- |
- |
- |
- |
|
|
Св. 20 до 40 включ. |
225(23) |
360(37) |
26 |
d=2,0 a |
- |
- |
- |
- |
|
|
Св. 40 до 100 включ. |
215(22) |
360(37) |
24 |
d =2,0a |
- |
- |
- |
- |
|
|
Св . 100 |
195(20) |
360(37) |
24 |
d=2,5 a |
- |
- |
- |
- |
|
|
От 2 до 3,9 включ. |
245(25) |
370(38) |
20 |
d= a |
- |
- |
- |
- |
|
С245 |
От 4 до 10 включ. |
245(25) |
370(38) |
25 |
d=1,5 a |
- |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
245(25) |
370(38) |
25 |
d=1,5 a |
- |
- |
- |
29(3) |
|
|
От 2 до 3,9 |
255(26) |
380(39) |
20 |
d=1,5 a |
- |
- |
- |
- |
|
С255 |
От 4 до 10 включ. |
245(25) |
380(39) |
25 |
d=1,5 a |
29(3) * |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
245(25) |
370(38) |
25 |
d=1,5 a |
29(3) |
- |
- |
29(3) |
|
|
Св. 20 до 40 включ. |
235(24) |
370(38) |
25 |
d=2 ,0 a |
29(3) |
- |
- |
29(3) |
|
|
От 2 до 3,9 включ. |
275(28) |
380(39) |
18 |
d=1,5 a |
- |
- |
- |
- |
|
С275 |
От 4 до 10 включ. |
275(28) |
380(39) |
24 |
d=1,5 a |
- |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
265(27) |
370(38) |
23 |
d=1,5 a |
- |
- |
- |
29(3) |
|
|
От 2 до 3,9 |
285(29) |
390(40) |
17 |
d=1,5 a |
- |
- |
- |
- |
|
С285 |
От 4 до 10 включ. |
275(28) |
390(40) |
24 |
d=1,5 a |
29(3) |
- |
- |
29(3) * |
|
|
Св. 10 до 20 включ. |
265(27) |
300(39) |
23 |
d=1,5 a |
29(3) |
- |
- |
29(3) |
|
|
От 2 до 3,9 |
345(35) |
490(50) |
15 |
d=2 a |
- |
- |
- |
- |
|
|
От 4 до 10 включ. |
345(35) |
490(50) |
21 |
d=2 a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
|
Св. 10 до 20 включ. |
325(33) |
470(48) |
21 |
d =2a |
- |
34(3,5) |
29(3) |
29(3) |
|
C345 |
Св. 20 до 40 включ. |
305(31) |
460(47) |
21 |
d=2 a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 40 до 60 включ. |
285(29) |
450(46) |
21 |
d=2 a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 60 до 80 включ. |
275(28) |
440(45) |
21 |
d=2 a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 80 до 160 включ. |
265(27) |
430(44) |
21 |
d=2 a |
- |
34(3,5) |
29(3) |
29(3) |
|
C345К |
От 4 до 50 включ. |
345(35) |
470(48) |
20 |
d=2 a |
- |
39(4,0) |
- |
- |
|
|
От 2 до 3,9 |
375(38) |
510(52) |
14 |
d=2 a |
- |
- |
- |
- |
|
С375 |
От 4 до 10 включ. |
375(38) |
510(52) |
20 |
d=2 a |
- |
39(4,0) |
34(3,5) |
29(3) |
|
|
Св. 10 до 20 включ. |
355(36) |
490(50) |
20 |
d=2 a |
- |
34(3,5) |
29(3) |
29(3) |
|
|
Св. 20 до 40 включ. |
335(34) |
480(49) |
20 |
d=2 a |
- |
34(3,5) |
29(3) |
29(3) |
|
С390 |
От 4 до 50 включ. |
390(40) |
540(55) |
20 |
d =2a |
- |
- |
29(3) ** |
- |
|
С 390K |
От 4 до 30 включ. |
390(40) |
540(55) |
19 |
d =2a |
- |
- |
29(3) ** |
- |
|
C440 |
От 4 до 30 включ. |
440(45) |
590(60) |
20 |
d=2 a |
- |
- |
29(3) ** |
- |
|
|
Св. 30 до 50 включ. |
410(42) |
470(58) |
20 |
d =2a |
- |
- |
29(3) |
- |
|
C590 |
От 10 до 36 включ. |
590(60) |
685(70) |
14 |
d =3a |
- |
34(3 , 5) |
- |
- |
|
C590K |
От 10 до 40 включ. |
590(60) |
685(70) |
14 |
d=3 a |
- |
- |
29(3) |
- |
* Д ля листов и полосы толщиной 5 мм норма ударной вязкост и 39 Дж/см2 (4,0 кгс ·м/см2)
** Для листов и полос ы толщиной 5 мм норма ударной вязкости 34 Дж/см2 (3,5 кгс ·м/см2).
При мечания:
1. Дл я стали С590 К допускается сн ижение пре дела т еку чести и вр еменного сопр от ивления на 49 Н /м м2 (5,0 кгс ·м/см2), относительного удлинения - на 2% абс.
