ОСТ 36-62-81 Оборудование грузоподъемное. Общие технические условия

ОТРАСЛЕВОЙ СТАНДАРТ
ОБОРУДОВАНИЕ ГРУЗОПОДЪЕМНОЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ОСТ 36-62-81
Москва - 1982
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ
Министерства мо н тажн ых и
специ альных строительных работ СССР
от 15 октября 1981 г. № 263
ИСПОЛНИТЕЛИ И. А. Зятицкий, А. И. Степанов, Г. С. Прибылова
СОГЛАСОВАН Главное техническое управление Министерства монтажных и специальных строительных работ СССР
Заместитель началь н ика Г. А. Сукальский
Гла в стройм ехани зация Мини стерства монтажн ых и специ альн ых строи тельных работ СССР
Глав н ый и нженер И. С. Сокурен ко
Всесоюзный научно-исследо в ательский инсти тут по монтажным и специ альным строительным работам (ВНИИмон тажспец строй)
Замест и тель ди ректора по научной работе Ю . В. Соколов
ЦК Профсоюза рабочих строительства и промышле н ности строительн ых матери алов
Заведующий отделом охраны труда А. Г. Зверев
ОТРАСЛЕВОЙ СТАНДАРТ
|
ОБОРУДОВАНИЕ ГРУЗОПОДЪЕМНОЕ Общие технические условия |
ОСТ 36-62-81 Взамен ТУ 36-510 -7 5 |
Пр и казом Министерства монтажн ых и специальных строительных работ СССР от 15 октября 1981 г. № 263 срок действия установлен
с 01 июля 1982 г.
до 01 июля 1987 г.
в части пп. 12.7 и 12.9 с 01.01.1983 г.
Настоящий стандарт распространяется на следующие виды грузоподъемного оборудован и я, изготавливаемые предприяти ями Мин мон таж спецстроя СССР:
краны монтажные всех т и пов;
грузоподъемные монтажные машины специального назначе ни я (погрузчи ки, трубоукладчи ки, автоги дроп одъемники , бури льн о-к рановы е машины, прицепы-тяжеловозы и др.);
грузоподъемные монтажные приспособления (монтажные мачты, с т релы, порталы и др.);
грузозахватные монтажные пр и способления (траверсы, захваты, грейферы и др.);
электр и чески е и ручные тали и лебедки для монтажных работ;
на прочие маш и ны и приспособления, в чертежах или техни чески х условиях которых имеются ссылки на настоящий ст андарт .*
* В дальнейшем переч и слен ные в н астоящем стан дарте ви ды грузоподъемн ого оборудования будут в тексте и меноваться «маши ны».
Ста н дарт устан авливает общие требования, предъявляемые к матери алам, металлоконструкциям и изделиям, применяемым при изготовлении грузоподъемного оборудования, а также к обработке деталей, сборке, отделке, монтажу электрооборудовани я, приемке, и спытаниям, комплектации , консервации и транспортированию.
Климатическое исполнение машин - У по ГОСТ 15150-69. Категория и при необходимост и ограничение диапазона рабочи х температур должны указываться в техн ических условиях на конкретные виды машин.
Стандарт разработан с учетом требований Правил устройства и безопасной эксплуатации грузоподъемных кранов Госгортех н адзора СССР, утвержденных 30 декабря 1969 г.
В стандарте учтены требования рекомендаций СЭВ PC 2746 -7 0, PC 3477 -7 2, PC 3937 -7 3, PC 5520 -7 6 и стандартов СТ СЭВ 290-76, СТ СЭВ 725-7 7, СТ СЭВ 1067-78.
Для отражен и я специ фически х требований на конкретные виды маши н в дополнение к настоящему стандарту должны разрабатываться технические условия.
Техн и ческие услови я должны разрабатываться согласно ГОСТ 2.114-7 0, утверждаться согласно ОСТ 36-1-8 1 и иметь вводную часть и разделы:
технические требован и я, содержащие данные об основных параметрах и размерах, требования к изготовлению, комп лектности, маркировке и консервации ;
требования безопасности;
правила приемки и методы и с пытаний;
транспортирование и хранение;
указания по эксплуатации;
гарант и и изготовителя.
Для машин, по с тавляемых на экспорт и в районы Крайнего Севера, должны разрабатываться специальные технически е условия, утверждаемые в установленном порядке. К действующим техническим условиям, в случае поставки машин на экспорт, могут разрабатываться экспортные дополнени я.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Все детали, сборочные единицы и маш и ны в целом должны быть изготовлены в полном соответствии с требованиями стандартов, Правил устройства и безопасной эксплуатации грузоподъемных кранов Госгортехн адзора СССР, настоящего стандарта, технически х услови й, конструкторской и технологической документации на конкретную машину, утвержден ной в установленном порядке.
1.2. Временные отступления непр и нципи альн ого характера от кон структорской документации - замена марок сталей профилей; изменени я конструктивного порядка, не уменьшающие прочности и устойчивости, не влияющие на взаимозаменяемость сборочных единиц и деталей, не ухудшающие товарного вида машин, - допускаются в каждом отдельном случае по пи сьменному разрешению директора или главного инженера предприятия-изготовителя.
1.3. Все отступления от конструкторской документации пр и изготовлении опытны х образцов машин допускаются только по согласованию с проектной организацией - автором проекта.
1.4. Изменения в конструкторскую документацию, предлагаемые с целью улучшения конструкций, повышения эксплуатационных качеств, упрощения технологии изготовления , уменьшения массы, стоимости и т.д., если это влечет за собой прин ципиальное изменение конструкции или характеристик (параметров), могут вноситься только по согласованию с проектной организацией - автором проекта.
1.5. Допустимые величины радиопомех, создаваемых при работе грузоподъемного оборудования, имеющего в своем составе и сточни ки радиопомех, не должны превышать значени й, установленных Нормами 8- 72: Общесоюзные нормы допускаемых индустриальных радиопомех, утвержденными государственной комиссией по радиочастотам СССР 12 июня 1972 г.
2. МАТЕРИАЛЫ
2.1. Все матер и алы, применяемые для изготовления грузоподъемных маши н, должны с оответствовать требованиям стандартов и ли техни ческих условий.
2.2. Соответств и е применяемых материалов стандартам и ли техни чески м условиям должно подтверждаться сертифи катами предприятия-поставщика. При отсутствии сертификатов или при недостаточном количестве необходимых данных в них материал может быть использован для изготовления грузоподъемных машин после проведения дополнительных и спытаний, необходимых для установления соответстви я материала требованиям стандартов или технических условий.
2.3. Качество металлопроката, применяемого для изготовлен и я расчетных элементов сварных несущих металлоконструкци й и деталей, должно быть подтверждено только сертифи катами предприятий-поставщиков металлопроката.
2.4. Чугунное литье.
2.4 .1. Отли вки из чугуна должны с оотв етствовать требовани ям рабочи х чертежей и ГОСТ 1412-7 9, ГОСТ 1215-7 9, ГОСТ 1585-7 9, ГОСТ 7293-7 9.
2.4.2. Пр и пуски на механ ическую обработку и допустимые отклон ения по размерам и массе отлив ок, если они не указаны в чертежах и ли техни чески х условиях, должн ы быть выде ржаны по III классу точ н ости ГОСТ 1855-5 5.
2.4.3. Не указанные в чертежах формо в очные уклоны должны выполняться по ГОСТ 3212-8 0.
2.4.4. Конструкц и я и технология изготовления отли вок должны исключать значи тельные внутренни е напряжени я, которые могут вызвать коробление, трещин ы и други е дефекты при механи ческой обработке литых деталей и ли в процессе эксплуатации механи змов.
2.4.5. Поверхност и отли вок должны быть очищены от формовочной земли, при гара и т.п.
2.4.6. Допускается наличие пригара в труднодоступных для его удале н ия местах, если это не влияет на внешний ви д отли вки . Места обрубки ли тн иков и прибылей, зали вы н а необрабатываемых поверхностях должны быть зачищены заподлицо с поверхностью отливки . Отклонение размеров отливки после зачи ст ки не должн о превыш ать допустимых отклонений, указанных в чертежах.
2.4.7. В отливках не допускаются трещины, неслит ины , пори стость и прочи е дефекты, снижающие прочность отливок и ухудшающие их внешни й вид.
2.4.8. На необрабатываемых поверхностях отливок допускаются отдельные раков и ны, не снижающие прочности отливки, в поперечнике и глубиной до 5 мм каждая, но не более 1/3 толщины тела, дости гающей 50 мм; при толщине тела более 50 мм допускаются отдельные раковины в поперечнике и глубиной до 8 мм каждая на площади до 5 % от площади участка, на котором они расположены. Расстояние от ракови ны до края поверхности отливки , на которой она расположена, должно быть не менее трех поперечников самой ракови ны.
Все раковины подлежат декоративному исправлению.
На обработанных поверхностях допускаются отдельные раков и ны (если суммарная площадь и х не превышает 3 % площад и, н а которой они расположены) размером не более 3 мм каждая и глубин ой до 10 % толщи ны стенки, но не более 3 мм, кроме случаев , оговоренных особо.
Допускаются у жимины , если и х глуби на не превышает 10 % толщины стенки.
2.4.9 . Допускается и справлен ие более крупных дефектов (раковин, н еслити н и т.п.) на обработанных и нео бработанн ых поверхностях заваркой в соответствии с технологи ческой документацией и методи кой контроля на и справление дефектов литья, разработанных для каждой конкретной отливки на предприятии-изготовителе. При этом необходимо принять меры для уменьшения закаливаемости и снятия внутренних напряжени й на грани це участка заварки.
2.4.10. Исправлен и е дефектов ли тья должно производиться с разрешения и под наблюдением ОТК.
2.4.11. Перед заваркой дефектный участок металла должен быть вырублен и разделан под сварку.
2.4 .12. После и справления отливки заваркой место заварки должн о быть зачищено заподлицо с поверхностью отливки.
2.4.13. Исправлен и е дефектов зав аркой в одном и том же месте более одн ого раза не допускается.
2.4.14. Отливка после исправления дефектов должна быть вновь предъявлена ОТ К .
2.5. Стальное литье.
2.5.1 . Отливки и з стали должны соответствовать требовани ям рабочих чертежей и ГОСТ 977-7 5.
2.5.2. Припуски на механиче с кую обработку и допустимые отклонен ия по размерам и массе отлив ок, если они не указаны в чертежах или технических условиях, должны быть выдержаны по III классу точност и ГОСТ 2009-5 5.
2.5. 3. На отли вки из стали распространяются требования пунктов 2.4.3.- 2.4.12 и 2.4.14 настоящего стандарта.
2.5.4 . Для заварки дефектов в стальных отливах следует применять сварочные материалы, обеспечивающие получение наплавленного металла, по химическому составу и механическим свойст вам не отличающегося от материала отли вки.
2.5.5. Для уменьшения закал и ваемости стали на границе шва и снятия внутренних напряжений заварку дефектов в стальных отливках необходимо осуществлять следующим образом:
для деталей с большим объемом заварки, обнаруженным до чистовой механической обработк и , - с предварительным подогревом до температуры 473-5 23 К (200-2 50 °С). После заварки произвести отпуск при температуре 923-9 48 К (650-6 75 °С);
для ответственных детале й, прошедших чистовую механическую обработку, - с предварительным подогревом до температуры 473-5 23 К (200-2 50 °С). После заварки произвести отп уск при температуре 623-6 73 К (350-4 00 °С);
для деталей с малым объемом заварки в неответственных местах и в местах, подвергающихся дальнейшей механической обработке , - с местным предварительным подогревом до температуры 463-5 23 К (200-2 50 °С). После заварки отпуск не производить.
Подогрев может осуществляться паяльной лампой, газовой (кислородно-ацетиленовой и др.) горелкой, резаком или в печи любого типа при условии контроля и последующего поддержан и я температуры во время заварки.
2.5.6. Твердость наплавленного металла не долж н а отличаться от твердости металла отливки более чем на 10 %.
2.5.7. Испра в ление дефектов заваркой в одном и том же месте более двух раз не допускается.
2.6. Цветное литье.
2.6.1. Отливки из цветных металлов должны соответствовать требованиям рабочих чертежей и ГОСТ 61 3-7 9, ГОСТ 493-7 9, ГОСТ 2685-7 5, ГОСТ 21437-7 5.
2.6.2. Допустимые отклонения размеров отливок из цветных металлов, не указанные в чертежах, должны соотве т ствовать величинам, указанным в табл. 1.
Табл и ца 1
|
Измеряемый размер |
Предельные отклонения на размеры поверхностей |
|
|
необрабатываемых |
обрабатываемых |
|
|
До 65 |
±1 , 0 |
±1 ,5 |
|
Свыше 65 до 250 |
±1,5 |
±2,0 |
|
» 250 до 650 |
±2,0 |
±2 , 5 |
|
» 650 до 1000 |
±2,0 |
±3,0 |
2. 6.3 . На отливки из цветных металлов рас пространяются требовани я пунктов 2.4.3- 2.4.6, 2.4.10- 2.4.12 и 2.4.14 настоящего стандарта.
2.6.4. Отл и вки не должны иметь трещи н, раковин, посторонних включений и других дефектов, снижающих прочность или ухудшающих товарный вид изделия.
Перечисленные дефекты допускаются, есл и они могут быть удалены при последующей механической обработке.
2.6.5. Допускается заварка дефектных мест отливок. При этом механические свойства наплавленного металла должны быть не ниже механических свойств металла отливки, а твердость заваренного места на обрабатываемых поверхностях не должна отличаться от твердости металла отливки более чем на 10 %.
2.6.6. На обработанных деталях из оловянных бронз допускается и справление раковин в виде сыпи пайкой оло вом с последующей зачисткой запаянных мест. Площадь, покрытая сыпью, не должна превышать 20 % вс ей площади, на которой она расположена. Допускается исправлени е лужением отдельно расположенных раковин диаметром до 7 мм и глубиной до 1/4 толщины стенки. Общее коли чество раковин, допускаемых к пайке, - не более двух на 1 дм2.
Для детале й из безоловянной бронзы допускается исправление отдельно расположенных на запрессовываемой и торцовых поверхно стях (кроме поверхностей трения) раковин диаметром до 10 мм, глубиной до 1/ 2 толщины стенки заваркой электродами из проволоки Н МЖ Мц 28-2,5-1,5 по ГОСТ 492-73 с фтористо- кальциевым покрытием (электроды марки МЗОК ) с последующей зачисткой заваренных мест.
Для заварки ал ю мини ево-ни келевы х и алюминиевых бронз рекомендуется применять электроды марки ЛК З-АБ.
Общее количество раковин , допускаемых к заварке, - не более двух на 1 дм2.
Расстоян и е до раковин от края поверхности отливки, на которой они расположены, должно быть не менее трех поперечников самой раковины.
2.7. Стальной прокат.
2.7.1. М арки стали и виды проката, применяемые для изготовления грузоподъемных машин, должны обеспечивать и х работоспособность в условиях, при которых температура воздуха может достигать 233 К (минус 40 °С).
2.7.2. Для изготовления расчетных элементов сварных несущих металлоконструкций (башни , стрелы, ходовые рамы, поворотные платформы и др.) должны применяться стали , указанные в табл. 2.
Содержание углерода в сталях не должно превышать 0,22 %.
Таб лиц а 2
|
Марка стали |
Номер ГОСТ или технических условий |
Вид и толщина проката |
Состояние поставки |
Дополнительные требования к металлу |
|
4- IV В Ст Зпс |
Г ОСТ 16523-7 0 |
Листы и рулон ы т олщи ной до 3,9 мм вкл. |
Горячеката н ая или холоднокатаная |
|
|
ВСт Зпс2 ВСт ЗГпс 2 |
ГОСТ 380 -7 1 |
Лист , полоса толщи ной от 4,0 до 4,8 мм вкл. Уголок толщи н ой до 4,5 мм вкл. Круг , квад рат до 12,0 мм вкл. |
Горячекатаная |
|
|
ВСт З п с5 |
ГОСТ 380 -7 1 |
Лист, полоса, уголок т олщиной от 5,0 до 10,0 мм вкл. Швеллер до № 24 вкл., кроме № 22а Двутавр до № 27 вкл. Круг, квадрат свыше 12,0 до 16,0 мм вкл . |
» |
|
|
ВСт Зсп5 |
ГОСТ 380 -7 1 |
Лист , полоса, уголок толщи ной свыше 10,0 до 25,0 мм вкл. Ш веллер № 22а и свыше № 24 Двутавр свыше № 27 Круг , квадрат свыше 16,0 до 25,0 мм вкл. |
» |
|
|
ВСт ЗГпс 5 |
ГОСТ 380 -7 1 |
Лист, полоса, уголок толщиной свыше 10,0 до 30,0 мм вкл. Швеллеры № 22а - № 40 Двутавры № 27а - № 60 Круг, квадрат свыше 12,0 до 30 , 0 м м вкл. |
» |
|
|
16Д |
ГОСТ 6713 -7 5 |
Лист толщ и ной до 4,8 мм вкл. |
Горячекатаная |
|
|
Л и ст толщ иной от 5,0 до 16 ,0 мм вкл. |
Ударная вязкость при температуре 253 К (минус 20 ° С) и после механического старени я не мен ее 29,4 Дж /м2 (3,5 кгс × м/см |
|||
|
Лист толщиной свыше 16,0 до 40,0 мм вкл. |
Нормализованная |
|||
|
ВСтТпс |
ГОСТ 14637 -7 9 |
Лист толщ и ной от 10,0 до 25,0 мм вкл. |
Термоупроч н енн ая |
Ударная вязкость пр и темп ературе 233 К (мин ус 40 °С) и после механического старени я н е менее 29,4 Дж/м2 ( 3 кг с × м/с м 2 ) |
|
16ГС-4 09Г2-4 09Г2С-4 15ХС Н Д-4 10ХС Н Д-4 |
ГОСТ 17066 -8 0 |
Лист и рулоны толщин ой до 3,9 мм вкл. |
Горячекатаная или холодноката н ая |
|
|
16ГС-2 |
ГОСТ 19282-73 |
Лист толщ и ной до 4,8 мм вкл. |
Горячекатаная |
|
|
16ГС-12 |
ГОСТ 19282-73 |
Лист, полоса то лщиной от 5,0 до 32,0 мм вкл. |
» |
|
|
09Г2-2 0 9Г 2Д-2 0 9Г 2С-2 09Г2СД-2 1 5ХСН Д-2 |
ГОСТ 19282-73 |
Л и ст, полоса толщиной до 4,8 мм вкл. |
» |
|
|
ГОСТ 19281 -7 3 |
Уголок то л щин ой до 4,5 мм вкл. Круг, квадрат до 12,0 мм вкл. |
|||
|
09Г2 -12 09Г2Д -12 |
ГОСТ 19282-73 |
Л и ст, полоса толщиной от 5,0 до 32,0 мм вкл. |
До 20 мм - горячекатаная, свыше - термообработа нн ая |
|
|
ГОСТ 19281 -7 3 |
Уголок толщ и ной от 5,0 до 30,0 мм вкл. Швеллеры № 5 - № 40 Двутавры № 10 - № 60 |
|||
|
Круг, квадрат свыше 12,0 до 32 ,0 мм вкл. |
Горячекатаная |
|
||
|
0 9Г2С-12 09Г2СД-12 |
ГОСТ 19282-73 |
Л и ст полоса толщиной от 5,0 до 60,0 мм вкл. |
Горячекатаная или термообработанн ая |
|
|
ГОСТ 19281 -7 3 |
Уголок толщиной от 5,0 до 30,0 мм вкл. Швеллеры № 5 - № 40 Дву та вры № 10 - № 6 0 |
|||
|
Круг, квадрат свыше 12,0 до 6 0,0 мм вкл. |
||||
|
10ХС Н Д-2 |
ГОСТ 19282-73 |
Лист, по л оса толщи ной до 1,8 мм вкл. |
Горячека т аная |
|
|
ГОСТ 19281 -7 3 |
Уголок толщ ин ой до 4,8 мм вкл. |
» |
||
|
10ХС Н Д-12 |
ГОСТ 19282-73 |
Лист, полоса толщ ин ой от 5,0 до 7,0 мм вкл. |
||
|
ГОСТ 19281 -7 3 |
Уголок толщи н ой от 5,0 до 7,0 мм вкл. Швеллеры до № 12 Двутавры д о № 16 |
|||
|
10ХС Н Д-3 |
ГОСТ 6713 -7 5 |
Лист, полоса толщ ин ой от 8,0 до 40,0 мм вкл. |
Термообработа нн ая |
|
|
Уголок толщино й от 8,0 до 25,0 мм вкл. Швеллеры свы ш е № 12 Двутавры свыше № 16 |
Горячекатаная до 10 мм вкл., свыше - термообработа нн ая |
|
||
|
15ХСНД -12 |
ГОСТ 19282-73 |
Лист, полоса толщиной от 5,0 до 32,0 мм вкл. |
Горячекатаная |
|
|
ГОСТ 19281 -7 3 |
Уголок толщиной от 5,0 до 30,0 мм вкл. Швеллеры № 5 - № 40 Двутавры № 10 - № 6 0 Круг, квадрат свыше 12,0 до 32,0 вкл. |
|||
|
18Г2АФп с 2 18 Г 2АФДп с-2 1 5Г2АФДп с-2 14Г2АФ-2 14Г2АФД-2 16Г2АФ-2 1 6 Г2АФД- 2 |
ГОСТ 19282-73 |
Л и ст, полоса толщиной до 4,8 мм вкл. |
Термообра б отанн ая |
|
|
18Г2АФ п с-12 18Г2АФДпс12 15Г2АФДпс- 12 |
Ли ст, полоса толщиной от 5 до 32,0 м вкл. |
|||
|
15Г2АФД п с-12 |
ТУ14-1-2300-77 |
Лист , поло са толщиной от 34,0 до 50,0 м вкл. |
||
|
14Г2АФ- 1 2 14Г2АФД-12 16Г2АФ-12 16Г2АФД - 12 |
ГОСТ 19282-73 |
Л и ст, полоса толщиной от 5,0 до 50,0 мм вкл. |
» |
|
|
ВСт Зпс В Ст Зсп |
ГО СТ 380-7 1 |
Трубы эле кт росварны е с толщин ой стенки до 10,0 мм в кл. |
Категор ии сталей по ГОСТ 16523-7 0 и ГОСТ 380-71 в зави си мости от толщины стенки |
|
|
ВСт Зпс4 ВСт Зс п 4 |
ГОСТ 380 -7 1 ГОСТ 10706-76 |
Трубы электросварные с толщиной стен ки от 5,0 до 20,0 мм вкл. |
|
|
|
20 |
ГОСТ 1050 -7 4 ГОСТ 10705-80 |
Трубы электросварные с толщ ин ой стенки до 10,0 мм вкл. |
||
|
ТУ 14-242-154-77 ТУ 1 4-3-651-77 |
Трубы бесшовные горячедеформирова нные с толщи ной стенк и до 10,0 мм вкл . |
Горячекатаная ил и термообработанна я |
Удар н ая вязкость при темп ературе 253 К (ми нус 20 ° С) и пос ле механи ческого старения не менее 29,4 Дж /м2 (3 к гс м/см2) Содержа н ие углерода н е более 0,22 % Свариваемость в соответствии с п. 4.17 и ГОСТ 1050-7 4 |
|
|
Г ОСТ 1050-7 4 ГОСТ 8731-74 |
Трубы бесшовные горячедеформирова нны е с толщиной стенки до 25,0 мм вкл. |
|||
|
ГОСТ 1050 -7 4 |
Круг, кв ад рат до 60,0 мм вк л. |
Горячеката н ая |
||
|
09Г2 Группа В и Г 09Г2Д Группа В и Г Г |
ГОСТ 19282-73 ГОСТ 8731-74 |
Трубы бесшовные горячедеформирова нны е с толщи ной стенки до 20,0 мм вкл. |
» |
Ударная вязкость пр и темпе рату ре 233 К (мин ус 40 ° С) и после механического старения не менее 29,4 Дж/м2 (3 кгс м/см2) по соглашени ю потребителя с и зготовителем (см. примечание к табл. 2 ГОСТ 8731-74 ) |
|
09Г2С Группа В и Г 0 9Г 2СД Группа В и Г |
ГОСТ 19282-73 ГОСТ 8731-74 |
Трубы бе с шовн ые горячедеформи рованны е с толщи ной стенки до 25,0 мм вкл. |
||
|
10Х СНД Группа В и Г |
ГОСТ 19282-73 ГОСТ 8731-74 |
Трубы бесшовные горячедеформ и рованны е с толщиной стенки до 20,0 мм вкл. |
Термообработа нн ая |
|
|
16Г2А Ф Группа В 16Г2АФД Группа В |
ГОСТ 19282-73 ГОСТ 8731-74 |
Трубы б е сшовные г оря чедеф орми рованны е с толщи ной стенки до 25,0 мм вкл. |
Нормал и зованная |
|
|
10 Г 2 Группа В |
ГОСТ 4543-71 ГОСТ 8731-74 |
Трубы б е сшовные горячедеформированны е с толщиной стен ки до 25,0 мм вкл. |
Горячекатаная |
|
|
10Г2 Группа Г |
ГОСТ 4543-71 ГОСТ 8731-74 |
Трубы бесшов н ые г орячедеформи рованны е с толщиной стенки до 20,0 мм вкл. |
Термообработа нн ая |
|
2.7.3. Для изготовления сварных нер а счетных элементов металлоконструкций (лестниц, перил, переходных и других площадок, настилов, ограждений, кожухов, обшивки кабин и капотов и других вс помогательных слабонапряженных, не более 0,4 расчетного сопротивления, конструкций) должны применяться стали, указанные в табл. 3.