2. Дл я стали С590 КШ ударная вязкость при темпер ату ре минус 70°С должна быть не менее 49 Дж/см2 (5,0 кгс ·м/см2).
3. Для стали С5 90 и С590К проба на изгиб должна выде ржать изг иб на 120 ° без надры вов и трещин и догиб до 180 ° без разделения на две отдельные части.
2.17. Расслоен ие проката не допускается.
По сплошности при проведении ультразвукового контроля прокат должен соответствовать классам 0, 1, 2, 3 ГОСТ 22727-88.
Необходимость проведения УЗК и класс сплошности указывают в заказе.
2.18. Свариваемость стали, гарантируется изготовителем.
По тр ебованию потребит еля углеродный эквивалент (Сэ) должен быть для стали С390 и С390К не б олее 0,49%, стал и С440 - не более 0,51%.
2.19. М еханич еские с войства при растяжении, ударная вязкость, а также услов ия испытаний на изгиб должны соответствовать для фасонного проката требованиям табл.3, листового и широкополосного ун иверсального - табл.4.
2.20 . Знач ен ие п осм енного со прот ив лен ия про ката из стали С390, С390К, С440, С590 и С590К не должны превышать нормативные более чем на 180 Н/мм2 (18,5 кгс/мм2).
2.21. Для листового проката из стали С235 , С245, С255, С275 и С285 толщиной 4-8 мм норма относительного удлинения в табл. 4 уменьшается на 2% абс.
2 . 22. Но рм ы ударной вязкости приведены д ля проката толщиной 5 мм и бол ее.
Для фасонного проката нормы ударной вязкости при температуре минус 70°С относятся к профилям с толщиной полки до 1 1 мм включительно; по согласован ию изготовит еля с потребителем эти нормы мог ут быть распространены на прокат толщино й до 20 мм.
2.23. Допускается снижение величины ударной вязкости на одном образце на 30%. При этом среднее значение результатов испытаний должно быть не ниже норм табл. 3 и 4.
2.24. Прокат из стали С345 и С375 изготовляют категорий 1, 2, 3 и 4 в зав ис имост и от требований по ис пытаниям на ударный изгиб. Нормируемые показатели ударной вязкости для проката из стал и С345 и С375 различн ых кат егорий, ого воренных в заказе, при веден в табл.5.
Таблица 5
|
Нормируемая характеристика |
Категория |
|||
|
1 |
2 |
3 |
4 |
|
|
Ударная вязкость при : |
|
|
|
|
|
-40 °С |
+ |
- |
+ |
- |
|
-70 °С |
- |
+ |
- |
+ |
|
Ударная вязкость после механического старения |
- |
- |
+ |
+ |
2.25. Для листового проката из стали C 3 90 , С390К, С440, С590 и С590К до полнительно определяют уда рную вязкость пр и т емп ературе минус 40°С на образцах типа 11 по ГОСТ 9454-78. Ударная вязкость долж на быть не м ене е 20 Дж/см2 (2,0 кгс ·м/см2). Норма не является браковочно й до 01.01.91. О пр ед ел ени е обязательно.
2.26. Для листов из стали С590К (С590К Ш) излом сп ециальных надрезанных образцов должен иметь волокнистое строение на площади не менее 80%.
2.27. Остальные требования к листовому п рокату - по ГОСТ 14637-7 9, ГОСТ 16523-70, ф асонному - по ГОСТ 535-88 , профилям стальным гнутым - по ГОСТ 11474-7 6.
(Измененная редакция. Изм. № 1).
2.28. Марк ировка, упаковка - по ГОСТ 7566-81 с дополнениями: для фасонного проката - по ГОСТ 535-88; для листо вого и широкополо сного универсального - по ГОСТ 14637-79; для гнутых профилей - по ГОСТ 11474-76.
(Измененная редакция. Изм. № 1).
2.28.1.Марк иро вку фасонного проката из стал и С235, С245, С255, С275, С285, С345 и С375 проводят несмы ваемой краской, при этом используют цвета, приведенные в табл.6.
Таблица 6
|
Наименование стали |
Цвета маркировки |
|
С235 |
Желтый и коричн евый |
|
С 245 |
Жел тый и зелены й |
|
С 255 |
Желтый и синий |
|
С2 75 |
Желтый и белый |
|
С2 85 |
Белый и коричневый |
|
С345 |
Синий и коричневый |
|
С375 |
С ини й и б елый |
3. ПРИЕМКА
3.1. Прокат принимают партиями. Партия должна состоять из проката одного размера, одной плавк и-ковша, а для термообработанного проката - и одного р еж има т ерм ич еской обработки.