Таблица 3
|
Марка стали |
Номер ГОСТ |
Вид и толщина проката |
Состояние поставки |
Дополнительные требования к металлу |
|
4- IV -ВСт3 |
ГОСТ 16523 -7 0 |
Листы и руло н ы толщиной до 3,9 мм вкл. |
Горячекатаная ил и холоднокатаная |
|
|
ВСт 3кп ВСт Зкп2 |
ГОСТ 380 -7 1 |
Л и ст, полоса, уголок толщи ной до 5,0 мм вкл. Круг, квадрат до 10,0 мм вкл. |
Горячекатаная |
|
|
ВСт Зпс ВС т Зпс2 ВСт ЗГпс2 |
ГОСТ 380 -7 1 |
Л и ст, полоса, уголок толщиной свыше 5,0 до 10,0 мм вкл. Швеллер до № 24 вкл. Двутавр до № 27 вкл. Круг, квадрат до 25,0 мм вкл. |
Горячекатаная |
|
|
ВСт Зпс5 ВСт ЗГпс5 |
||||
|
ВСт ЗГпс3 |
ГОСТ 380 -7 1 |
Лист, полоса, круг, квадрат до 40,0 мм вкл. |
» |
|
|
ВСт Зпс ВСт Зпс2 |
ГОСТ 380 -7 1 |
Трубы водогазо п роводны е |
» |
|
Примечание . Допускается использование для изготовления нерасчетных элементов металлоконструкц ий сталей, указанных в табл. 2.
2.7.4. Для изготовления ответственных расчетных деталей (осей, валов , шестерен, гидроцилиндров, штоков, несущи х болтов и т.п.) должны применять ся стали, указанные в табл. 4.
Таблица 4
|
Марка стали |
Номер ГОСТ |
Вид и толщина проката |
Состояние поставки |
Дополнительные требования к металлу |
|
ВСт Зпс2 Вст ЗГпс2 |
ГОСТ 380 -7 1 |
Круг, квадрат , шест игранни к д о 12,0 мм вкл. |
Гор я чекатаная |
|
|
ВСт Зпс5 |
ГОСТ 380 -7 1 |
Круг, квадр а т, шести гран ни к от 12,0 до 16,0 мм вкл. |
Горячекатаная |
|
|
ВСт Зс п 5 |
ГОСТ 380 -7 1 |
Круг, квадр а т, шести гранн ик от 17, 0 до 25,0 мм в кл. |
» |
|
|
ВСт ЗГпс 5 |
ГОСТ 380 -7 1 |
Круг, квадрат, шестигранн и к от 12 ,0 до 30,0 мм вкл. |
» |
|
|
20, 35, 45 |
ГОСТ 1050 -7 4 |
Круг, квадрат, шест и гранник, трубы горячекатаные |
» |
Категория 2 по ГОСТ 1050 -7 4 |
|
20Х, 40Х, 18ХГТ, 30ХГТ, 12Х Н ЗА* |
ГОСТ 4543-71 |
Круг, к вадрат, шестигранник |
» |
|
* Легированные конструкц и он ные стали по ГОСТ 4543-71 не должны примен яться в горячекатаном состоянии без терми ческой обработки.
2.7.5. Помимо указанных в табл. 4 в и дов проката и марок сталей допускается применение и други х, механические свойства которых не ниже.
2.7.6. На поверхности проката не допускаются трещины, плены , включени я и закаты. Дефекты должны быть удалены п ологой вырубкой или зачисткой. Шири на вырубки или зачистки должна быть не менее пятикратной глубины. Глубина вырубки или зачистки не должна превышать минусового допускаемого отклонени я размера профиля.
Заварка или заделка дефектов не допускается.
На поверхност и проката допускаются: тонкий слой окалины и ржавчины, не препятствующий выявлению поверхностных дефектов, отдельные волосовины, раковины, вмятины, рябизна, риски , не вы водящие размеры профиля за пределы ми нусов ого допускаемого отклонен ия.
Если в процессе про и зводства выявлено, что прокат имеет расслоени е, он бракуется.
2.7.7. Порядок хранения и запуска проката в производства должен и с ключать смешивание сталей разных марок и категори й, возможность поступления в производство сталей, не предусмотренных конструкторской документацией и не соответствующих стандартам и техни ческим условиям.
2.8. Поковки и штамповки.
2.8.1. Для и зготовления поковок и штамповок должны применяться углеродистые, конструкционные и легированные стали, марки которых указаны в табл. 4.
2.8.2. Поковки и штамповки должны соответствовать рабоч и м чертежам и отвечать требованиям ГОСТ 8479-70.
2.8.3. Допуски и припуски на поковки и штамповки должны быть выдержаны по ГОСТ 7829-70, ГОСТ 7062 -7 9, но не ниже группы точности II ; ГОСТ 750 5-7 4, но не ниже группы точн ости III .
2.8.4. В чертежах деталей, изготовляемых и з поковок или штамповок, должна быть указана группа поковок, а для поковок IV и V гру п п и категория прочности.
2.8.5. Изготовленные поковки и штамповки должны бы т ь очи щены от окалины, а облой и заусенцы у них удалены.
Допустимая величина заусенцев, оста в шихся после отрезки облоя, должна соответствовать ГОСТ 7505-7 4 на штампованные поковки нормальной точности.
Поковки и штамповк и не должны иметь забоев, трещин, волосовин, усадочных рыхлостей и тому подобных дефектов.
2.8.6. Поковки и штамповки из углерод и стой и легированной сталей с содержанием углерода более 0,25 % должны подвергаться термообработк е. После термообработки размеры поковок и штамповок должны отвечать требованиям чертежей.
2.9. Прокат из цветных металлов.
2.9.1. Пр и меняемый для изготовления деталей прокат из цветных металлов должен соответствовать требованиям чертежей, стандартов и технических условий.
2.10. Прочие материалы.
2.10. 1. Применяемые для и зготовления грузоподъемных ма шин прочие материалы (резина , пластмассы, лаки, краски и др.) должны соответствовать чертежам, стандартам и техническим условиям.
3. МЕТАЛЛОКОНСТРУКЦИИ
3.1. Изготовление деталей.
3.1.1. Прокат черных металлов должен подаваться на обработку оч и щенным и выправленным.
Обрабатывать прокат без предварительной правки разрешается л и шь в том случае, если отклонение от геометри чески прави льных форм в нем не превышает следующих допусков:
зазор между л и стом и стальной линейной длиной 1 м, для толщины листа до 10 мм - 1,5 мм; для толщи ны с 10 до 20 мм - 2,0 мм; свыше 20 мм - 2,5 мм;
зазор между натянутой струной и обушком угольника, полкой ил и стенкой швеллера и двутавра 0,002 L , но не более 14 мм ( L - длина элемента);
кр и визна труб не должна превышать 1/1000 длины детали и быть не более 4 мм для труб диаметром до 200 мм и н е более 6 мм для труб диаметром свыше 200 мм.
3.1.2. Правка проката должна осуществляться на вальцах, прессах ил и других устройствах, обеспечи вающи х плавн ость приложени я нагрузок, и ли шь в отдельных случаях (при правке мелких деталей) допускается на плите через глади лку.
Для правки труб следует и спользовать прави льно-гибочные прессы, оборудованные при способлениями, предотвращающими потерю устойчи вости стенки . Охват труб приспособлением должен быть не менее 170°.
Поверхность проката после п рав ки не должна иметь вмятин, забои н и други х повреждений. Качество поверхности после правки должно отвечать требовани ям соответствующих государственных стандартов на п рокат.
Холодную правку проката разрешается производ и ть в тех случаях, когда остаточны е деформации растяжени я не будут превышать 1 %.
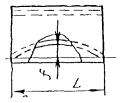
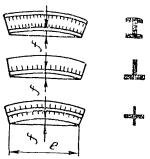
Пр и соответствующи х этому условию методах обработки наибольшие искривления элементов, подлежащи х холодной правке, определяются по формулам, приведенным в табл. 5.
Таблица 5
|
Профиль металла |
Характер деформации |
Эскиз |
Радиус кривизны ρmin |
Стрела прогиба f max |
|
Лист, ун ив ерсальн ая поло са |
Волнистость |
|
50 δ |
L 2 40 0ρ |
|
То же |
Саблевид н ость |
|
- |
L 2 800В |
|
Уголок |
Погнутость от н оси тельно АА |
|
90b |
L 2 720b |
|
ББ |
90b1 |
L 2 720b1 |
||
|
Швеллер |
Пог н утость относи тельно АА |
|
50h |
L 2 400h |
|
ББ |
90b |
L 2 720b |
||
|
Двутавр |
По гн утость отн осительно АА |
|
50h |
L 2 400h |
|
ББ |
50b |
L 2 400b |
||
|
Труба |
Пог н утость |
|
60 d |
L 2 480 d |
|
Круг |
Пог н утость |
|
60 d |
L 2 480 d |





Примечание : ρ - радиус кривизны;
f - стрела прог и ба;
В - ширина листа;
δ - толщина металла;
b , b 1 - ши рин а полки уголка, швеллера или двутавра;
h - высота швеллера или двутавра;
L - дл и на волны;
d - д и аметр трубы, круга.
Пр и искри влениях проката из низкоуглеродистых сталей (содержание С не более 0,22 %) по ГОСТ 380-7 1 и ГОСТ 1050-7 4 и низколеги рованных сталей по ГОСТ 19281-7 3 и ГОСТ 19282-73, превышающих величины, указа нные в табл. 5, прав ка допускаетс я только в горячем состоянии при общем или местном нагреве металла до температуры не ниже 1373 К (110 0 °С) с окончанием правки при температуре не ниже 973 К (700 ° С). Охлаждать металл после правки можно на воздухе при температуре не ниже 273 К (0 °С ).
Температурный режим правки металла, обеспечивающ ий сохранени е его свойств согласно требовани ям соответствующи х государственных стандартов, определяется технологической документацией, разработанной предприятием-и зготовителем машин.
Правку на прессах терм и чески упрочненных труб следует прои зводи ть в холодном состоянии. Горячекатаные и нормали зованные трубы допускается править с помощью газовой горелки путем местного нагрева по технологической документации, разработанной предприятием-изготовителем машин.
3.1.3. Правку проката путем на п лавки вали ков дуговой св аркой производить не следует.
3.1.4. Резка заготовок деталей должна производ и ться на ножницах, пилах трения, зубчатых пилах, а также автоматами и полуавтоматами для кислородной резки другими механизи рованными спо собами термической и механической резки, обеспечивающими необходимое качество поверхности реза.
При невозможности применения механизированных способов кислородной резки как исключение разрешается применять ручную кислородную или воздушно-дуговую и кислородно-дуговую резку.
3.1.5. Кромки заготовок деталей после кислородной ил и дуговой (воздушной и кислородной) резки должны быть очищены от грата, шлака, брызг и наплывов металла и не иметь зарезов, в целом занимающих более 20 % общей длины кромки. Длина одного зареза допускается не более 150 мм, глуби на - не более 2 мм. Непрямолин ейность реза более 1 мм и наплывы должны быть удалены и зачищены.
После дуговой ( воздушной и кислородной) резки кромки деталей перед сваркой должны быть обработаны на глубину 1,5-2 мм от наи большей впадины реза.
3.1 .6. Кромки заготовок деталей, отрезанные ножницами, не должны иметь заусениц и завалов, превышающих 1 мм, а также трещин и расслоений.
3.1 .7. Кромки заготовок деталей из углеродистых и низколегированных сталей, не подлежащих сварке, в расчетных элементах, работающих на растяжение, а также в деталях, расположенных по направлению усилия в растянутой зоне и згибаемых элементов, после кислородной и дуговой резки (воздушной и кислородной) и после резки на ножницах должны быть подвергнуты механической обработке ( строжке, фрезеровке и т.п.).
Необходимость механической обработки кромок деталей должна указываться в чертежах или в технологической до к ум ентации . Меха ническая обработка кромок производится на глуби ну:
2 мм - после резки ножницами стали толщиной до 16 мм включи тельн о;
не менее чем на 3 мм - после резки ножницами стали толщиной свыше 16 мм;
не менее 2 мм - для всех толщин стали после газовой резки.
После машинной кислородной резки при высоте неровностей реза, меньшей или равной 0 , 3 мм, обработку кромок допускается не производить.
3.1.8. Обработка деталей из труб методом давления (гибка, сплющивание, завальцовка концов, высадка и др.) должна исключать коробление, появление трещин и надрывов. Места обработки не должны закаливаться.
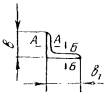
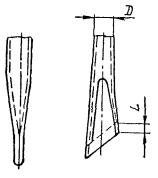
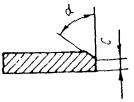
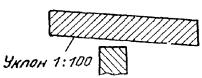
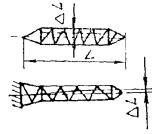
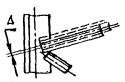
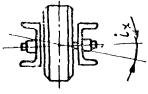
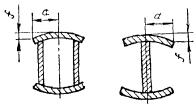
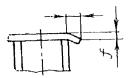
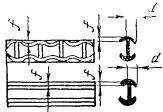
3.1.9. Сплющивание концов труб следует производить в горячем состоянии призматическими матр и цами трапецеидального сечения с уклоном боковых граней около 1: 6 (черт. 1) и радиусом сопряжения рабочих плоскостей не мен ее 5 мм.
Черт. 1
Допускается сплющивание концов труб другой формы, позвол я ющее получить качество не ниже, чем указанным способом.
Как и сключени е, допускается производить холодное сплющивание углерод истых горячекатаных труб, если при этом отсутствуют излом, рас слоение, надрыв, трещины, види мые невооруженным глазом.
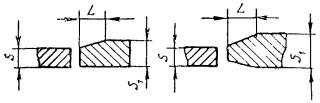
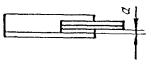
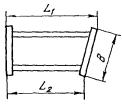
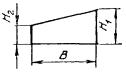
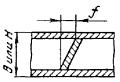
Сплющ и вани е допускается производить как по нормальным, так и по косым сечениям (черт. 2 и 3).
Снятие внутреннего усиления в электросварных трубах не требуется. Продольный сварной шов должен располагаться в пределах средней трети ширины лопатки. Длина лопатки L должна быть не меньше толщины стенки трубы.
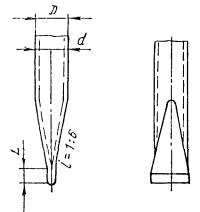
Черт. 2
Черт. 3
3.1.10. Обработка концов деталей из труб должна провод и ться газопламенной резкой (в том числе с разделкой или без разделки кромок) механически ми способами: фрезерованием, резкой, дисковыми пилами или абразивными ди сками в одной или нескольких плоскостях, а также рубкой специальными штампами.
Обработка под с варку должна предусматри вать равномерный зазор, обеспечивающий полное проплавлени е корня шва. При толщи не стенок труб 10 мм и более необходимо производи ть разделку кромок под переменным углом (для получения по всей дли не лини и сопряжения труб угла раскрытия шва 45-5 0°) с притуплением 2 мм.
3.1. 11 . Предельные отклонения размеров низкой точности деталей металлоконструкций, изготовленных из листового, профильного и сортового проката резкой, строжкой, фрезеровкой, должны быть не более указанных в табл. 6.
3.1.12. Кромки под сварку могут быть обработаны л юбым из сп особов, обеспечи вающих получение заданных в рабочих чертежах форм, размеров и шероховатости поверхностей.
3.1.13. Предельные отклонения размеров при обработке кромок под сварку:
Таблица 6
|
Измеряемый размер |
Предельные отклонения размеров |
||
|
валов (охватываемых) |
отверстий (охватывающих) |
остальных (прочих) |
|
|
От 6 до 30 |
-2 ,0 |
+2,0 |
±1,0 |
|
Свыше 30 до 3 1 5 |
-3 ,0 |
+3,0 |
±1,5 |
|
» 315 до 1000 |
-4 ,0 |
+4,0 |
±2,0 |
|
» 1000 до 5000 |
-6 ,0 |
- |
±3,0 |
|
» 5000 до 8000 |
-10,0 |
- |
±5,0 |
|
» 8000 до 1 00 00 |
-16,0 |
- |
±8,0 |
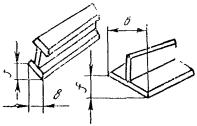
плоскости кромок от прямого угла для стыковых соед и нений без скоса кромок (черт. 4) - ±5°, для тавровых соеди нений (черт. 5) - ± 5°, для нахлесточны х соедин ений (черт. 6 ) - ±6°;
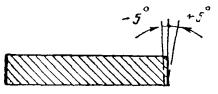
Черт. 4
Черт. 5
угла разделки а, величины притупления с (черт. 7) для ручной дуговой сварки - по ГОСТ 5264-80, для авто м атической и полуавтоматической сварки под флюсом - по ГОСТ 8713-79, для полуавтоматической сварки порошковой проволокой и в углеки слом газе - по ГОСТ 14771-76.
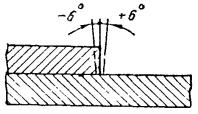
Черт. 6
Черт. 7
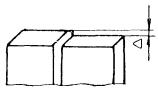
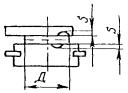
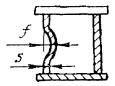
3.1.14. Пр и сварке встык листов разной толщины предельная разность толщины S и S 1 должна составлять:
Для ручной дуговой сварки:
при S £ 4 мм разность толщ и н S 1 - S не более 0,7 S ;
при S = 4-8 мм то же S 1 - S то же 0 , 6 S ;
при S = 9-1 1 мм » S1 - S » 0,4S;
при S = 12-25 мм » S1 - S » 5,0 мм ;
при S > 25 мм » S1 - S » 7,0 мм .
Для автоматической и полуавтоматической сварки под флюсом:
при S = 2 -3 ,9 мм разность толщин S 1 - S не более 1 мм;
при S = 4-3 0 мм то же S 1 - S то же 2 мм;
при S = 3 2-4 0 мм » S1 - S » 4 мм ;
пр и S > 40 мм » S1 - S » 6 мм ;
Для полуавтоматической сварки порошковой проволокой и в углекислом газе:
при S = 2 -3 ,9 мм разность толщин S 1 - S не более 1 мм;
при S = 4-8 мм то же S 1 - S то же 2 мм;
при S = 9 -11 мм » S1 - S » 2,5 мм ;
при S = 12 -25 мм » S1 - S » 3,0 мм ;
при S = 26 -40 мм » S1 - S » 4,0 мм ;
пр и S > 40 мм » S1 - S » 5,0 мм ;
Подготовка кромок листов под с в арку встык должна выполняться в этом случае так же, как и у листов одинаковой толщины.
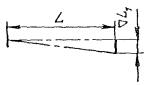
Если разность толщин кромок листов, свариваемых встык, превышает указанную величину S 1 - S при одностороннем превышении кромок или величину 2 ( S 1 - S ) при двустороннем превышении кромок, то на листе, имеющем большую толщину, должен быть сделан скос одной или двух сторон листа длиной L , равной 5 ( S 1 - S ) пр и одностороннем превышен ии кромок или 2,5 ( S 1 - S ) пр и дв усторонн ем превышении толщины тонкого листа (черт. 8).
Черт. 8
Табл и ца 7
|
Профиль металла |
Гибка относительно |
Эскиз |
Радиус кривизны ρ min |
Стрела прогиба f m ах |
|
Л и ст, уни версальная полоса |
АА |
|
25δ |
L 2 200δ |
|
Уголок |
АА ББ |
|
45b |
L 2 360b |
|
Швеллер |
АА |
|
25h |
L 2 200h |
|
ББ |
45b |
L 2 360b |
||
|
Двутавр |
АА |
|
25h |
L 2 200h |
|
ББ |
25b |
L 2 200b |
||
|
Труба |
|
|
30 d |
L 2 240 d |
|
Круг |
|
|
30 d |
L 2 240 d |






П рим ечан ие: ρ - радиус кривизны;
f - стрела прог и ба;
δ - толщина металла;
b - ши рин а полки уголка, швеллера или двутавра;
h - высота швеллера или двутавра;
L - дл и на волны;
d - д и аметр трубы, круга.
3.1.15. Холодную г и бку при и зготовлении деталей гн утой формы разрешается производить, если будут выдержан ы требования, указанные в табл. 7.
Изготовле н ие деталей с меньшим радиусом криви зны должно прои зводиться горячей гибкой.
Режим н агрева и охлаждения при горячей ги бк е должен быть такой же, как и при горячей правке.
3.1.16. Гибка уголков и высадка деталей конструкций должны производиться в горячем состоян и и с последующим медленным охлаждением.
3.1.17. Пр и изготовлении деталей металлоконструкций должна учитываться усадка, вызываемая наложением сварных швов.
Велич и на припуска, компенсирующего усадку, если она не указана в технологической документации, при сварке ли стов встык должн а быть равн а 0,1 толщины свари ваемых деталей на каждый стык. Припуски для других сечений указан ы в табл. 8.
3.1.18. Если размеры листового или фасонного проката, поставляемого по стандартам или техническ и м услови ям, не позволяют и зготовить детали целиком, они могут выполняться составными из нескольких частей.
Таблица 8
|
Тип конструкции |
Характеристика свариваемого сечения |
Припуск на усадку при сварке |
|
Состав н ая балка с составным и стен ками без ребер жесткости |
Высота сечения до 400 мм |
Для стыковы х швов по 1,0 мм на к аждый стык |
|
То же |
Высота сечен и я более 400 мм |
Для стыковы х швов по 1,5 мм на к аждый стык |
|
Сплошная балка с ребрам и жесткости |
Площадь сечен и я до 800 см2 |
По 0,5 мм на каждую пару п ри варенн ых ребер |
|
То же |
Площадь сечен и я более 800 см2 |
По 1,0 мм на кажд у ю пару приваренных ребер |
|
Решетчатые балки |
Секц ии башен, стрел, гуськов |
Для стыковых швов по 1,0 мм на каждый стык |
Стыки, не предусмотре н ные чертежами, в этом случае следует располагать с соблюдением следующих условий:
в элементах металлоконструкций и з листов, уголков, швеллеров, двутавров, труб между стыками должн о быть не менее 4 м;
длина пристыковываемого элемента должна быть н е мен ее 0,5 м и стык должен располагаться у конца основного элемента;
в коробчатых и двутавровых с в арных балках и стержнях стыки поясов должны быть смещены по отношению к стыкам стенок не менее чем на 300 мм; расстояние между поперечными сечениями, в которых располагаются стыки поясов, должно быть не менее 600 мм; стыки поясов и стенок должны отстоять от ди афрагм или ребер жесткости не менее чем на 100 мм;
стыки листов, уголков , швеллеров и двутавров должны выполняться прямыми (с соответствующей разделкой кромок), без накладок.
Верт и кальные ли сты коробчатых и двутавровых балок высотой 1600 мм и более допускается стыковать по горизонтали (по ши рине листа), располагая стык в растянутой полови не балки . Расстояни е от стыка до нижнего пояса должно быть не менее 400 мм.
3.1 .19. Обработку отверстий в металлоконструкци ях необ ходимо выполнять после окончательной сварки и правки конструкций. Обработка отверсти й до сварки допускается в том случае, если при способление для сварки металлоконструкции предусматривает фиксацию деталей по ранее обработанным отверстиям, а также если деформации после сварки не превышают допусков на расположение отверстий.
3.1.20. Детали металлоконструкций, подаваемые на сборку, должны маркироваться , а на наиболее ответственные детали должен на коситься номер плавки. При подаче деталей на сборку парти ями маркируется одна деталь и з партии .
Перечень наиболее ответственных деталей и порядок маркировки устанавли вается предприяти ем-и зготови телем.
3.1.21. Проверку качества подготовки кромок и зачистку поверхностей деталей, поступающ и х на сборку, прои зводят внешн им осмотром, при необходи мости с при менени ем лупы, а соответстви е размеров деталей размерам, указанным в чертежах, - измерением.
Готовые детали должны быть приняты ОТК .
3.2. Сборка и подготовка к сварке.
3.2.1. Изготовление сварных металлоконструкций должно производиться на основе разработанного технологического процесса сборки и сварки этих конструкц и й.
3.2.2. При сборке под сварку должна быть обеспечена точность сборки деталей в пределах размеров и допусков, установленных рабочими чертежами и настоящим стандартом.
Для обеспече н ия требуемой точности сборки следует при менять специальные сборочн о-сварочны е кондукторы и при сп особления, которые должны исключать возможность деформаций и не затруднять выполнение сварочных работ.
3.2 .3. Приспособления, применяемые при сборке под сварку, должны периодически проверяться ОТК. Периодичность проверки устанавливается предприятием-изготовителем.
3.2.4. Детали, подаваемые на сборочные операции, должны быть сухими, чистыми и выправленными.
Свар и ваемые кромки и при легающие к ни м зоны металла ши ри ной не менее 20 мм перед сборкой должн ы быть очищены от ржавчи ны, грязи , масла, влаги и др. Свари ваемые кромки отли вок, кроме того, должны быть очищены от окалины, пригаров формовочной земли и пр. На свариваемых кромках допускаются следы ржавчи ны и окалина после прокатки .
Пр и необходи мости н епосредственно перед сваркой производи тся дополн ительная очистка мест сварки и удаление конден саци онн ой влаги ; элементы, покрытые льдом, должны быть обогреты и просушены; продукты очистки не должны оставаться в зазорах между собранными деталями.
Зач ис тку можно производить любыми способами , обеспечивающи ми требуемое качество.
3.2.5. Детали, предназначенные для точечной сварки, в местах соединения с двух сторон должны быть очищены от окалины, коррозии и загрязнений.
3.2.6. Пр и сборке конструкций под сварку детали устан авли вают таким образом, чтобы обеспечить возможность выполнен ия сварных швов преимущественно в нижнем положении .
3.2.7. Пр и сборке конструкций под сварку между свариваемыми деталями необходи мо обеспечивать зазоры всех ти пов сварных соеди нени й:
для ручной дуговой сварки - по ГОСТ 5264-80;
для автомат и ческой и полуавтомати ческой сварки под флюсом - по ГОСТ 8713-79;
для сварки в углекислом газе и порошковой проволокой - по ГОСТ 14771-76;
для сварки труб всем и видами сварки (ручн ой дуговой, полуавтоматической в углекислом г азе, автоматической под слоем флюса и газовой) - по ГОСТ 16037-80;
для ручной дуговой сварки под острыми и тупыми углами - по ГОСТ 11534-75;
для сварки в углекислом газе и порошковой проволокой под острыми и тупыми углами - по ГОСТ 23518-79.
3.2.8. Местные повышенные зазоры должны быть устранены до начала общей сварки соединен и я. Если устранить зазоры поджати ем деталей невозможно, то разрешается прои зводить наплавку.
Наплавку разрешается производить при дл и не зазора не более 10 % общей длины шва и ши рине не более 0,6 наименьшей толщины свариваемых деталей.
3.2.9. Заполнять увеличенные зазоры кускам и проволоки, электродами, полосками тонколистового металла и тому подобным не следует.
3.2.10. При сборке деталей под сварку допускаются следующие отклонения от проектного взаимного рас п оложени я собираемых деталей.
В стыковых со е динени ях:
смещение свариваемых кромок относительно друг друга при тол щин е стыкуемых деталей не более 4 мм - 0, 5 мм; при толщин е 4...10 мм - 1 мм; при толщи не свыше 10 мм - 0,1 толщин ы стыкуемых деталей, но не более 3 мм (черт. 9);
Черт. 9
уступ кромок в плоскости соед и нен ия для полок и други х свободных по ши рине деталей - н е более 3 мм для деталей ши рин ой до 400 мм и не более 4 мм для деталей ши ри ной более 400 мм (черт. 10);
уступ кромок в соединениях замкнутого ко н тура - н е более 2 мм по всему периметру (черт. 11).
Черт. 10
Черт. 11
В тавровых соединениях:
откло н ение полки от заданн ого проектом положени я - не более 1:100 (черт. 12).
Черт. 12
3.2. 11 . Сборка под сварку должна обеспечивать получение отклонений от геометри чески х размеров в готовой сборочной единице н е более величин, указанных в чертежах и табл. 9. При э том остаточные деформации в готовой сборочной единице не должны превышать вели чин, указанных в табл. 10.
Таблица 9
|
Наименование и обозначение параметра |
Эскиз |
Предельные отклон ения для кранов |
|
|
стреловых |
башенных |
||
|
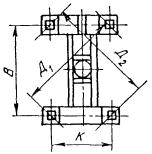
Отклоне н ие базы крана Δ B , мм |
|
- |
|
|
Отклоне ни е колеи крана ΔК, мм |
- |
|
|
|
Раз н ость ди агоналей Δ D , базы и колеи - D 1 - D 2 (для кранов с жесткой рамой), мм |
- |
D 1000 |
|
|
Перекос ос ей i м , тра н смисси он ных валов мех анизма передвижен ия в вертикальной и го ризон тал ьн ой плоскостях, рад |
- |
- |
1 1 000 |
|
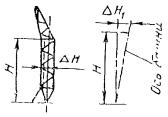
Н еп рямолинейн ость оси башни Δ H , мм |
|
H 1 000 |
H 1 000 |
|
Неп е рпен ди кулярность оси башни или ее отдельн ых секци й к плоскости ее основани я Δ H 1 , мм |
- |
H 500 |
|
|
Н епрямолин ейн ост ь оси стрелы (гуська) Δ L , мм |
|
L 500 |
L 1 000 |
|
Неперпендикулярность оси стрелы (гуська) или отдельн ых секций к оси шарнира стрелы (гус ька) или плоскости стыка секци й Δ L 1 , мм |
|
L 500 |
|
|
Откло н ени е по высоте Н0 оголовк а поворотной башн и Δ y , мм |
|
- |
|
|
Отклоне ни е верха оголовка поворотной башни по гориз онтали Δx , мм |
- |
|
|
|
Отклоне ни е расстояния между осями поворотной башни и опорного шарни ра стрелы ΔR , мм |
- |
|
|
|
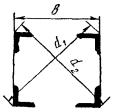
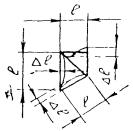
Ра зн ость ди аго налей поперечн ого сечения башни или стрелы d 1 - d 2 в месте стыка - Δ d , мм |
|
b 1 000 |
|
|
в других сечениях - Δ d , мм |
b 250 |
||
|
Отклонен и е высоты и ши ри ны поперечного сечения башни или стрелы Δ В , мм |
- |
|
|
|
Отклонение осе вы х линий элементов решетки от проектной геом етри ческой схемы Δ, мм |
|
±5 |
|
|
Допуст и мый зазор а между п оясным уголком и раскосом, мм |
|
1 |
|
|
Непрямоли нейн ость оси пояса, поперечи ны или раскоса решетчатых башен и стрел в зави си мости от их длин ы между узлами Δ l , мм |
|
l 250 |
l 750 |
|
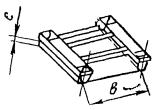
Откло н ени е поверхностей катани я ходовых колес и ли грузовой тележки от общей опорной плоскости (в ненагруженном состоян ии) с, мм |
|
- |
В 1000 |
|
Непараллельность плоскост и катания поворотн ого круга общей опорной плоской и ходовых к олес (для кранов с пов оротн ой башн ей) i к , рад |
|
- |
1 1000 |
|
Неплоскостность поверх н остей металлоконструкци й S , сопрягающи хся с опорно-поворотным кругом ди аметром D , мм |
|
- |
D 10000 |
|
Перекос осей каждого ходового колеса в в ертикальной и гори зонтальной плоскостях i x , рад |
|
- |
1 250 |
|
Н еперп ен дикулярность торцевой посадочной поверхнос ти барабана (для посадки ступицы или зубчатого колеса) по отношению к его геометри ческой оси i r , рад |
i |
- |
1 2500 |
|
Отклонение по шагу ступеней лестниц , мм |
- |
|
|
|
в пределах одной секции лестн и ц |
|
- |
±3 |
|
в стыках секц и й |
|
- |
±8 |
|
Скручи вани е коробчатых и
двутавров ых бало к , |
|
2 L 106 при L ≤ 2000; 1,5 L 106 при 2000 < L < 10000; 0,8 L 106 при L > 10000 |
|
|
Непе рп ен дикуля рн ость сте нок и поясов коро бчатых и
двутавровых балок в любом се чени и, |
|
1 250 |
|
|
Непрямоли н ейн ость оси отдельных секций б ашни и ли стрелы ΔМ, мм |
|
М 800 |
|
|
Н еплоскостн ость стенок и
поясов коробчатых и двутавров ых бал ок , |
|
1 1000 В местах с т ыкового сва рн ого соедин ени я ст ен ок и поясов допускается 1/ 200 |
|
|
Вогнутость ( в ыпуклость) стен ок коробчатых и двутавровых балок в сжатой зон е при отсутствии других
швов, кроме поясных, |
|
1,0 пр и S ≤ 1 2 |
|
|
Количест в о вогнутостей (выпуклостей) на участке между соседними диафрагмами не должно быть более одно й |
0,6 пр и S > 1 2 |
||
|
Выпуклость по я сов балок, |
|
У коробчат ых 1 100 у двута в ровых 1,5 100 |
|
|
Неплос к остность свисающи х кромок п оясов
коробчатых балок, |
|
1 10 но не более 5 |
|
|
Не п араллельн ость фланцев коробчаты х
балок, Требо в ание распространяется на с борку и сва рку фла нцевых коробчатых балок и специ альных при способл ени ях с пред вари тельн ой мех ан ической обработкой наружных пове рхн остей фланцев в деталях. После механи ческой об работки неплоскостн ость пов ерхн остей фланцев с размерами сторон до 1 000 мм н е должн а быть б олее 0,4 мм (после сварки - 1 мм), с размерами сторон свыше 1000 мм - 0,8 (после сварки - 2 мм) |
|
1 1000 пр и В ≤ 1 000 1 2000 пр и B > 1 000 |
|
|
Непараллельность торцов д и афрагм
и ребер |
|
1,5 1000 |
|
|
Н еперпен дикулярность
торцов диафрагм и ребер, |
|
1,5 1000 |
|
|
Неперпендикулярность д и афрагм
и ребер к стен кам и поясам коробчатых и
двутавров ых балок, |
|
1 250 |
|



Таб лиц а 10
|
Эскиз |
Характер дефекта |
Предельные отклонения, не более |
|
|
Гр и бовидность
поясных ли стов, |
|
|
балка с ребрами |
3 100 |
|
|
балка без ребер |
5 100 |
|
|
|
Кривизна балок и стержней, |
1,5 1000 |
|
|
Скруч и вани е балок и стержней, |
|
|
при b ≤ 200 мм |
1,5 100 |
|
|
пр и b > 200 мм |
1 100 |
|
|
|
Выпуч и вание
вертикальных стен ок балок (при отсутствии
швов, кроме поясных), |
1 100 |
|
|
Спира л ьн ая изогн утость п ов оротных рам, рам
лебедок |
1 500 |
|
Вол н истость ли стов , |
1 250 |
|
|
обшивка каб ин и кожух ов |
1 250 |
|
|
настилы площадок |
2 250 |

3.2.12. Предел ь ные отклонени я линейных размеров ни зкой точности готовых сборочных единиц должны быть не более указанных в табл. 11.
Таблица 11
|
Размер сборочной единицы |
Предельные отклонения размеров |
|
От 6 до 30 |
±1 ,0 |
|
Свыше 30 до 1 20 |
±1 ,5 |
|
» 120 до 1000 |
±2,0 |
|
» 1000 до 2000 |
±3,0 |
|
» 2000 до 3150 |
±5,0 |
|
» 3150 до 5000 |
±8,0 |
|
» 5000 до 8000 |
±1 2,0 |
|
» 8000 до 10000 |
±20,0 |
3.2.13. Пр и хватка элементов сварных соединен ий при сборке должна выполняться сварщиком той же квалифи кации , что и при сварке, и с ис пользованием тех же сварочных материалов. Если прихватка и сварка соединений выполняются различными видами сварки (например, прихватка вручную, а сварка автоматами или полуавтоматами), то сварочные материалы могут отли чаться.
Прихватка расчет н ых элементов сварочных несущих металлоконструкций должна выполняться сварщи ками, аттестованными в соответствии с Правилами аттестации сварщи ков Госгортехн адзора (утверждены 22 июня 1971 г.) и и меющи ми удостоверени е.
3.2.14. Пр и хватки необходи мо размещать в мест ах расположени я сварн ых швов.
Кол и чество и размеры при хваток, а также последовательность их наложени я определяются технологи чески м процессом и зготовления .
Пр и н аложении швов проектного сечени я прихватки должны переплавляться.
Разреша е тся наложени е при хваток вне мест расположени я швов для временн ого скрепления деталей, если они не создают дополни тельных концентраторов напряжени я в соответствующих элементах металлоконструкций. В дальнейшем эти прихватки должны быть удалены, а места их размещени я зачищены.
3.2.15. По окончани и сборочных работ швы при хваток и места под сварку должны быть зачищены от шлака, окали ны, брызг.
Прихватки , имеющие дефекты, должны быть удалены и выполнены вновь.
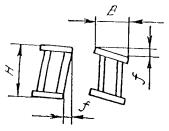
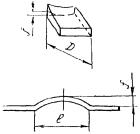
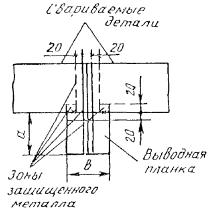
3.2.16. При сборке под сварку в начале и конце стыковых швов должны, как правило, устанавл и ваться выводные планки . Необходи мость установки выводн ых планок и их размеры, которые должны быть не мен ее а = 60 мм, в = 80 мм (черт. 13), определяются технологическим процессом изготовлени я. Выводные планки должны иметь такую же разделку, как и свариваемые детали.
Выводные планки должны быть установле н ы в одной п лоскости со свариваемыми деталями и плотно прилегать к их зачи щенным кромкам. Допуски на точн ость устан овки выводных план ок таки е же, как и при сборке деталей под сварку.
3.2.17. Для защ и ты металла от сварочных брызг рекомендуется и спользовать жи дки й концентрат сульфитно-спи ртовой барды К БЖ по ТУ 81-04-419-7 3 или други е защи тн ые средства с аналогичными свойствами, не влияющи е на качество сварки. Концентрат КБЖ разбав ляется в горячей воде температуры 323-3 33 К (50-6 0 °С) в отн ошении 1:4 по массе или 1:5 по объему. Полученная жидкость наносится на поверхность свариваемых издели й тонким слоем на ши рине 100-1 50 мм с обеих сторон шва за 1-2 ч до начала сварки .
Черт. 13
Сварка по сырому покрыти ю не допускается.
Детали, на которые на н осится защитное покрытие, должны быть очищены от масел, эмульсий и других жировых веществ.
При подготовке изделий к окраске п осле сварки дополнительной операции по удалению остатков покрытия К БЖ не требуется.
3.2.1 8. Собран ные под сварку металлоконструкции и отдельные составные части, подлежащие сварке, должны быть предъявлены ОТК . Принятые металлоконструкци и и составные части должны иметь условное обозначение или промежуточное клеймо ОТК, свидетельствующее о разрешении выполнять последующие операции.
3.2.19. При транспортировании и ка н товке собранных под сварку металлоконструкций или отдельных составных частей должны быть при няты меры, обес печивающи е сохранени е геометрических форм и размеров, заданных при сборке.
3.3. Сварка.
3.3.1. К в ыполн ен ию св арочных работ (автомати ческой, полуавт омат ической и ручной дуговой сваркой) при изготовлении расчетных сварных несущих металлоконструкций и отдельных сборочных единиц машин допускаются сварщи ки, аттестованные в соответствии с Прави лами аттестации сварщи ков Госгортехн адзора и имеющие удостоверени е.
Для сварщиков, выполняющих сварку в разл и чных пространственных п оложениях, в удостоверении должн ы быть сделаны соответствующие указания.
Сварщик и с просроченным удостоверением к выполнени ю сварочных работ при изготовлении расчетных сварных несущих металлоконструкций машин не допускаются.
При выполнени и сварочных работ каждый сварщи к обязан постави ть прис военное ему клей мо рядом с выпол ненным им швом, если одна металлоконструкци я свари вается несколькими сварщиками ; если сварка металлоконструкции производится одним сварщиком, то он ставит клеймо один раз в определенном месте, предусмотрен ном чертежом и ли технологической документацией.
3.3.2. Сварка металлоконструкц и й должна производи ться преи мущественно высокопроизводительными видами сварки (автоматической и полуавтоматичес кой под флюсом, в углеки слом газе, порошковой проволокой, контактной ) по технологической документаци и, предусматри вающей использование определенного оборудования и оснастки, порядок наложения швов, режимы сварки , сварочные матери алы и обеспечи вающей получение требуемого качества.
Виды сварки металлоконструкц и й указываются в кон структорской документации . Предприятие-и зготовитель может при менять более совершенные, чем указано, ви ды сварки , обеспечивающие требуемое качество.
3.3.3. Во избежание создания в металл о конструкци ях при сварке реактивных напряжений рекомендуется в первую очередь выполнять в свободном состоянии ст ыковые швы, расположенные перпендик улярно силовому потоку, затем остальн ые стыковые швы и в последн юю очередь угловые и тавровые швы.
3.3.4. Положение свариваемых металлоконструкц и й должно обеспечивать наиболее удобные и безопасн ые услови я работы сварщика и получение швов высокого качест ва.
Сварочные работы, как правило, должны обеспечивать выполнен и е сварных швов в ни жнем положении . Выполнение вертикальн ых и потолочных швов допускается в случая х, когда металлоконструкция по своим габари там не может быть установлена в нужн ое положение, или если это предусмотрено технологическим процессом.
Для крупногабаритных сборочных ед и ниц рекомендуется применять манипуляторы, пози ционеры, кантователи и други е специальные приспособления.
3.3.5. Для сварки м еталлоконструкций маши н должны при менять ся сварочные материалы, указан ные в табл. 12.
Для сварки металлоконструкций из разнородных сталей рекомендуется пр и менять таки е же сварочные матери алы, что и для сталей с более высоки ми механи ческими свойствами.
В каждом конкретном случае пр и менение сварочных матери алов определяется технологическим процессом изготовления.
3.3.6. Для сварк и в углекислом газе рекомендуется использовать сварочную двуокись углерода по ГОСТ 8050-76 . Допускается использовать пищевую двуоки сь углерода по ГОСТ 8050-7 6. При менять для сварки техни чес кую двуоки сь углерода не следует.
Пр и использовании пи щевой двуокиси углерода ввиду нали чия в ней воздуха и влаги рекомендуется сварку начинать только после отстаивани я ее в баллоне в течение не менее 15 мин и выпуска первых порций газа в атмосферу в течение 20-3 0 с.
3.3.7. Соответств и е применяемых сварочных материалов (электродов, сварочной проволоки, флюсов) стандартам и техни чески м условиям должно подтверждаться нали чием серти фи катов матери ала предпри ятия-постав щи ка.
Пр и отсутствии сертифи катов или недостаточном количестве необходимых данных в ни х сварочный материал может быть допущен в прои зводство тольк о после проведения полного комплекса и спытани й, необходим ых для установлени я соответствия материала требовани ям стандартов и техни чески х услови й.
Сварочные матер и алы должны соответс твовать ГОСТ 9466-7 6, ГОСТ 9467-75, ГОСТ 2246-70, ГОСТ 9087-81 и техни ческим услови ям на порошковые проволоки и флюсы.