3.2 . Па рт ия должна сопро вож даться документом о качестве по ГОСТ 756 6 -81, ГОСТ 14637-79, ГОСТ 16523-70 для листового проката, ГОСТ 535-88 - для фасонного проката, ГОСТ 11474-76 - для профилей стальных гнутых с дополнениями:
условное обозначение проката;
способ обработки стали в ковше (при наличии обработки);
знач ен ия пр иемочн ых чис ел для двух и ш ести ис пытаний, определенных в соответствии с п. 3.1 приложен ия 3;
значения ударной вязкости для образцов с концентратором вида V при темп ературе ми нус 40 °С;
класс сплошности листового проката при ультразвуковом контрол е.
(Измененная редакция. Изм. № 1).
3.3. Для проверки механических свойств проката от партии случайно отб ирают две шта нг и, две ун иверсальных полосы, два листа, два рулона. Случайность обеспеч ива ется м етодом систематического отбора по ГОСТ 18321-73.
3.4. Об ъ ем выборки для проверки качества поверхности и раз меров - по ГОСТ 14637-79, ГОСТ 16523-70, ГОСТ 535-88, для ультраз вукового контрол я сплошности листового проката - по ГОСТ 14637-79.
(Измененная редакция. Изм. № 1).
3.5. Испытан ие на изгиб фасо нного проката толщ иной д о 20 мм и изготовитель проводит на к аждой двадцатой п арт ии.
3.6. При получении неудовлетворительных результатов испытаний на изгиб, ударную вязкость, при контроле качества поверхности и размеров повторные испытания проводят на выборке, отобранной по ГОСТ 7566-81.
При получ ен ии неудовлетворительных результ атов испытаний по п ред елу текучести , временному сопротивлению и относительному удлинению повторные испытания проводят на выборке, отобранной в соответствии с приложением 3.
Результаты испытан ий распростра няют на всю парт ию.
При получении н еудовлетворительных результатов испытаний при УЗК изготовитель про водит испытания на к аждом л исте партии.
4. М ЕТОДЫ КОНТРОЛЯ
4.1. Отбор проб для опр ед ел ения хим ич еск ою состава стали, проводят по ГОСТ 7565-81.
4.2 . Химический анализ стали, проводят по ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12351-81, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 12 3 57 -84, ГОСТ 12358-82, ГОСТ 12359- 81, ГОСТ 12361-81, Г ОСТ 12364 -81, ГОСТ 17745-72, ГОСТ 188 05 -81, ГОСТ 20560-81, ГОСТ 22536.0-87, ГОСТ 22536.1-88, ГОСТ 22536.2-87, ГОСТ 22536.3-88, ГОСТ 22536.4-77, ГОСТ 22536.5-87, ГОСТ 22536.6-88, ГОСТ 22536.7-77, ГОСТ 22 53 6.8 -87 , ГОСТ 2253 0.9 -88, ГОСТ 2253 6.1 0 -88 , ГОСТ 22536.11-87, ГОСТ 2253 6.12 -88, ГОСТ 27809-88 или другими методами, обеспечивающими необходимую точность анализа.
При разногласиях между изготовителем и потребителем оценку проводят стандартными методами.
(Измененная редакция. Изм. № 1).
4.3. Углеродный эквивалент (Сэ) , % , определяют
![]() (1)
(1)
гд е С, М n , Si , Cr , Ni , Си, V, Р - массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора, %.
4.4. Расслоение проката контролируют при порезке у изготовителя и потребителя осмотром кромок.
4.5. Ультразвуковой контроль сплошности листового проката проводят в соответствии с ГОСТ 22727-88.
(Измененная редакция. Изм. № 1).
4.6. Отбор проб и изготовлен ие образцов для механических и технолог ическ их испытаний проводят по ГОСТ 7564-73. Из фасонного проката и универсальной полосы образцы вырезают вдоль, из листового - поперек направлен ия прокатки.
4.7. От каж до й отобра нной для контроля штанги, листа, унив ерсальн ой полосы, рулона отб ирают пробы и изготовляют для испытания на растяжение, изг иб и определение кол ичества волокна в изломе по одно му образцу, для определен ия удар ной вязкости - по два образца для каждой т емп ературы.
Контроль гнутых профилей проводят по заг отовк е.
4.8. Испытание на растяжение проводят на образцах пятикратной длины по ГОСТ 1497-84. Для проката толщиной менее 3 мм ширина образца 15 мм. Предел текучест и определяют по диаграмме растяже ния.
4.9. Контроль предела текучести, временного сопротивления и от носит ельного удлинен ия проводят по методике, приведенной в пр иложен ии 3 .
При возникновении разногласий испытывают шесть образцо в, отобранных случайно по ГОСТ 1832 1 -73.