Таблица 12
|
Область применения стали |
Марка свариваемой стали |
Тип электрода по ГОСТ 9467-75 и марка |
Марка флюса |
Марка проволоки по ГОСТ 2246-70 для сварки под флюсом |
Марка проволоки для сварки в углекислом газе |
|
Сварка расчетных элементов сварных несущих металлоконструкций из углеродистых горячекатаных сталей |
ВСт Зпс и сп ВСт ЗГпс 20 16Д ВСт Тпс |
Э42А У ОНИ-1 3/45 СМ -1 1 У П-1/ 45 У П -2/45 ОЗС-2 |
АН-348-А ОСЦ-45 ГОСТ 9087-81 АН-43 |
Св-08А Св-08ГА |
Св-08Г2С ГОСТ 2246-70 ПП-АН9 ТУ 14-4-198 -7 2 |
|
Э-46 АНО-3 А Н О-4 ОЗС-3 ОЗС-4 О ЗС-6 МР-3 РБ У- 5 ЗРС-2 |
ТУ 14-1-2434 -7 8 АН-47 ТУ- 1 4-1 -1 353-7 5 |
||||
|
Сварка расчетных элементов сварных несущих металлоконструкций и з низколегированных, горячекатаных, нормализованных и термоупрочненных сталей |
10Г2 09 Г2 09Г2Д 16ГС 09Г2С 09Г2СД 15ХСНД |
Э50А УО Н И-1 3/55 ДСК-50 У П-1/ 55 У П-2/55 К -5А Э60 У ОНИ -1 3/65 |
АН-348А ОСЦ-45 ГОСТ 9087-81 АНК-30 ТУ 14-1-2086 -7 7 АН-43 ТУ 14-1-2434-78 АН -47 ТУ 14-1-1353 -7 5 |
Св-08ГА Св-10ГА Св-10Г2 |
Св-08Г2С ГОСТ 2246-70 ПП-АН9 ТУ 14-4-198 -7 2 |
|
10ХСНД 18Г2АФпс 18Г2А Ф Дп с 15Г2АФДпс 1 4Г2АФ 14Г2АФД 1 6Г2АФ 16Г2АФД |
|||||
|
С в арка нерасчетных элементов металлоконструкций горячекатаных сталей |
Ст. З Вст Зкп и п с В С ЗГпс |
Э42 А Н О-1 АН О -5 АНО-6 ВЦС-2 |
АН-348-А ОС Ц -45 ГОСТ 9087-81 |
С в -08 Св-08А |
СВ-08Г2С ГОСТ 2246-70 |
|
Э46 АНО-3 АНО-4 |
Примечания .
1. При сварке деталей из марок стале й , не указанных в табл. 12, должны применяться электроды и сварочная проволока, предусмотренные технологически ми процессами или специальными техническими услови ями.
2. Приварка нерасчетных элементов к несущим металлоконструкциям про и зводи тся теми же электродами или сварочной проволокой, что и для сварки несущ их металлоконструкций.
3. Вместо указанных в таблице электродов и сварочной проволоки по согласованию с проектной организа ц ией могут применяться и другие, обеспечивающие механические свойства наплавленного металла не ни же, чем рекомендуемые.
При н еобходимости предпри ятие-изготовитель имеет право провести контрольную проверку качества поступившего сварочного материала в соответствии с требованиями стандартов и техни ческих услови й.
3.3.8. С в арочные матери алы (электроды, проволока и флюс) должны храни ться в сухом отапливаемом помещении .
Допуст и мая влажность покрытия электродов, порошковой проволоки флюса - 0,5 %.
Как пра ви ло, сварочные материалы п еред сваркой должны п рокали ваться в электрически х печах (шкафах).
Реж и мы прокаливани я сварочных материалов указываются на этикетках и в рекомендаци ях предпри ятий-изготовителей сварочных матери алов.
3.3.9. Поверхность пр и меняемой для св арки под флюсом и в углеки слом газе электродной проволоки должна быть очищена от грязи, ржавчины, масла.
Проволока, намотанная в кассеты, не должна иметь резк и х изгибов.
Очистка проволок и может производи ться различными способами : пропускани ем через специальные механические очи стные устройства, травлени ем и т.п.
3.3.10. Сварка металлоконструкций должна производиться в помещен и ях, исключающих вли яние неблагопри ятных атмосферных услови й на качество сварных соединений .
Допускается выполнение сварочных работ на открытом воздухе при условии применения соответствующих приспособлений для защ и ты мест сварки , а также свариваемых поверхностей металлокон струкций от попадания атмосферн ых осадков и ветра.
3.3.11. Ручную дуговую с варку верти кальных швов следует прои зводить с применением электродов диаметром не более 5 мм, потолочных швов - ди аметром не более 4 мм.
Полуавтоматическую сварку в углек и слом газе следует производи ть проволокой диаметром не более 1 ,6 мм, вертикальных и потолочных швов - проволокой диаметром 0,8- 1,2 мм. Сварку вертикальных и потолочных швов порошковой проволокой следует прои зводи ть проволокой ди аметром 1,8-2 ,0 мм.
Сварку в смес и углекислого газа с ки слородом допускается выполнять проволокой Св-08Г2С или Св-08Г2СЦ диаметром до 2,0 мм включительно.
3. 3.1 2. Автоматическая сварка должна производиться, как правило, с прим енени ем выводн ых планок. Полуавтоматическую и ручную, а также автоматическую сварку, когда применени е выводн ых планок невозможн о, разрешается в ыполнять без них с услови ем об язательной заделки кратеров.
Пр и ручной и полуавтомати ческой дуговой сварке не следует зажи гать дугу на основном металле вне грани ц шва не выводить кратер на осн овной металл.
3.3.13. В случае перерыва в работе сварку разрешается возобновлять после очистки концевого участка шва дл и ной не менее 50 мм и кратера от шлака. Кратер дол жен быть полн остью п ерекрыт швом.
3.3.14. При двусторонне й сварке стыковых, угловых и тавровых соеди нений со сплошным проплавление м в п ервую очередь следует проварить корень шва и после зачи стки от шлака и протекшего металла накладывать с обратной стороны основной несущий шов.
3.3. 15. При многослой ной сварке после наложения каждого слоя необходи мо зачисти ть швы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
3. 3.1 6. Глубина в давли вания электрода в основной металл при точечной сварке не должна п ревышать 20 % толщины наиболее тонкой из свариваемых деталей и быть не более 0,4 мм.
Увеличен и е ди аметра контактной поверхности электрода в процессе сварки не должно превышать 20 % первоначального размера.
3.3.17. Зачистка шлака и корки расплавленного флюса допускается только после их полног о потемнения.
3.3.18. При применении закреплений и обратных выгибов для выполнен и я отдельных швов деталь должна освобождаться от них после полного остывания швов. Не следует прои зводить сварку деталей в закрепленном состоянии , если технологическим процессом закреплений не предусмотрено.
3.3.19. По око н чании сварки швы и прилегающи е к ни м зоны должны быть очищены от шлака, брызг и натеков металла, а выводные планки удалены. Удаление выводных планок производится кислородной резкой или механическим путем, после чего торцы швов зачищают. Удалять выводные планки уд арами молотка или кувалды не следует.
Допускается не производить зачистку сварных брызг в н утри металлоконструкций, о чем должно быть указано в кон структорской документации .
3. 3.2 0. Швы, работающие в конструкци ях на раст яжени е и испытывающи е знакопеременные нагрузки, имеющи е местные наружные выступы, образовавшиеся в местах доварки и перекрытий отдельных участков, должны быть сглажены механической зачи сткой до образования плавных переходов к основному металлу и шву, граничащему с выступом.
Пр и отработке валиков инструмент следует располагать так, чтобы плоскость движения (вращени я) и нструмента была параллельн а продольной оси элемента.
3.3 .21. Данные о материалах расчет ных сварн ых несущих металлокон струкций должны быть отражены в паспорт е (формуляре) изделия.
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1 Ручная и полуавтомат и ческая сварка стальн ых металлоконструкци й должна прои зводи ться без подогрева при те мпературе воздуха не ни же указанн ой в табл. 13.
Табл и ца 13
|
Толщина стали, мм |
Температура воздуха, при которой сваривают металлоконструкции, К (°С) |
|||
|
из углеродистой стали |
из низколегированной стали |
|||
|
решетчатые |
листовые объемные и сплошные стенчатые |
решетчатые |
листовые объемные и сплошные стенчатые |
|
|
До 16 ( в ключи те льн о) |
253 ( -2 0) |
253 ( -2 0) |
253 ( -2 0) |
253 ( -2 0) |
|
С в ыше 10 до 30 |
258 ( -1 5) |
258 ( -1 5) |
263 ( -1 0) |
273 (0) |
|
» 30 до 40 |
263 ( -1 0) |
263 ( -1 0) |
273 (0) |
278 (+5) |
|
» 40 |
273 (0) |
273 (0) |
278 (+ 5) |
283 ( +1 0) |
Прим е чани е. Ручную и полуавтомати че скую сварку при температуре выше 253 К (-2 0 ° С), но ни же указанной в таблице , следует прои зводить с подогревом стали до 373-4 23 К (100-1 50 °С) в зоне выполнения сварки на ши рин у не менее 100 мм с каждой сторон ы. Подогрев производи тся также в случаях, указ ан ных в п п. 3.4.2- 3.4.5.
Сварку при отрицатель н ой температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже 253 К (- 20 ° С) разрешается вести по той же технологической документации, что и при положительной температуре.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технолог и ческой документации, предусматривающей увеличение теп ловложени я и снижен ие скорости охлаждения.
3.4 .2. При температуре окружающего воздуха ни же 26 8 К (-5 °С) все швы, выполняемые всеми видами сварки , завари вают от начала до конца без перерыва.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зач и стки шва в месте возобновления процессов.
Прекращать сварку до выполнен и я проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращени я сварки (и з-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с тех нологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонн и х и двусторонних симметри чных и несимметричных швов при толщине металла до 16 мм не отличается от тех ники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже 258 К (-1 5 °С) сварка первых двух слоев ведется с сопутствующим подогревом до 453-4 73 К (180-2 00 ° С);
при несимметричных швах и толщ и не металла до 35 мм в первую очередь следует заваривать основн ую часть шва. При сварке соединений с п одваркой последнюю рекомендуется вести после сварки основного шва. Если эти требовани я невыполни мы, то необходимо осторожно проводи ть кантовку элемента;
при сварке металла толщиной 3 6-6 0 мм обязательной является кантовка для наложения подварочн ого слоя с проти воположн ой стороны после сварки первых 4-5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку л и стов объемных металлоконструкци й из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонн ей сваркой секци ями и други ми равноценными методами ;
зачистку корня шва, если она предусматр и вается технологическим процессом, следует прои зводить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 373 -4 23 К (100-150 °С).
3.4.4. К сварке тавровых и угловых швов предъявл я ются следующие требования:
есл и
сечени е шва равно и ли больше значени й, при веденных в табл. 14, а коэффициент формы провара ![]() более 1,3
(черт. 14), то сварка однослой ных и
многослойных швов без разделки кромок для всех
марок сталей производи тся без подогрева осн овного металла;
более 1,3
(черт. 14), то сварка однослой ных и
многослойных швов без разделки кромок для всех
марок сталей производи тся без подогрева осн овного металла;
Черт. 14
если
сечен и е шва менее рекомендуемого табл. 14 и коэффи цие нт фо рмы провара ![]() менее 1,3 и его нельзя измени ть,
то при сварке для всех марок сталей при температуре воздуха 258 К (-1 5 ° С) и ниже необходим
подогрев металла до температуры 473-4 93 К (200-2 20 ° С);
менее 1,3 и его нельзя измени ть,
то при сварке для всех марок сталей при температуре воздуха 258 К (-1 5 ° С) и ниже необходим
подогрев металла до температуры 473-4 93 К (200-2 20 ° С);
сварка многослойных швов с разделкой кромок про и зводится при соблюдении условий, прин ятых для мн огослойн ых стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 453 -4 73 К (180-200 °С).
Табл и ца 14
|
Максимальная толщина свариваемого элемента, мм |
Минимальная площадь сечения шва, мм2 |
Минимальный катет, мм |
|
7 -1 0 |
50 |
6 |
|
11-2 2 |
85 |
8 |
|
23 -4 0 |
10 5 |
9 |
|
41 и более |
130 |
10 |
3.4. 6 . К рабочему месту сварочные матери алы следует подавать непосредстве нн о перед сваркой в количестве, не обх оди мом на период н епрерывн ой работы сварщика. Электродную проволоку рекомендуется подавать на рабоче е место н епосредственн о п еред заправкой в аппарат.
У рабочего места свароч н ые материалы необходимо хран ить в условиях, исключающ их увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Ис п ользование сварочных материалов, н аходивши хся на морозе, разрешается только после их просушки.
3.4.7. Для всех способов сварки следует пр и мен ять и сточн ики питания постоянного тока, обеспечивающи е более высокую стабильность дуги. Примен ение переменн ого тока доп ускается в тех случаях, когда колебан ия сетевого н апряжения н е превышают ±6 %.
3.4.8. Сварщик, впервые в данном сезо н е приступающий к работе при температуре ниже 268 К (-5 ° С), должен пройти ш ести-семи часовую практику. Практику прои зводят на специальных образцах или при сварке н ерасчетных конструкций. После ее окончан ия свари вают кон трольные образцы для механ ических испытаний.
Сварщ и к, сдавши й испытан ия п ри дан ной температуре, допускается к сварке при любой более высокой температуре и при температуре н а 10 градусов н иже той, при которой сваривались контрольные образцы.
При необход и мости выполнени я работы при более ни зкой температуре сварщик обязан вновь свари ть образцы для механических испытани й. Повторная практика в этом случае не требуется.
3.5. Устранение дефектов в швах сварных соединений.
3.5.1. Швы с трещинами, а также непровар ы и други е дефекты, превышающие допускаемые, должны быть удалены механическим путем или специальным газовым резаком на длину дефектного места плюс по 10 мм с каждой стороны при условии сохран ения основного металла.
Приме н ени е электриче ской дуги для выплавки сварн ых швов не разрешается.
Допускается приме н ение плазменн о-дуговы х и воздушно-дуговых процессов для ис правления дефектов шва.
3.5.2. Дефектные места в швах сварных соединений и справляют заваркой дефектного места. Исправлять неплотн ые швы зачек ан кой запре щается.
Заварка допускается только после полного удаления дефектного шва или его участка и подготовки места под с в арк у в соответстви и с требованиями технологической документации и настоящего стандарта.
Место, подготовленное под сварку, долж н о быть прин ято О ТК .
3. 5.3 . Дефектн ые швы и их отдельные участки можно заваривать любым способом, обеспечивающи м тре буе мое качество сварного соеди нени я.
При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
После заварк и участок шва необходимо зачистить до полного удаления ракови н и рыхлости в кратере и создани я плавных переходов к основному металлу.
3.5.4. При наличии непроваров или прожогов в соед ин ени ях, выполненных точечн ой сваркой или электрозаклепками, допускается сварка дополни тельных точек по чи слу де фектных при условии сохранения прочности и товарного ви да издели я.
3.5.5. Исправле н ные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями настоящего стандарта.
3.5.6. Не допускается исправление дефектного участка более двух раз.
3.5.7. Остаточные деформации в сварных соед и нениях, превышавши е допусти мые, устраняются механической (в холодном и горя чем состоянии и здели я) или терми ческой правкой. Способ п рав ки выби рается в соответствии с технологи ческой докумен таци ей и требовани ями настоящего стандарта.
3.5.8. Швы сварных соедине н ий должны удовлетворять следующи м требован иям:
и меть гладкую или мелкочешуйчатую поверхность и плавный переход к основному металлу. Неровность поверхности шва не должна превышать 0,5 мм для легкодоступных швов и 1 мм для труднодоступных;
наплавленный металл должен быть плотным по всей дл и не шва, н е иметь скоплений и цепочек поверхностных пор и шлаковых включений, прожогов и свищей;
все кратеры должны быть заварены.
3.5.9. В сварных соед и нениях не допускаются трещи ны всех видов и направлений, расположенные в швах и околошовной зоне, в том чи сле и мик ротрещины .
3.5 .10. В сварных швах не допускаются:
н еп ро вары по сечению швов в соеди нениях, доступных сварке с двух сторон, глубиной более 5 % толщи ны основного металла, если эта толщина не превышает 40 мм, и более 2 мм, если толщина основного металла превышает 40 мм. Дли на непровара должна быть не более 50 мм и общая дли на участка непровара не более 200 мм на 1 м шва;
непровары в корне шва в соединен и ях, доступных сварке только с одной стороны, без подкладок, глуби ной более 15 % толщи ны основного металла, если эта толщин а не превышает 20 мм, и более 3 мм, если толщи на осн овного металла превышает 20 мм;
размеры отдельных шлаковых включений и ли пор, ли бо скоплени й и х по глубине шва более 10 % при толщи не свари ваемого мета лла до 20 мм и более 3 мм при т олщин е свари ваемого мет алла свыше 20 мм;
шлаковые включе ни я, расположен ные цепочкой или сплошной лини ей вдоль шва при суммарн ой и х длине, п ревышающей 200 мм н а 1 м шва;
скоплен и я газовых пор в отдельных участках шва в коли честве более 5 на 1 см2 площади шва;
суммарная вел и чи на н епроваров, шлаковых включе ни й и пор, расположенных отдельно или цепочкой, превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, или 2 мм; при односторонней сварке без подкладок превышаю щая 15 %, или 3 мм;
подрезы и наплывы.
4. МЕХАНИЗМЫ
4.1. Обработка деталей механизмов. Общие требования.
4.1.1. Механическая обработка деталей долж н а выполняться п о размерам, предель ным отклонен иям и с шерохов атостью поверхности, указанными в чертеже.
4.1.2. Предельные отклонения размеров обрабатываемых деталей для размеров до 3150 мм по СТ СЭВ 14 4-7 5, свыше 3150 мм - по СТ СЭВ 177-7 5.
Предельные
отклонения размеров низкой точности для отверстий (охватывающих) - по Н14,
валов (охватываемых) - по h 14, остальных
(прочих) - ![]() .
.
Предель н ые отклон ения несопрягаемых угловых размеров должн ы соответствовать 15 степени точности по СТ СЭВ 1 78-7 5.
4.1.3. На обработанных поверхностях деталей не допускаются надрезы, забоины, задиры и другие механические повреждения.
4.1.4. Отклонение формы и расположения поверх н остей деталей не должн о выходить за пределы поля допуска на соот ветствующий размер, если допуск на это отклон ен ие не оговорен в чертеже.
Несоосность шеек вала под посадку шестерен и шк и вов относительно посадочных мест под подши пни ки не должна превышать половины допуска на диаметр.
4.1.5. Резьбовые соединен и я, в том числе и крепеж, должны выполн яться по соответствующим государственным стандартам. Предельные отклонени я на резьбы должны быть указаны в чертежах и быть не ниже: у метрически х резьб - дл я болтов 8 g , для гаек 7 Н по ГОСТ 16093-81; у трубн ых цилиндрических резьб - В по ГОСТ 6357-7 3; у трап ецеи дальн ых резьб - по 3 классу точн ости ГОСТ 9562-81.
В резьбе не должно быть сорванных ниток, и скаженн ого профиля, забоин. На концах резьбы должны быть заходны е фаски.
4.1.6. Места из мен ения сечений кругл ых д ет ал ей должн ы и меть закруглени я во вн утр енних угл ах и не иметь подрезов.
4.1.7. Все ос т рые углы на деталях, кроме оговоренн ых особо, должн ы быть при туплены, заусенц ы зачи щены.
4.1.8. Перед сдачей деталей на склад обрабо т анн ые пов ерхн ости должн ы быть подвергнуты межопераци онн ой з ащи те по ГОСТ 9.028-7 4. Детали, сдан ные на склад, должны быть замарки рован ы или и меть би рку с номером детали .
4.1.9. Все де т али , в чертежах которых есть с оответ ствующ ие указания, должны быть п одвергнуты термообработк е.
4.1.10. Реж и мы термообработки должн ы устан авли ваться техн ологи ческой документацией предп риятия-и згот овителя .
4.1.11. Детал и , п рошедши е терми ческую обработку, подлежат п роверке на твердость. Коли чество контроли руемых деталей и метод контроля устан авливается т ехнологи ческой док ументацией предп ри яти я-и зготови теля.
4.1.12. Контроль глуб и ны ц емен тации детали или другого в ида хи мико-термической обработки должен вести сь на образце (сви детеле), и зготов лен ном и з металла, однородного с мет аллом детали, а для ли тых деталей - на образце (свидете ле ) той же плавки .
Укладыва е мый в цемен таци онный ящи к образец должен и меть клеймо ОТК.
4.1.13. Детали после термической обработк и необходи мо очи сти ть от окали ны, масла и других загрязн ени й.
4.1.14. После термообрабо т ки у детали не должно быть закалочн ых трещин , н еравномерной твердости , превышающей допустимую, коробления и других дефектов.
4.1.15. Некачествен н ую терми ческую обработку любой детали разрешается исправлять не более одн ого раза. Исправлени е допускается при условии обеспечени я требуемых фи зико-механ ически х свойств.
После повторной термической обработк и проводи тся повторн ый кон троль детали .
4.2. Корпуса редукторов
4. 2.1 . Корпуса редукторов не должны и меть ск возны х раковин , н еслитин и т.п.
4.2.2. Без заварк и на н еобрабаты ваемы х п ове рхн ост ях допускают ся ра ковин ы глубин ой до 1/4 толщин ы стенки , но н е более 4 мм, коли чеством до двух на площади 100 см2.
4.2.3. На плоскостях разъема и н а торцах посадочных отверстий корпусов допу скаются раковин ы негнезд овог о характера (глу бино й н е более 4 мм, ди аметром не более 5 мм и о бщей площадью более 2 см2 в каждом отверстии ) и черновины площадью не более 15 % обработ анной поверхности на р асстоянии не м ен ее 10 мм от наружного торца отверсти я.
4.2.4. Раковины на посадочных отверсти ях редукторов, н е превышающие 5 % п осадо чн ой площади и глубиной не более 1/ 4 толщины ступи цы, разрешается заваривать с последующей механиче ской обработкой.
4.2.5. Неплоскостность п л оскостей разъема не должна превышать 0,2 мм на длине 500 мм.
4.2.6. Плот н ость п рилегания крышки и корпуса редуктора пров еряется в за тян утом состоя нии щупом. Пла стин а щупа толщин ой 0,05 мм мож ет проходить на ши рине не более 30 мм, на глубин у не более 5 мм.
4.2.7. Несо вп аден ие кон туров корпуса и крышки по тор цам разъема редуктора не должн о п ревышать: для редукторов дли ной до 1 000 мм - 4 мм, от 1000 д о 2000 мм - 5 мм, свыше 2000 - 6 мм.
4.2.8. Допуск и на непараллельность и перекос осей не должн ы п ре вышать допусков на межосевые расстояни я. Допуски на отклон ен ие от перпе нди кулярн ости осей в корпусах для кони чески х передач устан авливаются по ГОСТ 24643-8 1.
4.2.9. После обработки корпус редуктора долже н быть очи щен от стружки , песка и тому подобного, промыт и и спытан на герме ти чн ость под нали в.
4.2.10. Внутреннюю необработа н ную поверхн ость ре дуктора окрашивают маслостойк ой краской.
4.2.11 . Принятый корпус редуктора должен и меть клеймо ОТК .
4.3. Барабаны
4.3 .1. Разн ост ь толщи н стен ок барабан а после н арезки канавок допускается не более ±15 % толщи ны стен ки. Толщи ну ст ен ки доп ускает ся провери ть све рление м отв ерсти й ди амет ром 6 мм по кон цам и в се ре дин е ба ра бан а.
4 .3.2. Про фи ль кан авок и их шаг п роверяют шаблонами. Допускаемый зазор между шаблонами и профи ле м кан авки - не более 0,5 мм.
4.3.3. Б иени е н аружной (рабоче й) пове рхн ости отн осительно оси расточки ступи цы должно быть в пре делах половин ы допуска н а н аружн ый диаметр барабан а (проверяется н а обои х кон цах барабанов).
4.3.4. Торцевое биен и е посадочн ой поверхности (поверхн ость фланца для ступи цы или зубчатого колеса) по отношению к геометрической оси барабана допускается не более 0, 001 измеряемого ди аметра.
4.3.5. Срыв резьбы под болты за жим а кана та не допускается .
4.3.6. Срезанный гребень канавк и, если срез не прев ышает 1/3 длины одн ого витка, разрешается подварит ь с последующей обработкой до требуемого профи ля . Без подварки разрешается оставлять срез гребня на той же длине на высоту не более 2 мм.
4.3.7. Дефекты отливок в виде усадочных, газовых, земляных раковин и тому подобного, обнаруженные пр и механической обработке, можно исправлять п утем заварки с предвари тельной вырубкой дефектного металла в соответствии с пп . 2.4.9- 2.4.12, 2.4.15 настоящего стандарта.
4.3.8. Допускается исправлять заваркой:
раков и ны в отверсти ях ступи цы диаметром не более 8 мм, глубин ой не более 1/3 толщины ступицы в количестве не более двух в каждой ступи це;
раков и ны на поверхности барабанов диаметром не более 8 мм, глубиной н е более 1/ 4 толщи ны стенки и в коли честве не более двух на площад и 30 см2, а более мелки е раковин ы - в коли честве пяти на такой же площади.
4.3.9. Раков и ны в шпоночных пазах ди аметром более 0,5 мм, суммарн ая площадь которых более 3 % общей площади сопрягаемых поверхностей, не допускаются.
4.4. Валы и оси.
4.4.1. Плены, трещ и ны, вмяти ны в материале валов и осей не допускаются. Исправлять указанные дефекты заваркой запрещается.
4.4.2. Прог и б валов в стати ческом п оложении , предназначенных для работы с част отой вращени я более 500 об/ми н, допускается до 0, 1 мм на 1 м дли ны, но не более 0,2 мм на всю длин у вала. Для валов с частотой вращени я менее 500 об/ми н доп ускается прогиб до 0,15 мм на 1 м дли ны, но не более 0,3 мм на всю дли ну вала.
4.4.3. Если вал и меет прогиб не более 0,016 его дли ны, то он может быть выправ лен в холодн ом состоянии . При б оль шем проги бе вал должен выправляться с подогрев ом.
4.4.4. Допускаются следующ и е отклонени я ва лов и осей:
эксцентр и си тет шее к вала под посадку шестерен и шкивов отн осительн о посадочн ых мест под подши пни ки не более полови ны допуска на ди аметр;
н епараллельность шпоночн ых пазов оси вала 1: 1000.
4.4.5. Смазочные отверстия и каналы в валах и осях должны быть очищены от стружки, грязи и др.
4.4.6. Пр и изготовлении валов и осей в це нт ра х в и х торцах должны быть сделаны цен тровые отверстия в соотве тствии с ГОСТ 14034-7 4. Е сли центровые отве рсти я не допускаются, это должн о быть указан о в че рте же .
4.5. Детали зубчатых и червячных передач
4.5.1. Детал и зубчатых и червячн ых передач должны соответствовать рабочим чертежам и отвечать тре бовани ям ГОСТ 9563-6 0, ГОСТ 141 86-6 9, ГОСТ 13755-81, ГОСТ 13754-8 1, ГОСТ 16202-8 1, ГОСТ 15023-7 6, ГОСТ 19672-74.
4.5.2. Точ н ость и зготовления цилин дрически х зубчатых передач - по ГОСТ 16 43-8 1, конически х зуб чатых п ередач - по СТ СЭВ 186-7 5, червячных передач - по СТ СЭВ 311-76.
Точность из гот овлени я и шероховатость рабочи х пов ерхн остей зубчатых пе редач специальных ред укторов указаны в табл. 15.
4.5.3. В обработа н ных ше стернях и колесах разн ост енность обода и ступи цы не должн а превышать 10 %, в зубчатых колесах разн ост енность обода должн а считаться от впадин зубьев.
4.5.4. Смещение д и ска не должно превышать 0,1 ши ри ны обода, сме щени е ре бра - 50 % его толщи ны, a отклонение от ос евой линии должно составлять н е более ±8°.
4. 5.5 . Допускается зава рка ракови н в стальн ых зубчатых колесах, обн аруженн ых при механи ческой обработке:
у ме х аниз мов подъе ма груза и стре лы от модуля 6 и выше при нали чии от дельн ых расположенн ых на голов ках ракови н н е более чем у 5 % зубьев, диамет ром не более 5 % ши рин ы зуба и глубин ой не более 0,4 его толщины ;
у ме х ани змов пе редви жен ия и п оворота, а также пе редвиж ения грузов ой те ле жки с любы м модулем при н али чии от д ельных расположенн ых по всей в ысоте зуба раковин не более чем у 10 % зубь ев, ди аметром не более 0,8 модуля, глуби ной не более 0,6 толщи ны зуба и общем коли честве и х, не прев ышаю щем 20 % ши ри ны зуба (обода зубчатого колеса).
Не допускается заварка зубьев, если раков и ны расположены на двух или более смежных зубьях.
Таблица 15
|
Тип передачи редуктора |
Окружная скорость, м/с |
Степень точности изготовления |
Шероховатость рабочих поверхностей не ниже |
|||
|
шестерни |
колеса |
|||||
|
до m = 5 |
свыше m = 5 |
до m = 5 |
свыше m = 5 |
|||
|
Цилиндрические |
Св. 12,5 до 20 |
8-7-7-В |
R a 1,2 5 |
R a 2,5 |
R a 2,5 |
R z 20 |
|
Конические |
Св. 10 до 16 |
|||||
|
Цилиндрическ и е |
Св. 8 до 12,5 |
9-8-7-В |
R a 2,5 |
R z 20 |
R z 40 |
|
|
Кон и ческие |
Св. 7 до 10 |
R z 20 |
||||
|
Цил и ндрические |
Св. 5 до 8 |
9-9-7-В |
||||
|
Конические |
Св. 4 до 7 |
|||||
|
Цилиндрические |
До 5 |
10-9-7-В |
R z 20 |
R z 40 |
||
|
Кон и ческие |
До 4 |
|||||
|
Цилиндрическ и е и к онические |
- |
1 0-В |
R z 40 |
|||
4.5.6. Допускается заваривать раков и ны, расположенн ые в отверстиях ступи цы зубчатых колес всех механи змов, ди аметром не более 8 мм, глубиной не более 1/4 толщи ны ступи цы и коли че ством не более двух.
4.5.7. Отклоне ни е обработанн ых после заварки поверхностей зуба от н оми нального профиля не должно превышать 0, 01 модуля.
4.5.8. На принятых ОТК зубчатых колесах или шестернях должно быть поставлено клеймо ОТК.
4.5.9. После пр и емки обработан ные поверхн ости зубчатых колес и шестерен должны быть подвергн уты межопераци онн ой защи те, необработанн ые - окрашены маслостойк ой краской.
4.6. Блоки
4.6.1. Рад и альное би ение профи ля ручья блока, вы точек уплотнения должно быть в пределах половины допуска на соответствующий диаметр.
4.6.2. Торцовое биение выточек уплотнения, ступ и цы и обода допускается в пределах 0,001 измеря емого д иаме тра. Торцовое би ение н еобработан ных ступи цы и обода - в пре де лах допуска на диаметр.
4.6.3. Разность толщ и ны стенки обода блока, измере нная на участке внешних необработанных поверхностей на равных радиусах, должна быть не более 10 % ее толщины.
4.6.4. Отколы по краю проф и ля ручья размером до 8 мм и местные отдельные раковины диаметром не более 8 мм и глуби ной, равн ой 1/ 2 толщин ы стенки , разре шается заваривать с последующей зачисткой.
4.6.5. Проф и ль ручья блока проверяе тся по шаблон у. Допускаемый зазор между шаблон ами и профи лем ручья - н е более 0,5 мм (сни зу или с одн ой сторон ы) для блоков с механической обработкой ручья и не более 1,5 мм для блоков с необработанн ым ручьем, если в чертежах нет дополни тельных указаний.
4.7. Муфты.
4.7.1. Ко н струкция, основн ые параметры и д опусти мые перекосы осей зубчатых муфт должн ы соотв етствовать ГОСТ 5006-5 5.
4.7.2. Соеди н ительн ые упруги е втулочн о-пальцевы е муфты должн ы изготовляться в соответствии с ГОСТ 21424-7 5.
4.7.3. Пр и нали чи и необработанных поверхностей на муфт ах последни е должн ы быть статически отбалансированы. Допусти мый дисбаланс для муфт диаметром до 300 мм - 490 мк· Н· м (50 мк· кгс· м), диаметром свыше 300 мм - 784,5 мк· Н· м (80 мк· кгс·м ).
4.7.4. В зубчатых муфтах допускается перекос осей валов н е более 1°30 ¢ пр и отсутстви и радиальн ого смещения осей. Допусти мое радиальн ое смещени е валов указан о в табл. 16.
Табл и ц a 16
|
Диаметр вала |
Предельное радиальное смещение валов при отсутствии перекоса |
|
От 40 до 50 |
1,2 |
|
Св ы ше 50 до 60 |
1,3 |
|
» 60 до 75 |
2,2 |
|
» 75 до 90 |
2,6 |
|
» 90 до 1 05 |
3 ,1 |
|
» 105 до 140 |
3,6 |
|
» 140 до 160 |
3,9 |
|
» 160 до 180 |
4,8 |
|
» 180 до 220 |
5,2 |
|
» 220 до 280 |
5,7 |
|
» 280 до 380 |
6,7 |
4.7.5. В упругих втулоч н о-пальцевы х муфтах допускается перекос осей валов не более 1° при отсутствии ради ального смещен ия осей. Несоосность соедин яемых муфтой валов при отсутствии их перекоса не должна быть более: для ди аметра вала до 38 мм - 0,2 мм; для диаметра от 40 до 55 мм - 0, 3 мм; от 60 до 90 мм - 0,5 мм; свыше 90 мм - 0,6 мм.
4.8. Фрикционы и тормоза
4.8.1. Ленты фрикц и онов и тормозов должны выгибаться точно по заданному диаметру без перекосов и волнистости .
Тормозная обкладка , при крепленная к ленте, должна при л егать к ней по всей длине и не иметь отставани я от ленты между заклепками .
4.8.2. Тормозная обкладка может состоять и з нескольки х кусков. В этом случае необходи мо, чтобы отдельные куски плотн о при легали друг к другу и были при клепан ы к ленте н е менее чем шестью заклепками.
4.8.3. Головк и заклепок, скрепляющи х ленту с тормозной обкладкой, должн ы быть утоплены н е мене е чем на 1/3 толщины обкладки .
4.8.4. На трущихся поверхностях шк и вов и дисков не допускаются раковин ы, пустоты, зади ры, забоины и тому подобные дефекты.
На трущ и хся поверхностях шкив ов допускается заварка ракови н металлом менее твердым, чем металл данн ого шки ва, с последующей обработкой до указанной в черте же шероховатости .
Диаметр завар и ваемых ракови н - не более 8 мм, глубина - н е более 1/4 толщи ны стенки; их коли чество - не более одной раковины на 200 мм длины окружности, более мелкие ракови ны - в коли честве пяти на всей дли не окружности шки ва.
4.8.5. Рад и альное биение рабочей поверхности шкивов относи тельно оси вала допускается не более 0,15 мм, если в чертежах нет ин ых требований .
4.8.6. Качество тормозной ленты долж н о отвечать следующи м требованиям:
поверх н ость ленты должна быть ровн ая, без вспучин, трещин и разлохмачен ных мест;
толщ ин а ленты может иметь от клон ен ие ±0,5 мм;
лента долж н а быть пропи тана равномерно, края ее должны быть закатаны или ровно срезан ы.
4.9. Детали опорно-поворотных устройств.
4.9. 1. На п оверхн остях качени я деталей опорно-поворотных устройств не допускаются ракови ны, трещи ны, н асли тины , шлаковые включения и други е дефекты.
4.9.2. На остальных поверхностях деталей дефекты не должны превышать вел и чи н, указанных в п. 2.4.8. настоящего стандарта.
4.9.3. Исправлен и е дефектов должно прои зводиться в соответствии с требовани ями пп . 2.4.10- 2.4.14 и 2.5.4.- 2.5.6 настоящего стандарта.
4.9.4. Твердость по в ерхностей кач ения должна соотв етствов ать в ели чи нам, указанн ым в чертежах. Требуемая твердост ь должна дости гаться с помощью термообработки поверхностей качен ия и ли их н агартовки .
На г арт овк а должна прои зводи ться шарами или роликами тех же размеров, что и у устан авли ваемых в опорно-поворотное устрой ст во.
4.10. Детали пневмосистемы и гидросистемы.
4.10.1. В деталях пн евм о- и ги дроси стемы, изготовленных из отливок, дефекты ли тья (трещины, н если ти ны, раковины и тому подобные) не допускаются.
4.10.2. В деталях пн евмо- и ги дроси стемы, изготовленных из поковок, трещин ы, плен ы, ри ски , вмятины и другие механически е повреждения н е допускаются.
4.10.3. Резьба на деталях пневмо- и гидросистемы должна быть чистой и не и меть заусенцев, сорванных ни ток, вмятин и други х дефектов.
4.10.4. Оваль н ость, конусность и бочк ообразн ость рабочих поверхностей ци ли ндров, золотни ковых коробок, коробок управлени я и тому подобного н е должны превышать половины поля допуска на соответствующи й размер.
4.10.5. Арматура пневмо- и гидросистемы для предохранени я от коррози и должн а и меть защи тное покрытие.
4.10.6. Трущи е ся поверхности деталей пн евмо- и гидросистемы должны быть изн осостойки ми и к оррози онн остойки ми .
4.10.7. Внутре н ние поверхности трубопроводов, деталей пневмо- и ги дроси стемы, рабочие каналы должн ы быть очищены от ржавчин ы, окали ны, стружки , песка, земли и т.п.
4.11. Пружины
4. 11 .1. Вин товые пружин ы сжати я и растяжени я из стали к ругл ого сечени я должны соотв етст вовать рабочи м чертежам и отвечать требовани ям ГОСТ 161 18-7 0, ГОСТ 13764-6 8, ГОСТ 13765-6 8, ГОСТ 13 766-6 8-13 776- 68.
4.12. Крюки
4.12.1. Крюк и должн ы изгот овляться в соответстви и с требовани ями ГОСТ 2105-75 и з стали 20 по ГОСТ 1050-7 4. Допу ск ается изготов лени е крюков и з стали 20Г.
Пласти н чатые крюки могут и зготовляться и з стали марки ВСт3сп5 по ГОСТ 380-7 1.
4.1 2.2. Марка стали , предназ наченная для изготовлени я крюка, должна быть подтверждена серти фи катом предпри яти я - и зготови теля металла.
4.12.3. Размеры и масса крюков должны соответствовать чертежам, а также ГОСТ 6627-74 и ГОСТ 6628-73.
4 .1 2.4. Показатели механи чески х свойств крюков и требовани я, предъявляемые к поковкам крюков, должны соответствовать ГОСТ 2105-75.
4.12.5. Изготовлять крюк и с при мен ени ем сварки не следует.
4.12.6. Поверхность крюка долж н а быть чистая. Заусен цы, плены, подсечки, острые углы, волосови ны, трещины, закаты, а также подрезы на обработанной хвостовой части крюка не допускаются. Разрешается зачи стка местн ых дефектов без снижения прочности крюка. Заварка и ли заделка дефектов крюка запрещается.
4. 1 2.7. Резьба крюка должн а быть чи стой, без заусенцев, сорванных ни ток и вмяти н.
4.12.8. Для проверки меха ни чески х свойств металла крюков последн ие должны и зготовляться с припуском в хвостовой части , необходимым для изготовления образцов. Количество образцов и методы и х испытаний устанавливаются ГОСТ 2105-75.
4.12.9. Каждый пр и нятый ОТК крюк долже н и меть маркировку с указани ем н омера крюка по стандарту, его материала и н омера плавки, н аименования предпри ятия-поставщика, даты и зготовлени я. В паспорте и зделия даются сертифи кат поковки , результат ы проверок и испытани й на прочн ость.
4.13. Канаты.
4.13.1. Применяемые для грузоподъем н ых машин канаты, указанные в чертежах, должны и меть серти фикат пре дприятия-и зготовит еля. При отсутстви и серти фи ката канат подвергают и спытаниям в объеме, предусмотренном ГОСТ 3241-80, и по и х результатам составляют сертификат.
4.13.2. Пр и недостаточной длине кан ата надставлять его не разрешается.
4.14. Резиновые уплотнения и манжеты.
4.14.1. Рез ин овые уплотнени я, ман жеты и и х установка должн ы соответствовать ГОСТ 6969-5 4, ГОСТ 8752-7 9, ГОСТ 14896-7 4, ГОСТ 6678-7 2, ГОСТ 9833-7 3, ГОСТ 18829-7 3.
4.14.2. Манже т ы, кольца и уплотнен ия должн ы изготовлят ься из маслостойк ой и морозостойкой рези ны, обеспечи вающей работу узла уплотнения в и нтерв але температ ур от 353 К (+ 80 °С) до 233 К (-4 0 °С).
4.14.3. По в ерхность манжет и уплотнени й должна быть гладкой, без заусенцев, н е и меть включений, пузыре й и други х и зъянов . На н ерабочи х поверхностях и здели й допускаются: углублени я и возвышени я (н е боле е трех), н е превышающие 0,5 мм на 100 мм длин ы по пери метру; следы недопрессовки площадью не более 0,25 см2.
Допускаются незнач ит ельные следы от обрезки вып рессовок в пределах установ ленн ых допусков на размеры.
4.14.4. Раз н остенн ость манжет должна быть в пределах допусков на толщи ну.
4.14.5. Откло н ени е от геометри ческой формы сечени я колец (смещени е по плоскости разъема пресс-формы, овальность и др.) не должно выходи ть за пределы допускаемых отклонений по диаметру сечен ия кольц а и превышать 0,15 мм.
4.14.6. Упакова н ные и н еупакованные манжеты, кольца и уплотнен ия должн ы хран иться при температуре от 273 К (0 °С) до 298 К (+25 ° С). Услови я хране ния должны и сключать возможность механи ческого поврежден ия манжет, колец и уплотнени й. Манжеты, кольца и уплотн ения должны быть защи щен ы от действи я п рямых солнечн ых лучей.
4.14.7. Не до п ускается хранени е ман жет, колец и уплотн ений на расстояни и мен ее 1 м от печей и други х нагревательн ых при боров, а также в одном помещении с органи чески ми раствори телями , ки слотами , щелочами , смазочн ыми матери алами и други ми веществами , которые могут разрушить рези ну.
4.15. Сборка механизмов. Общие требования
4. 1 5.1. На сборку сборочных едини ц и механи змов должн ы поступать детали, прошедши е при емку и и меющи е клеймо ОТК.
Номе н клатура деталей, подлежащи х клеймени ю, устанавли вается предпри ятие м-и зготови телем.
4.15.2. Сборка сбороч н ых едини ц должна п рои зводиться в полн ом соответствии с утвержден ной на предпри яти и-изготовителе технологической документаци ей.
4.15.3. Все острые углы в деталях, кроме оговоренных особо, перед сборкой сле д ует при тупить, заусенцы зачисти ть.
4.15.4. Все вращающиеся сборочные единицы и детал и должны проворачи ваться на своих опорах без заедания, при равномерном при ложени и уси ли й. Быстро вращающи еся детали и сборочные еди ни цы не должны вызывать недопусти мых вибраци й и з-за неуравновешенности вращающи хся масс.
Нормы и допуски ди сбаланса указываются в рабочих чертежах. Методы контроля должны быть указаны в технологи ческой документации .
4.15.5. Ручная пр и гонка при сборке посад очных мест и прочи х соединений деталей друг с другом допускается в отдельных случаях с разрешени я ОТК .
Пр и гонка деталей шли цевы х соеди нени й не допускается.
4.15.6. Монтируемые на раме механ и змов сборочные еди ницы можн о установи ть не более чем на двух регули ровочн ых прокладках в одном месте. После выверки сборочных едини ц прокладки должны быть сварены между собой и при варен ы к раме.
4.15.7. Редукторы, дв и гатели , опоры и тому подобное после установки и выверки должны быть н адежно закреплен ы во и збежани е перемещения.
4.15.8. Пр и установке регули руемых подши пни ков скольжени я должна быть предусмотрена возможность последующей подтяжки при очередном ремонте.
4.15.9. На деталях после сборк и не должно быть следов от ударов молотком, забоин, засечек и пр.
4.15.10. При сборке смазочные каналы должны быть оч и щены и заполнены смазкой согласно таблицам и схемам смазки конструкторской документации н а конкретн ую машин у.
4.15. 11 . После окончани я сборки сборочных еди ниц запрещается сверлени е отверсти й, при котором стружка может попасть в полости масляных ванн .
4.15.12. Головки в ин тов и болтов, устан авли ваемых впотай , не должны выступать и з гнезд.
4.15.13. Отклонен и я от перпендикулярности осей шпилек и бол тов к опорным плоскостям - по ГОСТ 1759.1-8 2.
4.15 .1 4. Все болтовые соединения должны быть гаранти рован ы от самоотвин чи вания способами, указанн ыми в чертежах .
4. 15.15 . Установка косых шайб под головки болтов должна обеспечи вать их прави льное положени е.
По л оже ние косой шай бы на пол ках швелле ра и ли двутавров ой балки должн о обеспечи ть параллельн ость плоскости шайбы с н аружной поверхн остью полки .
4.15.16. Пр и затя ги вании болтов, вин тов и тому подобного должно быть обеспечен о равномерное натяжени е всех крепежн ых деталей. Не допускается перетяжка болтов, шпи лек и прочего, для этого н еобходимо при сборке пользоваться только нормальн ым, предусмотренным для ни х и нструментом. Категори чески запрещается пользоваться при затяжке гаек зуби лом и другими средствами , которые могут и спорти ть крепежные детали.
4.15.17. Ко н трольные штифты должны выступать над поверхностью детали не более чем на 1/3 ди аметра.
4.15.18. Концы винтов , болтов и шпи лек должн ы выступать над гайкой: для резьбы до М 24 - не более чем на 5 мм, свыше М24 - н е более чем н а 10 мм.
4.16. Сборка редукторов и коробок передач
4.16.1. Редукторы об щ его н азн ачения должны соответствовать рабочим чертежам и отвечать требованиям ГОСТ 16162- 78, ТУ 2 -056-1 83-7 9, ГОСТ 20758-7 5, ГОСТ 213 51-7 5, ГОСТ 21426-7 5, ГОСТ 21435-7 5.