4.10. Испытание на изгиб проводят по ГОСТ 14019-80.
4.11. Определение ударной вязкости проводят для проката с номинальной толщ ин ой 5 мм и бол ее по ГОСТ 9454 -78 на образцах с концентратором вида U .
Ударную вязкость проката с номинальной толщиной до 10 мм включ ительно определяют на образцах толщиной , равной толщине проката. Для проката толщ иной более 10 мм ударную вязкость определяют на образцах типа 1 по ГОСТ 9454 -78.
Кроме того, ударную вязкость листового проката из стали С390, С390К, С440, С590 и С590К при температуре минус 40°С определяют на образцах типа 11, вырезанных поперек направления прокатки.
4.12. Ударную вязкость после механ ического старения опред еляют по ГОСТ 72 68 -82 на обра зцах с к онц ентратором вида U . Толщ ина образцо в д олжна соответствовать пр инято й в п. 4.11.
4.13. В листо вом прокате из стали С590К (С590К Ш) определяют по ГОСТ 5521-86 колич ест во волок на в излом е при плюс 20°С на образцах с толщиной, равной толщине листа.
5. ТР А НСПОРТИРОВ АНИЕ И ХР АНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 7566-81 с дополнением: для фасонного проката - по ГОСТ 535-88, для л истового и широкополосного универсального - по ГОСТ 14637-79, ГОСТ 16523-70, для гнутых профилей - по ГОСТ 11474-76.
(Измененная редакция. Изм. № 1).
5.1.1. Ж ел езно дорожным транспортом прокат транспортиру ется на платформах и в полувагонах . Вид отправки - повагонный.
ПРИЛОЖЕНИЕ 1
Справочное
Марки по действующей нормативно-технической документации
|
Наименование стали |
Марки по де йствующ им ста ндартам |
|
|
Мар ка стал и |
Обозначение стандарта |
|
|
С235 |
Ст3кп2 |
ГОСТ 380-88 , ГОСТ 535 -88 |
|
С245 |
Ст3пс5 |
ГОСТ 380-88 , ГОСТ 535 -88 |
|
|
Ст3сп5 |
ГОСТ 380-88 , ГОСТ 535 -88 |
|
С255 |
Ст3Гпс , Ст3Гсп |
ГОСТ 380-88 |
|
С275 |
Ст3пс |
ГОСТ 380-88 |
|
С285 |
Ст3сп , Ст3Гпс , |
ГОСТ 380-88 |
|
|
Ст3Гсп |
ГОСТ 380-88 |
|
С345 |
12Г2С |
- |
|
|
09Г2С |
ГОСТ 19282-73 |
|
С345Д |
12Г2СД |
- |
|
|
09Г2СД |
- |
|
С345К |
10ХНДП |
ГОСТ 19282-73 |
|
С375 |
12Г2С |
- |
|
С375Д |
12Г2СД |
- |
|
С390 |
14Г2АФ |
ГОСТ 19282-73 |
|
С390Д |
14Г2АФД |
ГОСТ 19282-73 |
|
С390К |
15Г2АФДпс |
ГОСТ 19282-73 |
|
С440 |
16Г2АФ |
ГОСТ 19282-73 |
|
С440Д |
16Г2АФД |
ГОСТ 19282-73 |
|
С590 |
12Г2СМФ |
- |
|
С950 |
12Г2МФАЮ |
- |
(Измененная редакция. Изм. № 1).
ПРИЛОЖЕНИЕ 2
Обязат ель ное
СХЕМЫ И ПРИ М ЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ ПРОКАТ А
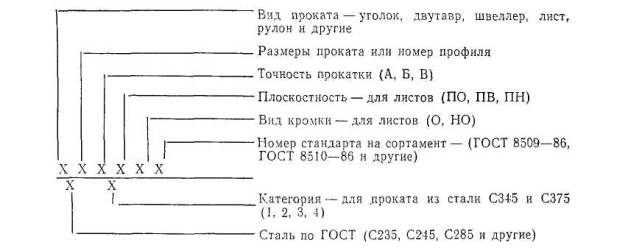
Прокат угловой равнополочный , о бычно й точ ности прокатк и (В), разм ера ми 75 ´ 75 ´ 6 мм по ГОСТ 8509 -86, из стали С245 по ГОСТ 27772-88.
![]()
Б алка двутавровая № 20 по ГОСТ 8239-72, из стал и С27 5 по ГОСТ 27772-88
Швеллер № 18 с уклоном внутренних гран ей полок по ГОСТ 8240-72 из стали G 2 85 по ГОСТ 277772-88.
Прок ат листовой размерами 1 0 ´ 10 00 ´ 2 000 мм, повышенной то чности ( А), высокой плоскостности (ПВ), с обрезной кромкой (О), из стал и C 390 по ГОСТ 27772-88.