4.16.2. Специальные редукторы должны соответствовать рабоч и м чертежам и отвечать требованиям настоящего стандарт а.
4.16.3. Окрашенные внутре н ни е поверхн ости корпуса и н еобработанн ые поверхности литых деталей должны быть просушены перед сборкой.
4.16.4. Редукторы и коробки передач следует соби рать таки м образом, чтобы были выдержаны все осн овн ые параметры, зазоры и други е указани я чертежей.
4.16.5. Вел и чин а бокового зазора в зубчатом зацеплении кон троли руется в соответствии с технологической документаци ей предприятия-и зготовителя .
4.166. Пятно контакта должно проверяться по краске или друг и ми средствами контроля согласно ГОСТ 1643-81 , СТ СЭВ 186-7 5 и СТ СЭВ 311-7 6.
4.16.7. Переключен и е подвижных шестерен должно прои сходить свободно, при равномерном уси лии.
4.16.8. Механ и зм переключения должен обеспечивать четкую фи ксацию шестерен в заданном положении .
4.16.9. Торцовое несовпадение находящ и хся в зацеплении шес т ерен в зафи кси рованном положен ии допускается не более 5 % от ши ри ны венца для шестерен ши ри ной до 30 мм и не боле е 3 % дл я шестерен ши ри ной более 30 мм.
4.16.10. Для обеспечения герметичност и места разъема редукторов перед сборкой смазывают тонки м слоем жи дкого стекла или спи ртовым лаком (напри мер, шеллаком).
Допускается примене н ие други х методов уплотнени я, обесп ечи вающи х гермети чность и не при водящих к склеиванию мета лла.
Пр и менять для уплотнени я разъема прокладки запрещается.
4.16.11. Собра н ный редуктор предъявляют ОТК для проверки качест ва сборки и получени я разрешени я на обкатку и при работку.
4.17. Монтаж подшипников качения
4.17.1. Посадка подшипн и ков на вал или в корпус при малом натяге ( j s 6, h 6 , q 6, J s 7, H 7, G 7) рекомендуется запрессовкой в холодном виде на прессе.
При большом натяге ( n 6 , m 6, k 6) посадку кольца подшипн и ка на вал рекомендуется производить с предварительным н агревом кольца и ли всего подшипника до те мпературы 358- 363 К (80-9 0 ° С) в масле или другим методом, исключающим при мен ение открытого огн я и обеспечи вающим равн омерный нагрев.
Пр и посадке подшипни ков на вал или в корпус передачу уси ли я запрессовки необходи мо прои зводить с помощью оправки или медной выколотки только через то кольцо, которое монти руется с натягом.
В случае установки подшипника на вал в корпус с натягом следует применять спец и альную оправку, которая должн а одн овременно упираться в торцы обоих колец подши пника.
4.17.2. Подшипн и ки при установке должны быть обращены к упору н ек лейменн ой стороной.
4.17.3. Ко ни ческие роликоподши пни ки и упорные шари коподши пни ки должны быть отрегулирован ы до дости жени я осевых зазоров, указанных в табл. 17.
4. 1 7.4. После монтажа подши пни ки проверяют на легкость вращени я провертывани ем вала и ли корпуса (блока, барабана) от руки , при этом в подшипниках не должно быть заметного торможения, они должны легко и плат но вращаться.
4.17.5. Все подшипники качен и я после монтажа кроме раб отающи х в маслян ой ванне, необход имо смазать консистентной смазкой согласн о таблицам и схемам смазки конструкторской документ ации на конкретн ую маши ну.
Табл и ца 17
|
Диаметр отверстия подшипника |
Осевой зазор |
|
До 30 |
0,02 -0 ,08 |
|
Свыше 30 до 50 |
0,04 -0 ,11 |
|
» 50 до 80 |
0,06 -0 ,14 |
|
» 80 до 120 |
0,08 -0 ,17 |
|
» 120 до 180 |
0, 11-0 ,22 |
|
» 180 до 260 |
0,15 -0 ,30 |
|
» 2 6 0 д о 360 |
0,20 -0 ,35 |
|
» 360 мм |
0,30 -0 ,45 |
Смазкой за п олн яют н е более 2 /3 всего свободного пространств а корпуса подши пни ка.
4.18. Сборка тормозов
4.18.1. Все детал и тормоза должн ы свободно вращаться в шарн ирах. Заедани я в шарни рных соеди нени ях тормозной си стемы не доп ускаются.
4.18.2. Тормозная лента должна пр и легать к шки ву не мен ее чем 75 % всей поверхности трен ия.
4. 1 8.3. Зазор ме жду рабочи ми поверхностями тормоза в раз омкн утом состояни и для колодочных тормозов должен быть не менее 2 мм. Для лен точн ых допускается увеличенный заз ор п ри обеспечении работоспособн ости тормоза.
4.18.4. До п устимая неп араллельность колодок к оси шкива н е боле е 1: 300.
4.19. Сборка грузовых и стреловых лебедок
4.19.1. Сборка лебедок: у с тан ов ка редукторов, дви гателей, тормоз ов и други х сборочн ых един иц должн а удовлетворять требовани ям, из ложен ным в подразделе 4.15 наст оящего стан дарта.
4.19.2. У собран н ых лебедок должн ы быть выдержан ы параметры, размеры и соблюдены техни ческие требован ия, указан ные в че ртежах.
4.19.3. Собра нн ые лебедки предъявляют ОТК дл я проверки качества сборки и получения разрешени я на обкатку и и спытани я.
4.20. Сборка механизма поворота
4.20.1. Ус т ановка ред уктора, двигателя, тормоза и других сборочн ых еди ни ц механи зма поворота должн а удовлетворять требованиям, и зложенн ым в подразделе 4.15 настоящего стандарта.
4.20.2. У собра н ного механи зма п оворота должны быть вы держаны параметры, размеры и соблюдены техни чески е требовани я, указан ные в чертежах.
4.20.3. Регул и ровка тормоза механи зма поворота должна обеспечи ть плавное торможени е. Резкое торможени е н е допускается.
4.20.4. Собранны й ме хани зм поворота предъявляют ОТК для проверки качества сборки и получения разрешения на обкатку.
4.21. Сборка и регулировка приборов безопасности
4.21.1. Сборка пр и боров безопасности должна обеспечи ть легкое, без заеданий перемещени е всех звеньев и х механи змов.
4.21.2. Огра ни чит ель грузоподъемн ости должен регули роваться на предприя ти и-из готовит еле.
Пр и поставке маши н потреби телю разобранными на составные части и для смен ных видов рабочего оборудовани я допускается окон чательную регули ровку проводить на месте монтажа маши ны.
Регулировка огр а ни чи теля грузоподъемности должна обеспечи вать его срабатывани е при нагрузках, превышающи х номи нальные на 10 %.
Огра н ичитель грузоподъемности сле дует регулировать только после окон чательного и спытани я машин ы.
4.21.3. Пруж ин ы в конструкции ограни чи теля не должн ы давать остаточных деформаци й в результате действи я н агрузки , превышающей номи на ль ную на 10 %.
4.21.4. Регул и ровка ограни чи телей высоты подъема, глуби ны оп ускани я, вылета, поворота должн а обеспечивать высоту подъема и глубин у опускани я грузозахватного органа в заданных пределах, его вылет и при необходимости ограни чи вать поворот крана в пределах определенного угла.
4.21.5. Допол ни тельн ые требовани я, предъявляемые к ограни чи телям высоты подъема и глубины опускани я грузозахватн ого органа, вылета и поворота, должн ы быть указаны в конструкторской документации н а кон кретную маши ну.
4.22. Сборка крюковых подвесок
4 .22.1. Крюковые подв ески должны быть собраны в соответ ствии с требован иями подраздела 4.15 настоящего стандарта.
4.22.2. Собран н ые крюковые подвески предъявляют ОТК для проверки качества сборки и получени я разрешени я на и спытания.
4.23. Сборка пневматической системы
4.23.1. Собранная пневмат и ческая си стема должна отвечать требованиям ГОСТ 18460-8 1.
4.23.2. Пр и монтаже ци ли ндров необх одимо выдержать параллельн ость оси ци ли ндра к направляющим движени я рабочего органа.
4.23.3. При мо н таже трубопровода необходимо предусматривать уклон для стока конденсата. Следует избегать «воздушн ых мешков», где может скопи ться кон ден сат. Трубы к ци ли ндру должны при соеди няться снизу.
4.24. Сборка гидравлической системы
4.24.1. Собранная гидравлическая с и стема должна отвечать требован иям ГОСТ 17411-8 1.
4.24.2. Кромк и под шари ковые клапаны в сборочных единицах ги дроси стемы перед сборкой должны быть развальцованы (каждая своим шари ком).
4.24.3. Н есоосн ость внутренни х поверхностей ги дроцилинд ров и направляющи х букс штоков не должна превышать 0,05 мм.
4.24.4. Рабочая ж и дкость, предназначен ная для зали вки в ги дроси стему, должна находи ться в и нве нтарн ой опломбированн ой таре и снабже на пасп ортом и серти фи катом. Если такая рабочая жи дкость отсутствует, в гидросистему разрешается зали вать паспорти зи рованную рабочую жидкость из общ ей тары с предвари тельной проверкой ее на соответстви е ст андарту и фи льтраци ей .
5. ЭЛЕКТРООБОРУДОВАНИЕ
5.1 . Электрооборудование должно монти роваться в точном соответствии с элек тросхемами, Прави лами устройства электроустановок (утверждены технически м управлени ем М ЭС и государств енной инспекцией по промэн ергети ке и электронадзору МЭС 2 и юля 1956 г.) и Прав илами устройства и безопасной эксплуатации грузоподъемных кранов Госгортехн адзора.
5.2. Характер и сти ки электродви гателей, пу ск орегули рующ ей аппаратуры, конечн ых выключателей и прочего электрооборудования должны соотв етствовать характеристикам, указанным в специ фикации электросхем.
5.3. Механ и змы и аппараты управлен ия должн ы быть выполнены и устан овлены так, чтобы направление движения рукояток, маховиков или рычагов соответствовало н аправлению вызываемых ими движений.
Направле н ие движения рукояток, маховиков или рычагов должно быть обозн ачено на аппаратах.
5.4. Размещен и е электрооборудования должно обеспечивать удобство обслужи вания, ремонта и монтажа.
5.5. Все аппараты управлен и я и контакторы должны и меть надписи с обозначени ем их в при нципи альной и монтажной э лектрических схемах.
5.6. Все части электрооборудования, не находящиеся под н апряжением, но которые могут оказаться под напряжением вследстви е неи справности и золяции , должны быть заземлены в соответствии с требованиями Правил устройства электроустановок.
5.7. Металлические корпуса выносных аппаратов управлен и я должны заземляться не менее чем двумя проводниками.
5.8. Открытые то к оведущи е части электрооборудован ия должны быть ограждены.
5.9. Эле к троот опительны е приборы, устанавли ваемые в кабине грузоподъемной маши ны, должн ы быть безопасны в пожарн ом отношении , а их т оковедущи е части ограждены.
5.10. Грузоподъемные машины, управле н ие которыми осуществляется и з каби н и ли с пульта управлени я (при ди станционном управлении ), должны быть снабжены звуковым си гнальным при бором, хорошо слыш имым в местах подъема и опускани я груза.
Электр и ческие сигнальные приборы на грузоподъемных маши нах с электрически м приводом при отключении электрооборудовани я грузоподъемной машины должны оставаться включенными.
5. 11 . В кабинах допускается открытая прокладка защищенных проводов. При менять дерев янны е рейки для крепления прибо ров запрещается.
5.12. Пр и креплени и металли чески ми скобам и, хомутами и бандажами проводов, собранн ых в жгуты и обмотанных смолян ой или кип ерн ой лентой, пропи танной лаком, необходимо п рименять прокладки, кот орые должн ы вы ступать за края крепежных деталей на 1- 2 мм.
5.13. Неразъемн ые соеди нения проводов должны выполн яться пайкой, свинчи ванием и ли прессовани ем, разъемные (монтажные) соеди нения - в сое дини тельных и к леммны х коробках и ли с помощью шт епсельных разъемов.
5.14. Все короба для электроаппаратуры должны быть покра ш ены снаружи и внутри .
5.15. Пр и монтаже проводов в газовых трубах должны соблюдаться сле дующи е условия:
трубы должны бы т ь очищены от окали ны, ржавчины, заусен цев;
и зги бы труб должны выполняться с учетом места их прокладки, при этом ради усы и згиба не должны быть менее 5- 7 ди амет ров трубы;
открытые концы труб, а также вводы труб в аппараты , коробки и т ому подобное должны быть ок он цованы ок онц евателями;
пр и прокладке проводов н еобходи мо и збегать попадания в т рубы пыли , грязи и влаги.
5.16. Сращи в ать провода в трубах н е разрешается.
5.17. Трубы с проводам и должны крепи ться к сборочным едини цам крана скобами , хомутами и тому п одобн ым. Приварка т руб, кроме случаев, указан ных в чертежах, запрещается.
5.18. Провода и кабел и должны присоеди няться к аппарат ам, при борам и установочной арматуре с помощью наконечник ов и ли специ альных зажимов.
Однож и льн ые провода сечени ем до 10 мм2 и многожи льные сечени ем до 2,5 мм2 могут при соеди няться без наконечников; при этом концы многожильных проводов должны быть пропаян ы или с прессованы.
Т и пы проводов и кабелей для грузоподъемного оборудовани я и способы и х подсоеди нения должны быть указаны в конструкторской документации.
5.19. Пайка и лужен и е концов провод ов должны прои зводиться при поем с содержанием олова не ниже 30 %.
Применять кислоты в качестве флюса пр и пайке пров одов не допускается.
5.20. Разделанные и опаянные кон цы проводов должн ы быть ок онц ованы поливини лхлори дны ми или поли эти леновыми трубками длиной не менее 30 мм.
5.21. Все концы проводов должны иметь отчетливую и проч н ую марки ровку в соответствии с монтажн ой электросхемой. Маркировка должна наноситься несмывающимися черни лами или электрографи ческим способом.
5.22. Перед монтажом электрооборудование долж н о быть проверено внешним осмотром с целью выявлени я внешних повреждени й, а также на сопроти влени е и золяции.
6. ЗАЩИТНЫЕ ПОКРЫТИЯ
6. 1. Защи та изготовленных маши н, сборочных един иц и деталей от коррозии после окончательной при емки ОТК должна прои зводи ться нанесением на их поверхность различных видов покрыти й; лакокрасочных или металлически х и неметал ли ческих (неоргани ческих).
Указанной защ и ты не требуют механи чески обработанн ые д етали , работаю щи е в масляной ванне и ли среде кон систентных смазок.
6.2. Лакокрасочны е покрыти я должн ы отвечать требовани ям ГОСТ 9.032-74, ГОСТ 9.074-7 7, ГОСТ 9.104-79.
Класс покрыт и й и обозн ачени е условий эксплуатации для разли чных поверхн остей указаны в табл. 18.
6.3. Подготовка металл и чески х поверхностей перед окраши вани ем по ГОСТ 9.402-80, а также нан есение лакокрасочных покрыти й должны вести сь в соответствии с техн ологи ческой документаци ей, разработанной предприятием-изготови телем.
6.4. Основ н ыми операци ями техн ологического процесса получени я лакокрасочного покрытия являются: подготовка поверхности ; грунтование; местн о шпатлевание; окраши вание.
Примечание . Для наружн ых поверхн остей сборочн ых еди ни ц, изготовляемых по коопераци и, допускается произ водить подготовку поверхн ост и и грунтовани е н а предпри ятии-и зготовителе сборочн ых едини ц, а окраши вани е на предприятии -изготовителе грузоподъемных машин в соответ стви и с чертежом окраски .
6.5. Работы по на н есени ю лакокрасочных покрыти й должны проводитьс я в специ альных помещениях с хорошей венти ляцией при температуре 283-2 98 К (10-2 5°) и относи тельн ой в лажности не выше 70 %.
Таблица 18
|
Характеристика поверхности |
Класс покрытия по ГОСТ 9.032-74 |
Обозначение условий эксплуатации по ГОСТ 9.032-74 и ГОСТ 9.104-79 |
|
Наруж ные пове рхн ости грузопод ъе мн ых машин , кроме башен ных к ран ов |
VI |
У 1 |
|
Н аружные поверхн ости башен ных к ран ов |
VII |
У1 |
|
Н аружн ые поверхн ости лебедок, коробок и други х механи змов |
VI , VII |
У1, У 2 |
|
Внутрен ни е пове рхности кабин , находящиеся в поле зрен ия маши ни ста |
V |
У 2 |
|
В н утренни е по верхн ости масляных ван н и не обработан ны е пове рхн ости де талей, работающи х в ни х |
VII |
6/1 |
|
Поверх н ости бензот ары (бензо баков и других резервуаров для нефт епродуктов ) |
VII |
6/2 |
|
Пов е рхн ости деталей и сборочн ых едини ц, подвергающи хся нагреву |
VII |
8 |
|
По ве рхн ости электроаппаратуры и токоп ров одящи х частей |
VII |
9 |
6. 6 . Поверхности, на которые наносят лакокрасочные покрытия, должн ы быть сухие, очищенные от ржавчи ны, окалины, при гаров, формовочной земли , наплывов металла, сварочных б рыз г, заусенц ев, масел, грязи и тщате льно обезжи рен ы.
Поверхност и должны зачи щаться механически м способом: металлически м песком крупность ю зерен 0,3-0 ,8 мм или путе м дробестр уйной обработки дробью ди аметром н е более 1 мм .
В и сключи тельных случаях для очи стки поверхностей допускается при менять металли ческие щетки .
Обезж и ри вани е должно прои зводить ся ветошью, смоченной бензи ном-растворителем для лакокрасочной промышленн ости (уайт-спи ри том) по ГОСТ 3134-7 8.
Пр и использовании в процессе нанесения лакокрасочных покрыти й п реобразователей ржавчины окрашиваемые поверхности можн о не очищать от ржавчины (кроме пластовой и рыхлой). В этом случае нанесение покрытий должно вестись в соответствии с требовани ями п. 6.4 настоящего стандарта.
6.7. В качестве рекомендуемых могут п рименяться:
грунтовк и -преобразователи ржавчины ВА-01 ГИ СИ по ТУ 81-05-121-7 1 и ВА-011 2 по ТУ 6-10-1234-7 2;
преобразователь ржавч и ны № 3.
6.8. Грунтовка должна нанос и ться на заранее подготовлен ные поверхности и не позднее чем через 10 ч после окончания процесса очистки.
Слой грунтовк и должен быть сплошным, ровным и иметь толщину 0,01-0 ,02 мм.
6.9. Дл я грун товани я поверхностей рекомендуется применять следующи е грунтовки:
для металлов и дерева - ФЛ-03- К , ФЛ-03-КК , ФЛ-01 3 ГОСТ 9109-81, ГФ-021 ГОСТ 25129-82, ГФ-011 9 ТУ 6-10-13 99-7 7;
для алюмин и я и дю ралюмини я - ФЛ-03-Ж ГОСТ 9109- 81 и К Ф-030 ТУ 6-10 -698-7 4;
для емкостей под хране ни е горючего и масел - грунт бен зостойкий М Л-029 ТУ 6-10-784-7 7.
6.10. Перед окраш и ванием для устранения дефектов и неровн остей на сухи е загрунтованные поверхн ости с целью придан ия и здели ям лучшего внешн его вида наносят шпатлевку, толщи на слоя которой не должна превышать 1,5 мм. Применять шпатлевку для выравнив ани я больших завалов и углублений не допускается.
6.11. Для шпатлеван и я поверхностей рекомендуется при менять шпатлевку ПФ-002 ГОСТ 10277-7 6.
6.12. Окрашивание покрывным и материалами наружных и внутренни х поверхностей маши н, механи змов, сборочных едини ц и деталей должно вести сь согласно чертежу окраски, в два слоя.
Лакокрасочные покрыт и я должны быть одн отонн ыми , наноси ться ровным слоем и не иметь подтеков, трещи н, пузырей, оспи н, отслоени й, шелушений . Класс покрытия - по ГОСТ 9.032-74.
Толщ и на покрытия должна быть 0,04-0 ,08 мм.
6.13. Для окраш и ван ия наружных поверхностей рекомендуются следующи е атм осферостойки е краски :
п ен таф талевы е эмали различного цвета ПФ-1 33 ГОСТ 926-8 2 и ПФ-11 5 ГОСТ 6465-7 6;
масляные эмали МС 160 ГОСТ 12034 -7 7;
ни троц еллю лозны е Н Ц 11 ГОСТ 9198-7 6.
6.14. Внутре н ни е поверхности маслян ых ванн (редукторов, коробок скоростей и т.п.) должны окрашиваться эмалями: НЦ-132К красной ГОСТ 6631-7 4 и ли НЦ-51 23 красно-коричн ев ой ГОСТ 7462-7 3.
6.15. Бе н зотара (бензобаки и другие резервуары для нефтепродуктов) должна окраши ваться бензостойк ой эмалью М Л-629 ТУ 6-10-783-7 7.
6.16. Поверх н ости, под верженн ые в процессе экс плуатации нагреву, должны окрашиваться термостойкой эмалью КО 813 ГОСТ 11 066-7 4 в два слоя без грунта.
6.17. Восстановление повреждени й окраски электроаппаратуры, ее оголен ных ток оп роводящи х частей, а также окрашивани е поверхностей с целью проти вокоррозионной заши ты и придан ия ей диэлектри ческих свойств выполняются эмалью ГФ-927 ТУ 6-10-662-7 5.
6.18. Точки смазки, сл и вные пробки, крюки и крюковые подвески и тому подобное должны быть окрашен ы в яркие цвета, отли чающиес я от цвета издели я.
6.19. Поверхности деревя н ных деталей необходи мо окрашивать теми же красками , что и н аружные поверхности металли ческих изделий.
6.20. Поверх н ости, н едоступные для окрашивания после сборки должны быть окончательно окрашен ы до нее.
6.21. Рабоч и е и транспортные механ измы, окрашив ание которых должно предохранить и х от коррозии только на период транспорти рования и хранен ия, должны ок раши ва тьс я лаком БТ-577 по ГОСТ 5631-7 9 в два слоя без грунтовани я (срок хранени я один год) или п ен тафталевой эмалью ПФ-133 черного цвета по ГОСТ 926-8 2 в один слой по одн ому слою грунтовки (срок хранения полтора года).
6.22. Кроме рекомендуемых настоящим стандартом лакокрасочных матер и алов, могут при меняться и другие по ГОСТ 9.074-7 7, обеспечи вающи е надежность покрытий, их качество, вн ешни й ви д и ат мосферост ойк ост ь.
6.23. Покрытия металл и ческие и неметалличес кие (неорганические) должны отвечать требованиям ГОСТ 9.073-7 7, ГОСТ 14007-6 8, ГОСТ 14623-6 9.
6.24. Подготовка поверхностей и нанесение металлических и неметаллических (неорганических) покрыти й должны вестись в соответствии с технологической документаци ей, разработанной предприятием-изготовителем.
6.25. В качестве защитных покрытий для стальных деталей рекомендуются цинкование, кадмирован и е и хромирование.
6.26. В качестве защитно-декоративного покрытия рекомендуется хромирование или покрытие медь + ни кель + хром с полировкой подслоев.
6.27. В качестве защитно-декорати в ного покрытия для деталей, изготовляемых из меди и медных сплавов, рекомендуется никелировани е или покрытие ни кель + хром.
6.28. В качестве защитного покрытия для деталей, изготовленных из алюминия и алюминиевых с п лавов, рекомендуется аноди рование.
6.29. Шероховатость поверхностей деталей, на которые наносят гальван и ческие защи тные покрытия, должна быть: для твердого хромирования - не ниже класса R z 40; для кадмирова н ия и цинкования деталей, имеющих механическую обработку, - класса R z 20; для штампованных и л и тых деталей, н е подвергающихся механической обработке, - допускается в состояни и поставки, но не н иже класса R z 320; для защитно-декоративного класса - R a 1,25 по ГОСТ 2789-73.
6.30. Толщина и вид покрытия должны указываться на чертеже детали.
6.31. Гальван и ческие покрытия должны удовлетворять следующи м требованиям: быть ровными и гладкими; иметь оди наковую толщи ну; прочно сцепляться с поверхностью металла, на которую они н аносятся; не иметь механи чески х повреждени й.
Не до п ускается наличие на покрытии пузырей, пятен, отслоени й, пори стости и губчатости .
6.32. Не допускается наносить гальванические покрытия на детали и сборочные един и цы, имеющие каналы, из которых невозможно удалить электролит.
6.33. Калибровка резьб болтов и гаек после нанесения гальван и ческих покрытий не допускается.
7. НАДЕЖНОСТЬ
7.1. Срок и службы или ресурс маши н до первого капитальн ого ремонта и ли до полного и зноса маши н, не подлежащих капи тальному ремонту, при условии соблюдения потребителем требовани й эксплуатаци онн ой документации, должны быть не менее устан овлен ных государственными стандартами, или , при и х отсутств ии, техн ическими услови ями на кон кретную маши ну.
8. ДОКУМЕНТАЦИЯ
8.1. Предприят и е-изготовитель должн о одновременно с постав кой машины направлять комп лект эксплуатаци онной документации в соответствии с ГОСТ 2.601-6 8 и товаросопроводительную документацию.
Документац и я маши н, на которые распростран яются правила Г осгорт ехн адзора, должна быть оформлен а в соответствии с эти ми правилами .
На предприяти и -изготови теле машины должны храниться в се исходные документы, необходимые для составления дубли ката формуляра и ли п аспорта.
Перечень эксплуатацио нн ой документации , направляемой с конкретн ой машин ой, должен указываться в техни чески х услови ях на эту машину.
8.2. Упаковка докуме н таци и, направляемой вместе с машин ой, д олжна обеспечивать полную ее сохранность в о время перевозки любым ви дом тра нспорта.
9. МАРКИРОВКА
9. 1 . На каждой изготовлен ной маши не на видном месте должна быть укреплен а и зготовленная в соответствии с требовани ями ГОСТ 12969-67 - ГОСТ 12971-67 металлическая табли чка, защи щенн ая от коррози и, с указанием:
наименован и я или товарного знака предпри ятия-изготовителя ;
модел и маши ны, ее грузоподъемности и ли тягового усилия;
порядкового номера по с и стеме нумерации предприятия-и згот ови теля;
года и месяца в ыпуска;
обозначения стандарта на техническ и е требования и ли технических услови й;
государстве н ного Знака качества, если он присвоен маши не (допускается марки ровать государствен ный Знак качества отдельн о).
Табл и чка может дополняться и други ми данными , которые должны быть оговорены в технических услови ях на конкретную машину.
9.2. У стреловых, башенных , козловых, портальных кранов на каждой из секци й металлоконструкци й должно быть нанесено клеймо предпри ятия-изготовителя в месте, предусмотрен ном чертежом.
10. КОНСЕРВАЦИЯ
10.1. Консервац и я маши н должна осуществляться в соответствии с требовани ями ГОСТ 9.014-78 и включать в себя подготовку поверхностей перед н анесением средств временн ой проти вокоррозионной зашиты, и х нанесени е и упаковывание.
10.2. Консервац и я должна проводи ться в специ альн о оборудованных п омещен иях (цехах или участках) по т ехнологи ческой документации, разработанной предпри яти ем-изготовителем, с соблюдением требовани й этой документации и требовани й безопасности .
Температура воздуха в помещ е ниях должна быть не ни же 283 К (15 ° С) и отн осительная влажн ость н е более 70 %.
До п ускается увели чени е влажности до 80 % в течение времени , когда перепады температуры в помещениях не превышают 278 К (5 °С).
Перерыв между операц и ями консерваци и не должен превышать 2 ч.
10.3. Маш и ны, подвергаемые консервации, должны и меть температуру воздуха помещени я.
10.4. Временной противокоррозио н ной защите подлежат металли ческие поверхности маши н, не и меющие защитны х покрыти й, для предохранения их от коррозии в период транспортировани я и хранения.
10.5. Поверхности, подлежащие временной противокорроз и он ной защи те, должны быть сухи ми, очи щены от коррози и, грязи и обезжирены.
Удаление коррозии и грязи должно прои з водиться методом, исключающим повреждени е рабочих поверхностей машины и нанесенных ранее защитных покрытий.
10.6. В соответствии с требовани я ми ГОСТ 9.014-78 устанавливается для машин группа изделий II , для запасных частей и инструмента группа изделий I . Категория условий хранения и транспортирования Ж2 по ГОСТ 15150-69.
10.7. Срок временной противокоррозионной защиты должен устана в ли ваться стандартами и техническими условиями. Если в стандартах и технических условиях срок временной проти вокоррозионной защи ты не установлен, то он должен быть не менее 3 лет.
10.8. Для временной прот и вокоррозионной защиты машин устанавливаются варианты защиты ВЗ-1 и ВЗ-4 по ГОСТ 9.014-78.
10.9. В качестве средств временной противокоррозионной защиты рекомендуется применять: пластичную смазку П ВК по ГОСТ 19537-7 4, смазку АМС-3 по ГОСТ 2712-7 5, консерваци онн ое масло Н Г-204у по ГОСТ 18974-7 3.
Толщина защитного слоя консистентными смазками должна быть 0, 5-1 ,5 мм.
Допускается для временной противокоррозио н ной защиты применен ие других вариантов и средств, обеспечивающих требуемый срок защи ты п оверхностей.
10.10. Для временной проти в окоррозионной защиты тормозных поверхностей шкивов рекомендуется применение лака НЦ-62 по ОСТ 6-10-391-7 4 или другого лака, пригодного, для защи ты тормозных поверхностей.
10.11. При налич и и в машин е комплектующих агрегатов (дви гат елей внутреннего сгорания автомобилей, тракторов и др.), постав ляемых по специальным технически м условиям и снабжаемых специальными инструкциями, временная противокоррозионная защи та их должна производиться в соответстви и с указанными инструкциями.
10.12. После н анесения на поверхности, требующие временной противокоррозионной защиты, защитных покрытий, изготовленн ые машин ы перед транспортированием должны быть упакованы.
Упаковоч н ые средства и вари анты внутренней упаковки в зави симости от ви да маши н устанав ливаются ГОСТ 9.014-78.
10.13. По условиям транспортирования крупногабар и тные маши ны - самоходн ые и башенные краны, прицепы-тяжеловозы и тому подобное - могут поставляться без разборки либо с разборкой на ми нимальное количество частей.
10.14. Крупногабар и тные машины и сборочные единицы - самоходные и башенные краны, башни , стрелы и тому подобное - могут транспортироваться без упаковки.
Съемные сборочные ед и ницы и детали небольших размеров, запасные части, инструмент и тому подобное должны быть упакованы в тару и закреплены. Крепление должно исключать возможность перемещ ения сборочных еди ниц и деталей во время транспортировани я.
10.15. При упаковке деталей и сборочных един и ц в зависимости от габарита и массы должны прим еняться деревянные ящи ки, и зготовленные в соответствии с требованиями ГОСТ 2991-7 6 и ГОСТ 10198-78.
В отдель н ых случаях допускается изготовление ящи ков по чертежам предприятия-изготовителя.
В качестве тары могут быть использованы железнодорожные контейнеры.
10.16. После консервации в формуле или паспорте машины долж н ы быть сделаны отметки о дате консервации, варианте временной защиты, варианте внутренней упаковки, условиях хранени я и сроке защиты без переконсервации. Обозначени я - по ГОСТ 9.014-78.
11. КОМПЛЕКТНОСТЬ
11 .1. Комплектность поставки маши н должна определяться государствен ными , отраслевыми стандартами или технически ми услови ями.
12. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
12.1. Требован и я безопасности к конструкциям машин должны устан авливаться стандартами на и зделия, в том числе: ГОСТ 22827-7 7, ГОСТ 13556- 76, ГОСТ 22859-7 7, ГОСТ 23940-7 9, ГОСТ 15611-8 0Е, ГОСТ 2914-8 0, ГОСТ 18700-73; системой стандартов безопасности труда, в том числе ГОСТ 12.1.003-7 6, ГОСТ 12.1.004-7 6, ГОСТ 12.1.005-7 6, ГОСТ 12.1.0 06-7 6, ГОСТ 12.1.012-7 8, ГОСТ 12.1.019-79, ГОСТ 12.2.003-7 4, ГОСТ 12.2.004-75, ГОСТ 12.2.008-7 5, ГОСТ 12.2.009-8 0, ГОСТ 12.2.010-7 5, ГОСТ 12.2.011-75, ГОСТ 12.2.013-7 5, ГОСТ 12.2.017-7 6, ГОСТ 12.2.029-7 7, ГОСТ 12.2.032-78, ГОСТ 12.2.033-78, ГОСТ 12.2.040-7 9, ГОСТ 12.2.067-81, ГОСТ 12.2.068-8 1, ГОСТ 12.2.070-8 1, ГОСТ 12.3.001-7 3, ГОСТ 12.3.002-75, ГОСТ 12.3.003-7 5; ГОСТ 12.3.004-75, ГОСТ 12.3.005-75, ГОСТ 12.3.008-7 5, ГОСТ 12.3.009-76, ГОСТ 12.4.021-75, ГОСТ 12.4.026-76, ГОСТ 12.4.040-7 8, ОСТ 36-37-7 9; настоящи м стан дартом и техни чески ми услови ями на конкретную машину.
На маш и ны, подведомств енные Госгортехн ад зору, распространяются требов ани я Правил устройства и безопасной эксплуатации грузоподъемны х кранов Госгортехнадзора.
На машины, участвующ и е в дорожном движении , распространяются требования Правил дорожного движения Госав тоин спекции , утвержден ных приказом МВД СССР 2 ноября 1979 г.
12.2. На грузоподъемных машинах должны быть установлены пр и боры, обеспечи вающи е безоп асную эксплуатацию. Вид при боров и их коли чество должны указыв аться в технически х услови ях на конкретную машину.
12.3. Конструкция грузоподъемных машин должна обе с печивать безопас ность и х обслужи вани я при эксплуатаци и, техническом уходе и ремонт е.
1 2.4 . Движущиеся части маши н - открытые, зубчатые, карданные, цепные передачи и тому подобное - должны иметь съемные ограждени я.
12.5. Крепле ни е сборочн ых единиц и деталей машин должн о исключать их произвольн ое разъединен ие. Резьбовые соединени я должн ы быть предохран ен ы от самоотвинчивания.
12.6. Размеры и конструкции кабин грузоподъемных машин должны отвечать требованиям государственных стандартов и Прави л устройств а и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора.
12.7. Конструкц и я сиденья кабины машинис та должна отвечать сани тарн о-техни чески м требованиям и обеспечивать регулир овку в гори зонтальном (продольном) и верти кальном направлени ях, а та кже из мен ение угла наклона спинки .
12.8. В кабине маши н иста должны быть установлены стеклоочиститель с механизи рованным приводом для очи стки лобового стекла и солнцезащи тный козырек.
12.9. Пол каб и ны машин иста должен быть покрыт теплоизоляци онным мат ериалом. Поверхность пола не должна быть скользкой, а у машин с электроприводом дополни тельно должен быть ди электрически й коври к.
Каб ин а маши ни ста должн а и меть си стему устройств по нормали зации ми крокли мата.
12.10. Температура в оздуха в кабин е машини ста в теплый пери од года не должн а быть в ыше 301 К (+ 28 °С).
Для местност и , где в самом жарком месяце средн яя температ ура н аружного воздуха в 13 ч выше 301 К (+28 °С), допускается превышение температуры воздуха в кабине на пять градусов, но не выше 306 К (+ 33 °С).
В холод н ое время года температура в каби не не должна быть ни же 287 К (+14 °С).
Каб ин а д олжн а быть сн абжена вентиля тором.
12.11. Конструкц и я орган ов управления должна быть выполнена таки м образом, чтобы обеспечи вать удобство работы, и сключать самопрои звольное включение и выключение механи змов, а также обеспечи вать фи ксацию в включенном, выключенном и ней тральн ом положениях.
Конструкц и я орган ов управлени я должна отвечать сани тарн о-техни чески м требовани ям.
12.12. Ор г аны аварий ного выключени я механи змов грузоподъемн ых маши н должны быть расположены на видном и легкодост упном месте и окрашен ы в красный цвет.
12.13. На маш и нах, работа которых связана с вос пламен яющи ми ся матери алами , должно быть место для установки перв ичн ых средств пожаротушения, сн имаемых с креплений без применени я и нструмента.
12.14. На маш и нах должны быть предус мотрены места для хранени я техни ческой документации, аптечки для оказания пе рвой меди цинской помощи , знака авари йной остановки для самоходных маши н, участвующи х в дорожном дви жении, набора инструмента и и нвентаря для обслуживани я механизмов, термоизолированного бачка для питьевой воды. В кабине маши ни ста должен быть крючок для одежды.
12.15. Уровень шума на рабочих местах маш и н н е должен превышать значений , установленных ГОСТ 12.1.003-7 6.
12.16. Уровень в и брации на рабочих местах машин и органах управлени я не должен превышать значен ий, установленных ГОСТ 12.1.012-7 8.
12.17. Предельно допуст и мые концентрации на рабочих местах вредных веществ (окиси углерода, тетраэти лсви нца, углеводородов и др.) не должны превышать значений, установленных ГОСТ 12.1.005-7 6.
12.18. Машины с двигателем внутреннего сгорания должны быть оборудо в аны глуши телями шума.
12.19. Г и дроси стема машин должна быть выполнена в соответст вии с т ребов ан иями ГОСТ 16028-7 0.
12.20. Конструкц и я машин должна обеспечивать фиксацию рабочего оборудовани я в транспортн ом положении.
12.21. Машины с дв и гателем внутреннего сгорани я должны быть оборудованы устройствами, обеспечи вающими облегчени е запуска двигателя при отрицательных температурах.
12.22. Для безопасного входа и выхода и з кабины машин ы должны иметь лестницы или подножки с поручн ями, покрытыми теплоизоляционн ым материалом.
12.23. Поверхности площадок и лестниц машин не должны быть скользкими .
12.24. Самоходны е грузоподъемные маши ны должны быть оборудован ы рабочи м и стояночным тормозами. Тормоза должн ы действовать плавн о и обесп ечивать полную остановку машины и удержи вани е ее на наклонных участках дорог.
12.25. Электрооборудован и е грузоподъемных маши н должно быть смонти рован о в соответстви и с требованиями Правил устройства электроустановок, а также утвержден ных Госэн ерг он адзором СССР 12 апреля 1969 г. Прави л техни ческой эксплуатации электроустановок потребителей и Прави л техни ки безопасности при экс плуатации электроустановок потребителей.
12.26. На грузоподъемных машинах долж н ы быть установлены дополни тельные электроосветительные устройства, обесп ечи вающи е безопасное ведени е работ в темн ое время суток.
12.27. Грузопо д ъемные машины, транспортируемые по дорогам в составе автопоезда как при цепны е, должны иметь жесткое прицепное устройство.
12.28. Самоходные маш и ны, участвующи е в дорожном движении, должны быть оборудованы средствами , обеспечивающими безопасность и х движения. Расположение и количество в нешних световых при боров на машинах должно соответствовать требованиям ГОСТ 8769- 75.
12.29. На маш и нах, находящихся в эксплуатации, должны быть нанесены предупреждающие специ фические надписи по техни ке безопасности. Допускается нанесение надписей предприятием-изготовителем машины.
12.30. Изготовляемые грузоподъемные машины должны от в ечать современным требовани ям эргономики и технической эстети ки.
13. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЯ
13.1. Изготовленные детали , сборочные единицы и машины в целом должны быть приняты отделом технического контроля предприятия-изготовителя.
13.2. Проверка размеров и параметров деталей, сборочных ед и ниц и машин в целом при при емке и испытаниях должна производи ться с помощью приборов и аппаратов, прошедших государственную или ведомственную прове рку и признанных годными .
13.3. Пр и и зготовлении деталей парти ями приемке должны подвергаться не менее 10 % деталей от партии . Наи меньшее количеств о проверяемых деталей - 2 шт.
Есл и хотя бы одна из проверяемых деталей бракуется, приемку проводят на удвоенном количестве образцов. При обнаружении брака при емке подвергают все детали партии.
Инд и ви дуально и зготавливаемые детали, а также сборочные единицы подвергают 100 %- ной приемке.
Количество проверяемых деталей при приемке уста н авливается предприяти ем-изготови телем и указывается в технологической и ли нормати вно-техни ческой документаци и.
13.4. При несоответствии деталей, сборочных единиц и маши н в целом требованиям конструкторской документации, наст оящего стандарта и техни чески х условий на конкретную машину они бракуются.
Решен и е об окончательном или и справимом браке прини мается отделом техни ческого контроля предприятия-и зготовителя.
13.5. Есл и при повторной приемке деталей и сборочных единиц вновь обнаружи тся несоответстви е требованиям конс трукторской документации , настоящему стандарту и техническим услови ям на конкретную маши ну, то они бракуются окончательно.
13.6. Пр и емка наи более ответственных сборочных единиц, п еречен ь которых оп ред еляет отд ел техни ческого кон троля, и сборочных еди ниц, и згото вляемых по коопераци и, должна оформлят ься при емочным актом.
13.7. Пр и емка и контроль деталей и сборочных еди ни ц должны произ води ться в соответ ствии с требовани ями чертежей, настоящего станд арта и технических услови й на конкретную м аши ну.
Покупные и здели я и сборочные едини цы, изгот овляемые по кооперации , прошедши е при емку, и спытани я и обкатку на предп риятиях-и зготовителях, устанавливают на маши ны без дополнит ельных и спытани й.
Пр и необходи мости допускается введени е входного контроля покупных и здели й и сборочных еди ниц, и зготовляемых по кооперации .
13.8. Ко н троль качест ва швов сварных соеди нений металлоконструкци й должен прои зводи ться следующими методами :
вн ешни м осмотром и и змерени ями ;
м ехани чески ми и спытани ями контрольных образцов;
рад и ографи чески м контролем стыковых швов;
ультра зв уковым кон тролем;
испытанием швов на непрон и цаемос ть.
Контроль должен вест и сь в соответствии с требованиям и ГОСТ 3242-79, ГОСТ 6996-66, ГОСТ 7512-7 5, ГОСТ 14782-7 6.
13.9. Внешний осмотр и измерение сварных соединений
13.9.1. Внешнему осмотру и измерен и ю для выявлени я наружных дефектов должны подвергаться все швы сварных соеди нени й.
13.9.2. Внешнему осмотру подвергают поверхност и швов и при легающи е к ни м участки сваренных металлоконструкци й ши риной не менее 20 мм по обе ст ороны от шва, зачищенн ые от шлака, брызг, натеков металла и прочи х загрязнений .
13.9.3. Внешн и м осмотром и и змерением проверяют взаиморасположени е сварен ных деталей и сборочн ых един иц, неперпендикулярность осей, смещени е кромок сваренных элементов, размеры и формы швов.
Пр и этом отклон ен ия не должн ы прев ышать вели чи н, указанн ых в рабочи х чертежах, стандартах на конкретные маши ны, табл. 9, 10 и п. 3.2.10 настоящего стандарта, а также ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76.
Есл и при и зготовлении машины применены другие ви ды сварки , то отклонени я размеров швов не должны превышать величин, допустимых стандартами на эти виды сварки .
13. 9.4 . Внешни й осмотр сварных соединений проводи тся невооруженным глазом или с помощ ью опти ческих при боров.
Расчетные соед и нения должны осматри ваться с применени ем лупы десяти кратн ого увели чения.
При внешнем осмотре выявляют наплывы, подрезы, прожоги, незаваренные кратеры, наруж н ые трещин ы швов и околошовной зоны, н еп ровары корня шва, пори стость.
13.9.5. Измерение размеров швов, указанных в конструкторской документации, должно производ и ться с помощью шаблонов и ли универсального мери тельного инструмента.
13. 9.6 . По внешнему ви ду швы сварны х соединений должны удовлетворять требованиям пунктов 3.5.8, 3.5.9. и 3.5.10 (в части подрезов и н аплы вов) настоящего стандарта.
13.10. Механические испытания контрольных образцов
13.10.1. Механ и ческие и спытания контрольных образцов проводят с целью проверки соответствия прочн остных и пластически х характ ери стик сварных соеди нений при изготовлении разли чных не сущих металлоконструкций .
13. 10. 2. Перечень сборочных едини ц, подве ргающи хся контролю эти м методом, устан авливает предприятие-и зготовитель.
13.10.3. Пер и оди чность проведени я механи чески х и спытани й по ГОСТ 6996-66 на специализированном пред при яти и устанавли вается через определенное коли чество сборочных еди ни ц (маши н) или через определенное количество дней, но они должны проводи ться не реже одн ого раза в месяц.
Пр и выполнении сварочных работ на неспециализи рованном предприятии контрольные образцы должны свариваться каждым сварщи ком, участвующи м в сварке металлоконструкций машины, в количестве, предусмотренн ом ГОСТ 6996-66 для каждого ви да и спытаний.
13.10.4. Контрольные образцы свар и вает тот же сварщи к, который свари вал металлоконструкции , в условиях, полностью отвечающих условиям и зготовлени я металлок он струкций : при тех же с варочных материалах и режимах сварки.
13.10.5. Проверка механ и чески х свойст в сварного соеди нения на контрольных образцах, сваренных встык, производится незави си мо от вида сварного соединения издели я путем и спытани й на стати ческое растяжение и стати ческ ий изгиб.
Образцы и спытываются после снятия усиления шва.
13 .10.6. Образцы, предназначенные для испытания сварн ого соединени я на статическое растяжение, должны и зготавливаться по ГОСТ 6996-66 (раздел 8).
13.10.7. Образцы, предназначенные для испытания сварного соединения на статический изгиб, должны изготавл и ваться по ГОСТ 6996-66 (раздел 9), при этом шов должен быть расположен поперек образца (ти п XXVII , XXVIII ).
13.10.8. Для и спытания образцов на растяжени е и изгиб сварщики должны сварить встык с проваром вершины шва с обратной стороны (допускается предварительная подрубка) пласти ны и з ли стов той же толщи ны и марки стали, что и осн овные элементы металлоконструкций, с использованием тех же св арочн ых матери алов и режимов сварки.