![]()
Прокат листовой размерами 8 ´ 1000 ´ 2000 мм, нормальной точности (Б) , улучшенной плоскостности (ПУ), с необрезной кромкой (НО), по ГОСТ 19903-74, из стали С345 с повышен ным содержан ием меди (Д), категории 3 по ГОСТ 27772-88.

ПРИЛОЖЕНИЕ 3
Обязат е льное
МЕТОДИКА КОНТРОЛЯ И ОЦЕНКИ МЕХАНИЧЕСКИХ СВО Й СТВ ПРОКАТА
Нас тоя щая методика предназначена для оценивания соответствия механических свойств партии проката требованиям стандарта.
Задан ная вероят ность выпо лнен ия норм предела текучести, временного сопротивлен ия и относ ит ельного удлинения каждой парт ии и всего объема поста вляемого проката достигается статистической оценкой уровня и неоднородности свойств металла при определенном технологическом процессе, а также процедурой контроля , предусмотренными настоящим стандартом и осуществляемыми изготовителем.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Т ермин ы, основные понятия и обозначения в соответствии с ГОСТ 16504 -81 , ГОСТ 15895-77 , ГОСТ 15467-79 и другой нормативно-технической документации.
1.2. Вероятность выполнения норм стандарта по пр еделу текучести, временному сопротивл ению и относительному удлинению в каждой партии проката должна быть не ниже 0,95.
1.3. Оценивани е соответствия механическ их сво йств каждо й парти и требованиям стандарта и дифференцирование партий по прочности сталей С245 и С27 5, а также С255 , С285 , С345 и С375 осущест вляется на основании р езультатов испытаний образцов , отобранных и изготовленных в соответствии с пп. 3.3 , 4.6, 4.7 стандарта, или с п омощью уравнений регрессии, отражающ их связь между пр ед елом текучести, временным сопротивлением и относите льным удлинением с одно й стороны и плавочным х имическим составом, размером профиля и прочим и регистрируемыми технологическ ими факторами с другой.
2. Требования к выборке, статистики распределений
2.1. М еханические свойства проката, изготовленного из одно й стали, на одном стане, одного или группы близких профилеразмеров, одного варианта х им ического состава образуют г енеральную совокупность.
Оценивание параметров , отраж ающ их уровень и неод нород ност ь контрол ируемой характ еристики проката в генеральной совокупности, проводится на основан ии результатов первичных испытаний, образующих выборку.
2.2. Для проката из стали С245 и С275; С255 и С285; С345 и С375 попарно формируется общая выборка.
2.3. Выборка долж на б ыть пр едставит ельно й и включать все результаты первичных испытаний за достаточ но длительный промежуток времени (не менее полугода), в течение кот орого технологический процесс не претерпевал направленных изме нений (смена агрегатов, способов разливк и, изм енение сырья, развеса слитка, температурного режима прокатк и и т. п.). М инимальный объем выборки ( N ) 250 партий-плавок. Для получения представительных выборок возможна группировка профил ей разных размеро в в одну совокупность с проверкой н еодноро дности общ ей выборки.
2.4. При статистической
обработке ре зультатов испытаний, образующих
выборку, опр ед еляют в ыборочно е сред нее ( ![]() ) по формуле
) по формуле
 (2)
(2)
где ![]() - совокупность значений случайной величины X, образующих выборку, и несмещенную оценку среднего квадратического отклонения ( S )
по формуле
- совокупность значений случайной величины X, образующих выборку, и несмещенную оценку среднего квадратического отклонения ( S )
по формуле
 (3)
(3)
а также разность ( h ) между ![]() и нормативным
значением (С), приведенным и табл. 3 и 4 стан дарта.
и нормативным
значением (С), приведенным и табл. 3 и 4 стан дарта.
В еличина h для пр ед ела т екуч ести и в рем енною сопротивления должна быть не менее 1,64 S . Если это условие для каких-либо выборок не в ыполня ется, то изготовление этого вида проката по настоящему стандарту не допускается.
2.5. Распределение характеристики в выборке предполагается соответствующим нормальному закону. Проверка гипотезы о нормальном законе распределения выполняется в соответствии с нормативно-технической документацией. Уровень значимости согласия эмпирического и нормального распредел ени и должен быть не н иж е 0,01.
Оцениван ие анормальности результатов испытаний , вошедших в выборку , проводят по нормативно-технической документации при уровне значимости, равном 0,05.
2.6. Оценку среднего квадратического отклонения предела текучести, вр ем енного сопротивления и относительного удлинен ия в партии определяет предприятие-изготовитель экспериментально. Испыты вается не менее тр ех случайных партий проката, входящ их в да нную генеральную совокупность. От каждой партии испытывается не менее 50 образцов, отобра нных случайно. Случайность об еспечивается соотв етст вием ГОСТ 18321-73.
Для последующего использования принимается в еличина S 0 , получ енная как среднее арифметическо е значение выборочных средних квадратических отклонений в испытанных партиях, вычисленных по формуле ( 3).
Если для пр едела т екучести и вр еменного сопротивления полученное значение S 0 м еньше 10 Н/мм2 (1 кгс/мм2), приним ается S 0 =10 Н/мм2 (1 кгс/мм2).
3. Оценивание соответствия механических свойств партий листового, широкополосного и фасонного проката требованиям стандарта
3.1. Механические свойства парти и проката оц енивают по результатам
испытан ия н а расстояние д вух образцов ( n =2). Ср едни е
арифм етич еские значе ния ( ![]() ) этих результатов для предела текучести, временного
сопротивления и относительного удлинения должна быть не меньше соответствующих
з наче ни й приемочных чисел (
) этих результатов для предела текучести, временного
сопротивления и относительного удлинения должна быть не меньше соответствующих
з наче ни й приемочных чисел ( ![]() ), определяемых по формуле
), определяемых по формуле
![]() (4)
(4)
где
 .
.
Пр и этом зн ачения временного сопрот ивления при испытан ии каждого из образцов партии проката из сталей , указанных в п. 2.20 ст андарт а, должна быть не больше С+1 80 (Н/мм2).
3.2. Ес ли
при испытании на растяжен ие
двух о бразцов требо вание
п. 3.1 настоящего пр иложен ия не выпо лняется хотя
бы для одной из характеристик, то проводится
испытание еще ч етыр ех образцов, отобра нных
от четыр ех разных листов или шта нг. Результат ы испытаний
считаются удовлетворитель ными, есл и для пр едела теку чести, временного сопротивления и относит ель ного удлинения ![]() не меньше
не меньше ![]() при n =6.
при n =6.
При необходимости формиро вания выборки используют р езультаты п ервых двух испытаний.
Пр и этом зна чения вр еменного сопрот ивлен ия пр и испытании каждого из четырех образцов партии проката из сталей, указанных в п. 2.20 стандарта, должн ы быть не больше величины С+1 80 (Н/мм2).
3.3. Для сталей С235 , С215 , С255 , С275 , С285 , С345 , С275 оценивание механических свойств партий проката может проводиться с помощью уравнений регрессии в соответствии с ОСТ 14-34-78.
3.4. Пр и статистическом оценивании соотв етствия механ ическ их свойств парт ии проката требованиям стандарта с помощью уравнений регрессии минимальное кол ич ест во парт ий, подвергаемых прямым испытаниям на растяжение, устанавливается в зависимости от меньшего из значений параметра Z , вычисленных для предела текучести , временного сопротивления и относительного удлинения по формуле
 (5)
(5)
Пр и Z ³ 2, 0 - испыты вается не м енее одной из 10 партий;
при 1 ,6 £ Z <2,0 - испытывается не менее одной из 5 партий;
при Z <1,6 - испытыв ается каждая партия.
3.5. Оцениван ие надежност и прогнозирования механических свойств по уравнениям регрессии с помо щью ко нтрольных карт и контроль стабильност и качества пр ок ата проводят в соответствии с ОСТ 1 4-34-78.
4. Оценивание соответствия механических свойств рулонного проката требованиям стандарта
4.1. Оценивание соответствия уровня м ехан ич еских свойств партии проката , поставляемого в рулонах, требованиям стандарта осуществляется с использованием статистическ их зависимостей и учетом разницы в уровне прочностных и пластических характеристик наружных витков и средней части рулона.
4.2. Стат ист ические зависимости могут быть выражены уравнениями регресс ии, отражающи ми связь предела текучести, временного сопротивления и относительного удлинения в средней части рулона с результатами испытаний наружных витков, плавочным хим ическим составом, толщиной листа, температурным и р ежимами прокатки и смотки в рулон, а также с другими регистрируемыми парам етр ам и, получаемыми пр и ис пользован ии неразрушающих методов контроля.
4.3. Выбор ка, используемая для оценивания уровня и неоднородности механических свойств проката, пост авля емого в рулонах,
сост авляется по р езул ьтатам испытан ий образцов, случайно
отобранных из средней части рулонов пр и их порезке
на л исты. В выборку включают результаты испытания
образцов, отобранны х
не менее чем от 50 партий-плавок. От каждой партии образцы отбирают от равного числа рулонов (не м ене е двух), от каждого рулона
отбир ается равное число
образцов. Для выборки определяют значения ![]() .
.
Остальные требования к выборкам, характеризующим механические свойства проката, поставляемого в рулонах, в соответств ии с пп. 2.1- 2.5 настоящего прилож ения.
В ыборк и для характеристик, являющ ихся аргум ентами в уравнениях р егр ессии, составляют в соответствующих объемах.
4.4. Прогнозирован ие и оц ен ивани е соот ветствия свойств парти и проката, поставляемого в рулонах, требованиям стандарта с помощью уравнен ий парной и множественной регрессии допускается при величине коэффициента парной и, соответственно, множественной корреляции не ниже 0,4 и проводится в соответствии с пп. 3.1 , 3.2 , 3.4 настоящего пр иложения.
4.5. Если требование п.4.4 настоящего приложения н е выполняется в части величины коэфф ициента корреляции, то предпр иятие-изготовитель проводит оценивание соотв етствия свойств проката, поставля емого в рулон ах, в соответствии с требованиям и, излагаемыми в пп. 4.5.1- 4.5.3.
4.5.1. Для предела текучести, временного сопротивлен ия и относительного удлинения определяется экспериментальная величина So , для чего испытывается прокат не м енее тр ех случайных парти й, входящ их в да нную г ен еральную совокупность. От каж дой парт ии отбирают три рулона , от каждого рулона - н е менее 20 образцов равномерно по длине р аската.
Остальные требования по определению вел ич ины So в соответств ии с п.2.6 настоящего приложения.
4.5.2. Для предела текучести, временного сопротивления и относ ительного удл инения,
кром е выборок, со ставляемых
в соответствии с требован иями п.4.3, параллельно форм ируется выборка случайной в ел ич ины - ![]() . В елич ин а
. В елич ин а ![]() - разн ость среднего ар ифм ет ического значен ия результатов испытаний двух образцов,
отобранных от наружных витков двух руло нов партии,
и среднего арифметического значения результатов испытаний такого же числа
образцов, отобранных от средней части этих же рулонов.
- разн ость среднего ар ифм ет ического значен ия результатов испытаний двух образцов,
отобранных от наружных витков двух руло нов партии,
и среднего арифметического значения результатов испытаний такого же числа
образцов, отобранных от средней части этих же рулонов.
Для величины ![]() определяются
выборочное среднее (
определяются
выборочное среднее ( ![]() ) и среднее квадратическое
отклонени е (
) и среднее квадратическое
отклонени е ( ![]() ).
).
4.5.3. Для оц енивания соответствия
партии проката
требованиям стандарта проводят испытание двух образцов, отобранных из
наружных витков двух случайных рулонов парт ии, и
определяют среднее арифм етическое значен ие ( ![]() ) результатов
эт их испытаний.
) результатов
эт их испытаний.
Расчетные значения предела текучести, временного сопротивления и относительного удлине ния определяют по формуле
![]() (6)
(6)
Расч етн ые значения должн ы быть не м еньш е пр иемочного ч исла ![]() , опр еделя е мого по формуле п. 3.1
настоящего приложен ия, при n = 2.
, опр еделя е мого по формуле п. 3.1
настоящего приложен ия, при n = 2.
ИНФОР МА ЦИОННЫЕ Д АННЫЕ
1. РАЗРАБОТАН Минчерметом СССР, Госстроем СССР, Минмонтажспецстроем СССР, АН УССР
ВНЕСЕН Минчерметом СССР
ИСПОЛНИТЕЛИ
Д. К. Нестеров; С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко; Э. И. Фельдман (руководители работы), канд. техн. наук ; Л. Ф. Кузнецов (ответственный исполнитель); Ж. М. Роева, канд. экон. наук; И. Н. Дрюкова, канд. т ехн. наук; Ю. С. Томенко, канд. техн. наук; Л. В. Климова; В. Г. Абабков, канд. техн. наук; В. Д. Хромов, Ю. Н. Семенов (руковод ит ели работы), канд. техн. наук; Л. В. Меандров, д-р техн. наук; Г. Е. Шаронов (отв етственный исполнитель), канд. техн. н аук; В. П. Поддубный; В. М. Горпинченко, д-р техн. наук; М. Р. Урицкий (руководитель работы ) ; П. Д. Од есский (ответственный исполнитель ), д-р техн. наук; Л. И. Гладштейн (руководитель работы), канд. техн. наук; В. С. Кустанович (ответственный исполнитель) ; К. В. Лялин, кан д. техн. наук; В. В. Малов (руководитель работы), канд. техн. наук; II. Г. Самойлов (ответственный исполнитель) , канд. техн. наук; И. М. Поляк ова; Л. М. Лобанов, д-р техн. наук; А. Е. Аснис, д-р техн. наук; В. В. Павлов (руковод итель работы), канд. т ехн. наук.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государст венного комит ета СССР по стандартам от 30.06.88 № 2564
3. Вв ед ен впервые
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначен ие НТД , на который дана ссылка |
Ном ер пункта, подпункта, перечисления, пр иложения |
|
ГОСТ 82-70 |
1.2 |
|
ГОСТ 380-71 |
Приложение 1 |
|
ГОСТ 535 -79 |
2.15, 2.27, 3.2, 5.1 |
|
ГОСТ 1497-84 |
4.8 |
|
ГОСТ 5521 -86 |
4.13 |
|
ГОСТ 7268-82 |
4.12 |
|
ГОСТ 7511-7 3 |
1.2 |
|
ГОСТ 7564-73 |
4.1 |
|
ГОСТ 7565 -81 |
4.1 |
|
ГОСТ 7566-81 |
2.28, 3.2, 3.5, 5.1 |
|
ГОСТ 8239-72 |
1.2, приложение 2 |
|
ГОСТ 8240 -72 |
1.2, приложение 2 |
|
ГОСТ 8278-83 |
1.2 |
|
ГОСТ 8281-80 |
1.2 |
|
ГОСТ 8282-83 |
1.2 |
|
ГОСТ 8283-77 |
1.2 |
|
ГОСТ 85 00 -86 |
1.2, приложение 2 |
|
ГОСТ 8510- 86 |
1.2, приложение 2 |
|
ГОСТ 8568-77 |
1.2 |
|
ГОСТ 8706-78 |
1.2 |
|
ГОСТ 9234-74 |
1.2 |
|
ГОСТ 9454-78 |
2.25, 4.11 |
|
ГОСТ 10551-75 |
1.2 |
|
ГОСТ 11474-76 |
2.27, 3.2, 5.1 |
|
ГОСТ 12348-78 |
4.2 |
|
ГОСТ 12350-78 |
4.2 |
|
ГОСТ 12351-81 |
4.2 |
|
ГОСТ 12352 -81 |
4.2 |
|
ГОСТ 12357-84 |
4.2 |
|
ГОСТ 12358-82 |
4.2 |
|
ГОСТ 12359 -81 |
4.2 |
|
ГОСТ 12361-81 |
4.2 |
|
ГОСТ 12364-84 |
4.2 |
|
ГОСТ 13229-78 |
1.2 |
|
ГОСТ 14019-80 |
4 .10 |
|
ГОСТ 14637-79 |
1.2 |
|
ГОСТ 15467-79 |
2.15, 2.27, 3.2, 5.1 |
|
ГОСТ 15895-77 |
Приложение 3 |
|
ГОСТ 16504-81 |
Приложение 3 |
|
ГОСТ 16523-70 |
Приложение 3 |
|
ГОСТ 17745-72 |
2.15, 2.27, 3.2, 5.1 |
|
ГОСТ 19282-73 |
4.2 |
|
ГОСТ 19425-74 |
4.2 |
|
ГОСТ 19771-74 |
Приложение 1 |
|
ГОСТ 19772-74 |
1.2 |
|
ГОСТ 19903-74 |
1.2 |
|
ГОСТ 22536.0-81 |
1.2 |
|
ГОСТ 22536.1-77 |
1.2, 2.16, приложение 2 |
|
ГОСТ 22536.2-87 |
4.2 |
|
ГОСТ 22536.3-77 |
4.2 |
|
ГОСТ 2253 6.5 -87 |
4.2 |
|
ГОСТ 22536.6-77 |
4.2 |
|
ГОСТ 22536.8-87 |
4.2 |
|
ГОСТ 22530.9-77 |
4.2 |
|
ГОСТ 22536.10-77 |
4.2 |
|
ГОСТ 22536.11-87 |
4.2 |
|
ГОСТ 22536.12-77 |
4.2 |
|
ГОСТ 22536.13-77 |
4.2 |
|
ГОСТ 22727-77 |
4.2 |
|
ГОСТ 22727-88 |
4.2 |
|
ГОСТ 25577-83 |
1.2 |
|
ГОСТ 26020-83 |
1.2 |
|
O CT 14-34-78 |
Приложение 3 |
5. Переиздание ( май 1990 г.) с Изменением № 1, утвержденным в июле 1989 г. (ИУС 11-89)
содержание
|
1. СОРТАМЕНТ . 1 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ .. 2 3. ПРИЕМКА .. 9 4. МЕТОДЫ КОНТРОЛЯ .. 9 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ . 10 ПРИЛОЖЕНИЕ 1 . 10 Справочное . 10 Марки по действующей нормативно-технической документации . 10 ПРИЛОЖЕНИЕ 2 . 11 Обязательное . 11 СХЕМЫ И ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ ПРОКАТА .. 11 ПРИЛОЖЕНИЕ 3 . 12 Обязательное . 12 МЕТОДИКА КОНТРОЛЯ И ОЦЕНКИ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА .. 12 1. ОБЩИЕ ПОЛОЖЕНИЯ .. 12 2. Требования к выборке, статистики распределений . 12 3. Оценивание соответствия механических свойств партий листового, широкополосного и фасонного проката требованиям стандарта . 13 4. Оценивание соответствия механических свойств рулонного проката требованиям стандарта . 14 ИНФОРМАЦИОННЫЕ ДАННЫЕ . 15
|