1 3.1 0.9. Пласти ны необходи мо свари вать в тех же положени ях, в которых сварщи ки выполня ют швы при и зготовлении издели й (в ни жн ем, нижнем и вертикальном, вертикальн ом и пот олочн ом и т.д.).
Подвар к а верши ны шва должна выполняться в тех же положен иях, что и основная сварка.
13.10.10. При определении размеров пластин для изготовления контрольных образцов необход и мо учесть при пуск на отрезку полос в начале и конце шва шириной н е менее 30 мм.
13.10. 11. Коли чество образцов для проверки на растяжение и изгиб устанав ливается предприяти ем-и зготовителем, но должно быть не менее двух для каждого ви да ис пытаний.
13.10.12. Результаты и спытания считаются удовлетворительными, если :
временное сопрот и вление разрыву металла шва не ниже нижнего предела временного соп ротивления основного металла, устан овленного государственным стандартом или техническими услови ями для данной марки стали;
угол заг и ба для углеродистой стали - н е менее 120°, для ни зколегированн ых сталей толщиной до 20 мм - 80° и свыше 20 мм - 60°.
Отклонение показателей механическ и х свой ств от нормати вных не должно превышать зн ачени й, указанных в государственных стандартах на и спытания.
13.10.13. Сварные соединен и я, выполненные точечной сваркой и электрозаклепками, ис пытывают растяжени ем образцов, и зготовлен ных по ГОСТ 6996-66, на срез (тип XX ) ил и на отрыв (тип XXI ).
13.10.14. Прочность образцов точечной с варки, а также соединений электрозак лепк ами считается удовлетворительной, если разрушени е прои сходит по основному металлу или с вы ры вом основного металла.
13.10.15. Пр и неудовлетвори тельн ых результатах испытаний должны быть проведены испытан ия на удвоенном количестве образцов.
Есл и результаты повторных и спытаний будут также неудовлетвори тельными, выясняются причины брака.
При использовании некачеств е нных сварочн ых материалов все металлоконструкции, сваренные с применени ем данной партии материалов, бракуются. При н есоблюдении технологи ческого п роцесса сварки и других причи нах неудовлетворительных испыта ний по ви не сварщика металлоконструкции , сваренные данным сварщиком за время после предыдущих удовлетворительных испытаний, подвергают дополни тельному контролю физическими методами (ультразвуковому и ли радиографи ческому контролю).
По результатам контроля ф и зи чески ми методами делается заключени е, являются ли данные конструкции окончательным браком или подлежат исправлени ю.
13.11. Радиографический контроль стыковых швов сварных соединений
13.11.1. Радиограф и ческий контроль качества сварных соеди нений при меняется для стыковых швов расчетных сварн ых несущих металлоконструкций, в конструкторской документации которых имеется соответствующее указание.
13.11.2. Рад и ографический контроль должен осуществляться в соответствии с требовани ями ГОСТ 7512-7 5. Ви д излучения устанавливает предприятие-изготовитель.
13. 11 .3. Контролю радиографическим методом должно подвергаться не менее 25 % длины стыкового шва контролируемого соединения.
1 3.11.4. Схема расположен ия кон троли руемых ст ыковых швов расчетн ых несущих металлоконструкций с и х обозначени ем должна быть при ложена к технологической документации .
М е ста кон троля ради ографиче ским ме тодом должн ы устанавлив аться техн ологической документацией, согласован ной с отделом техни ческого кон троля пред при ятия-изготовителя, при этом обязателен кон троль начала, кон ца и перекрести я ст ыковых швов.
13.11.5. Ко н тролируемые участки стыковых швов должны маркироваться условными обозначениями. Марки ровка шва должна восп рои зводи ться на сни мке. Метод маркировки устанав ли вает предпри ятие -и зготовитель.
13. 11 .6. Результаты контроля швов должны реги стри роваться в специ альном журнале, где указывают: н аименовани е и порядковый номер контроли руемого соедин ения, обозн ачени е шва согласн о схеме и номер марки ровки.
13.11.7. Есл и при ради ографи ческом методе кон троля обнаружен ы недопусти мые дефекты в стыковом шве, то проводят дополнительный кон троль дефектного шва по всей дли не.
13.11.8. Швы п ризнаются удовлетвори тель ными , если они отвечают требовани ям пунктов 3.5.9 и 3.5.10 настоящего стандарта.
13.12. Ультразвуковой контроль швов сварных соединений
13.12. 1. Ультразвуковой метод контроля швов сварн ых соединен ий рекомен дуется:
для проверк и 100 % ответственных стыковых швов с целью выявлени я дефе ктн ых мест;
для проверки швов металлоконструкц и й при неудовлетвори тельных результатах механи ческих и спытан ий контрольных образцов.
13 .12.2. Ультразвуковой метод контроля должен проводи ться в соответствии с требовани ями ГОСТ 14782-7 6, на основании и нструкции по проверке каче ства швов сва рн ых соединени й и техн ологи ческой докумен тации , разработанн ой предпри ятиями-изготовителями .
При проверк е качества швов сварных соеди нений рекомендуется руководствоваться И -2-МВТУ-8 0: Инструкцией по ультразвуковому контролю сварных узлов грузоп одъемного оборудования, разработанн ой МВТУ им. Баумана.
13.13. Испытание швов на непроницаемость
13.13.1. Контроль швов на непро ни цаемость должен проводит ься в сборочных еди ни цах, к которым согласно конструкторской документации предъявляются требован ия гермети чности швов. Контроль швов на непрони цаемость выполняется следующими методами по ГОСТ 3442-7 9:
и спытани ем ги дравли чески м давлени ем;
испытан и ем воздушным давлени ем;
смач и ванием кероси ном;
и спытанием амми аком.
13.13.2. Методы контроля швов на н епрони цаемость определяет предприяти е-и зготови тель. Контроль швов проводят на осн овании технологи ческой документации , разработан ной предпри яти ем-и зготови телем.
13.14. Приемка металлоконструкций
13.14.1. Пр и емка металлоконструкци й должна производи ться отделом техни ческого контроля в соответствии с порядком, установленн ым предпри ятием-изготови телем.
13.14.2. К приемке предъявляются и зготовлен ные согласно конструкторской докуме нтации металлокон стр укции до и х грунтования.
13.14.3. Пр и нятые металлоконструкции должны соответствовать рабочи м чертежам, станд артам и ли техни чески м условиям на конкретн ые машины, прави лам Госг ортехн ад зора и настоящему стандарту.
Допуст и мые отклон ени я геометрических форм и деформации металлоконструкци й не должн ы превышать вели чин, указан ных в табл. 9 и 10 нас тоящего стандарта.
13.14.4. Пр и нятые ОТК металлоконструкции грунтуют и окраши вают в соответствии с требовани ем раздела 6 настоящего стандарта.
13.15. Редукторы и коробки передач
13.15.1. Каждый собранны й редуктор и коробка передач должны пройти обкатку на предприятии -и зготови теле в соответствии с программой, утвержден ной в установленном порядке.
13.15.2. Перед обкаткой в редуктор должно быть залито ч и стое масло, указан ное в таблицах смазки маши н, не выше верхней метки на маслоуказателе.
13.15.3. Добавлен и е в масло каки х-ли бо абразивных веществ для ускорения при работки не допускается.
13.15.4. Каждый редуктор и коробка передач должны об к атыв ать ся без нагрузки в течение одн ого часа (для реверсивны х механи змов в течение одн ого часа в каждом направлении ) на макси мальных рабочи х оборотах обкатываемого ме хани зма, если в техни чески х условиях на кон кре тную маши ну режи мы обкатки не указаны.
13.15.5. В п роц ессе обкатки осуществляется проверка на отсут ствие:
те чи масла;
перегрева под ш ипников;
н ерав номерного шума и стука.
13.1 5.6. Обнаруженные в процессе обкатки дефекты - течь масла, нагрев корпусов ре дукторов в непосредственной близости от подши пников более чем на 30 градусов относительно температуры окружающего воздуха, резкий неравномерный шум и стук и другое - должны быть устранены.
13.15.7. После ус т ранени я дефектов обкатка редуктора должна быть повторена в полном объеме.
13.15.8. По окончан ии обкатки масло из редуктора следует полностью слить.
13.15.9. После обкатк и редуктор и ли коробка передач должны быть приняты ОТК .
13.16. Грузовые и стреловые лебедки.
13 .16 .1. Собран ная лебедка должн а быть обкатана и и спытана на предприяти и-изготовителе в соответствии с программой, утвержденной в установленном порядке.
13.16.2. Каждая лебедка должна быть обката н а без нагрузки в течени е часа реверси вным вращением барабана.
13. 16.3 . После обкатки следует провести статически е и динами ческие ис пытани я лебедки.
Статические испытания лебедки проводятся подъемом груза, создающего усилие в канате, превышающее на 25 % номинальное для данной лебед к и, а динами ческое - на 10 %. Испытания должны проводиться на последнем слое нави вки каната. Допускается установка на барабан специальных н акладок, имити рующи х размер последнего слоя навивки.
Стат и чески е и ди намически е испытания лебедок допускается проводи ть после установки их на машину.
13.16.4. При и спытании лебедка должна работать без стука, толчков и ви браци й. При работе допускается нагрев подшип ни ков и редукторов не более чем на 30 градусов выше температуры окружающего воздуха.
Все дефекты, обнаруженные при испытан и и, должны быть устранены, а и спытани я повторены.
13.16.5. После испытан и я лебедка должна быть принята О ТК .
13.17. Механизм поворота
13.17.1. Каждый собранный механизм поворота должен быть обкатан на предприяти и -изготови теле в соответствии с программой, утвержденной в установленном порядке.
13.17.2. Механизм поворота должен быть обкатан без нагрузки в течение часа реверсивным в ращени ем на макси мальных оборотах.
На собранной машине необходимо проверить правиль н ость зацеплени я шестерни механизма поворота с шестерней опорно-поворотного устройства.
13.17.3. При обкатке механ и зм поворота должен работать без стука, толчков и вибраций. Все обнаруженные при обкатке дефекты должны быть устранены, а испытания повторены.
13.17.4. После обкатки механизм поворота должен быть принят ОТК.
13.18. Крюковые подвески
13.18.1. Собранная крюковая подвеска долж на быть испытана под нагрузкой в течение 10 мин. грузом, превышающим н оминальный на 25 %.
И с пытание крюковой подвески допускается проводить при и спытани и машины.
13.18.2. Клиновые коуш и перед сборкой должны и спытывать ся нагрузкой, превышающей номи нальную на 25 %.
Продолж и тельность испытания не менее 3 мин. После снятия нагрузки на клин овом коуше - не должно быть трещин, надрывов и остаточных деформаций .
13.19. Пневмосистема
13.19.1. Собра н ные сборочные единицы пн евмосистемы должны быть испытаны на прочность и герметичность давлени ем воздуха, превышающим номи нальное рабочее на 50 %, в течение 5 мин, если в технически х требованиях чертежей нет других указани й. Утечка воздуха не допускается.
13.19.2. Собранные пневмоцилиндр ы должны быть проверены на работоспособность перемещения штока и з одного крайн его положени я в другое в ди апазоне рабочего дав ления. Дви жен ие должно осуществляться плавно, без рывков и заедани й.
13. 1 9.3. Собранн ые пн евм оци лин дры должны быть герметичн ы п ри дав лени и, равн ом рабочему. Утечка воздуха через крышки по резьбе и сил кам, а также через уплотн ени я поршня и штока н е допускает ся.
13. 1 9.4. Предохрани тельные клапаны должны быть отрегулированы таким образом, чтобы они срабатывали при превышен ии рабочего давления на 10 %.
13.19.5. Впускной и выпускной клапаны должны быть проверены н а прочность и герметичность давлением воздуха, превышающи м номи нальное рабочее на 50 %, в течение 5 мин . Утечка воздуха не допускается.
13.19.6. Шланг и пн евмосист емы перед сборкой должны быть испытаны на прочность и герметичность рабочим давлени ем воз духа, превышающ им номи нальное рабочее на 50 %, в течени е 5 мин. Утечка воздуха не допускается.
13.19.7. Собранная пн евмосистема должн а быть и спытана:
на гермет и чность;
на работоспособность всех сборочных ед и ниц .
13.19.8. При испытани и пневмосистемы утечка воздуха через соединения не допускает ся.
13.19.9. Величи н а давлени й при проверке параметров сборочных еди ниц и пн евмоси стемы в целом, а также дополни тельн ые требовани я к испытани ям указываются в конструкт орской документации на конкретную машину.
13.20. Гидросистема
13.20.1. Собранные гидро ци лин дры и другие сборочные еди ни цы гидроси стемы должны быть испытаны. Испытания должны проводи ться на специ альном стенде, по программе предпри яти я-изготови теля, утверж денной в установ ленн ом порядке.
13.20.2. Пр и ис пытани и ги дроци ли ндро в и других сборочных еди ни ц гидросистемы необходимо проверить и х прочность, герметичность, внутренни е утечки, плавность перемещения подви жных частей (поршня, шт ока и тому подобное) и други е параметры, оговоренные в конструкторской документации на конкретную маши ну.
13.20.3. И с пытани е на прочность проводится давлением, превышающи м номинальное рабочее не менее чем на 50 %.
Прочность г и дроци линд ров двухсторон него дей стви я проверяется в двух крайни х положениях поршня, а одностороннего - в одном крайнем положении . Утечка рабочей жидкости н е допускается.
13.20.4. Гермет и чность гидроци лин дров проверяется при давлении , превышающем номинальн ое рабочее не менее чем на 25 %.
Утечка ж и дкости через неподви жные соединения не допускается.
Допускается вынос штоком тонкого слоя ма с ляной пленки.
13.20.5. Внутренн и е утечки проверяются при номинальном давлении в двух крайни х положени ях через 30 с после остановки поршня (штока).
Утечка рабочей ж и дкости через подвижные соеди нения, если она не оговорена в конструкторской документаци и на конкретную машину, не допускается.
13.20.6. Плавность перемещен и я штока проверяется равномерностью его передви жения из одного край него положени я в другое. Количество перемещений должно быть не менее трех.
13.20.7 . Шланги и трубопроводы ги дросистемы перед сборкой должны быть испытан ы на герметичность давлени ем, превышающим номинальное рабочее не менее чем на 50 % при рабочем давлении до 0, 49 М Па (5 кг/см2) и не менее чем на 25 % при рабочем давлении свыше 0,49 МПа (5 к гс/см2).
Время проведения испытан и я должн о быть не менее 30 с.
Утечка рабочей жидкости через стенки и соед и нени я, а также «потени е» стенок шлангов не допускается.
До п ускается проводи ть испытания шлангов и трубопроводов при и спытани и ги дроси стемы.
13.20.8. После и спытаний все обработанные и неокрашен ные рабочи е поверхности ги дроаппаратуры должны быть покрыты тонки м слоем предохрани тельной смазки для защиты от коррозии .
Наружные резьбы должны быть предохранены от возмож н ых забоев, а внутренни е резьбы и от версти я заглушены пробками , и зготовленными из сухого дерева, пластмассы и ли металла.
13.20.9. Г и дроси стема в сборе должна быть и спытана на собран ной маши не давлени ем, превышающи м номинальное не менее чем на 25 %.
Пр и испытани и проверяют герметичность гидросистемы и работос пособность всех сборочных едини ц.
1 3.2 0.10. При испытании гидросистемы утечка рабочей жидкости через соеди нения не допускается.
13.20.11. Величина давления пр и проверке параметров сборочных еди ниц и гидросистемы в целом указывается в конструкторской документации на конкретную машину.
13.21. Испытание машин
13.21.1. Изготовлен н ые грузоподъемные машины должны и спытываться в соответствии с требованиями государст венных стандартов на машины, настоящего стандарта, технических условий на конкретную маши ну, а для машин, подведомствен ных Г осгортехн адзору, в соотв етстви и с требованиями Правил устройств а и безопасной эксплуатации грузоподъемных кранов (раздел Техни ческое освидетельствовани е).
Испытания должны проводиться по программам и методи кам, утвержденным в установленном порядке.
13.21.2. Предусматр ив аются следующие ви ды и спытаний маши н:
прие мо-сдат очн ые;
период и ческие;
типовые.
13.21.3. Пр и емо-сдаточны е испытания, в зависимости от конструкти вных особенностей маш ин, могут быть полными или частичными .
13.21.4. В объем полных пр и емо-сдаточны х испытани й входят:
внеш н ий осмотр;
и спытани я без н агрузки ;
и сп ытани я под нагрузкой;
испытан и я приборов б езопасности;
ходовые и сп ытания.
13.21.5. Пр и вн ешн ем осмот ре проверяют качество сборочных работ и комп лектность машины в соответстви и с конструкторской докумен таци ей.
13.21.6. Пр и проведении и спытани й без нагрузки прои зводи тся опробование всех механизмов при раздельной и совместной и х работе. Проверяется правильность сборки систем маши ны (электрической, гидравли ческой и пневматической); отсутстви е течи рабочей жидкости в соединениях ги дроси стемы и утечки воздуха в соединениях пн евмосистемы . Проводится поочередное испытание всех механизмов машины, а затем совмещен ие различных операций в соответствии с возможностями, предусмотренными кин ематической схемой.
13.21.7. И с пытание машин под нагрузкой должно проводиться в соответствии с требованиями, указанными в технических условиях на конкретную машину.
При проведении испытаний машин, подведомственных Госгор т ехн адзору, в объем испытани й под нагрузкой должны быть включен ы статические и динамические испытания.
13.21.8. Статические и с пытания машины проводятся подъемом груза, превышающего номинальный на 25 %, на высоту 100-2 00 мм и выдержкой в течени е 10 мин.
Характер и стики, на которых должны проводить ся и спытания, указываются в технических условиях на конкретную машину.
Машина сч и тается выдержавшей испытания, если в течени е 10 мин поднятый груз не опустится на землю, а также не будет обнаружено остаточных деформаций, трещин и других повреждений. При э том отрыв от земли опор или колес, а у гусеничных машин опорных катков от гусеничной ленты во время подъема груза признаком потери устойчивости не является.
13.21.9. Д и намически е испытани я машины проводятся неоднократным подъемом и опусканием груза, превышающего номинальный на 10 %, поворотом его, а также передвижением маши ны с грузом по ровной площадке при положении стрелы вдоль ее продольной оси на наименьшем вылете.
Вылет стрелы с грузом в пределах от наибольшего до наименьшего изменяется при на и меньшем грузе, соответствующем грузовой характеристике машины.
При динам и ческих ис пытани ях проверяется работа тормозов.
Количество подъемов груза и порядок динам и чески х испытани й должны быть оговорены в технических условиях на кон кретные машины.
13.21.10. При испытании машин про и зводят настройку и испытание приборов безопасности, кроме ограничителя грузоподъемности .
Пр и боры безопасност и должн ы ограничи вать высоту подъема и гл уби ну опускания грузозахватных органов, и х вылет и поворот машины в пределах, предусмотренных конструкцией машины и требованиями к ней.
Нас т рой ку и и спытани е ограни чителя грузоподъемности прои зводят после проведения грузовых и спыт ани й машины.
Огран и чи тель грузоподъемн ости должен срабатывать при подъеме груза, превышающего номин альный более чем на 10 %.
13.21.11. Ходовые и спытания для проверки работосп особн ости ходовой части маши ны должны проводи ться без груз а.
При пров е ден ии ходовых и спытани й должна проверяться возможн ость изменени я скорости и направлени я движения машин ы.
13.21.12. В металлоконструкц и ях или механизмах маши ны по окончан ии и спытани й н е должн о быть остаточных деформаций, ослаблени я соединени й или изменени я режи мов работы отдельных механи змов.
13.21.13. Пр и обнаружении во время испытания каких-либо д еф екто в последни е должны быть устранены, после чего испытания , вызвавшие появление этого дефекта, должны быть повт орен ы.
13.21.14. Результаты и сп ытани й оформляют актом, а также запис ыв ают в формуляре или п аспорте грузоп одъемной маши ны.
1 3.2 1.15. Пери одические и спытани я маши н проводятся с целью:
про в ерки соответстви я параметров и разме ров данн ым конст рукторской документа ции;
проверки соответствия требован и ям стандартов, техн ически х услови й и другой нормати вно-технической документации , а для машин , подведомственных Госгортехн адзору, - Правилам устройства и безопасной эксплуатации грузоподъемных кранов;
определен и я соответстви я требовани ям безопасности;
оценк и удобства управления, обслуживани я и ремонта;
улучшен и я качества путем устранения недостатков, выявленных в процессе эксплуатации, для повышения надежности.
13.21.16. Пер и оди чность проведения и спытаний машин определяется стандартами или технически ми условиями на конкретную маши ну.
13.21.17. Пр и обнаружении во время периодически х и спытани й каких-ли бо дефектов они должны быть устранены, а и спытания, выявившие дефекты, повторены.
13.21.18. Результаты периодических испыта н ий должны оформляться протоколом.
13.21.19. Проверка вибрации машин и на рабоч и х местах маши ниста должна проводиться в соответствии с требованиями ГОСТ 12.1. 012-7 8. Требования к измери тельной аппаратуре - по ГОСТ 12.4.012-7 5.
13.21.20. Проверка уровней звукового давления должна провод и ться в соответствии с требовани ями ГОСТ 12.1.003- 76.
Методика выполнения измерений в кабине маш и ниста - по ГОСТ 12.4.095-8 0, шумовых характери стик - по ГОСТ 12.1.028-80. Требования к измерительной аппаратуре - в соответствии с ГОСТ 17187-81.
13.21.21. Проверка ко н центрации вредн ых веществ на рабочем месте машиниста должн а проводи ться по ГОСТ 12.1.005-7 6.
13.21.22. Проверка вел и чин радиопомех проводится по ГОСТ 16842-7 6 и Нормам 8-7 2.
13.2 1.2 3. Ти повые и спытания машин должны проводиться после вн есени я в конструкторскую или технологи ческую документацию и зменени й для оценки их эффективности и целес ообразн ости.
13.21.24. Необход и мость проведени я типовых испытаний определяется предприятием-изготовителем машины по согласовани ю с разработчи ком конструкторской или техн ологической документации , если необходимость их проведения не оговорена другими докумен там и.
13.21.25. Результаты типовых испытаний должны оформляться протоколом.
13.21.26. Пр и необходимости машины могут подвергаться и другим ви дам испытаний, не предусмотренным настоящим стандартом. В этом случае требован ия к проведению и спытани й должны указываться в технических условиях на конкретную машину.
14. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
14.1. Транспорт и ров ани е и хранение машин должно прои зводи ться в соответствии с требованиями стандартов на соотв етств ующие машин ы, а при их отсутствии согласн о техническим услови ям и ГОСТ 15150-69.
14.2. Маш и ны, в зависимости от их габари тов, могут транспортироваться ли бо целиком, либо с разборкой на ми ни мальное количество частей в соответствии с документацией предпри яти я-и зготовителя.
Каждая часть машины является в этом случае самостоятельн ы м грузовым местом.
Кол и чество грузовых мест машины должно указываться в комплектовочной ведомости.
14.3. Транспортирован и е машин может производиться любым ви дом транспорта.
Самоход н ые машины на базе автомобилей допускается транспорти ровать своим ходом.
14.4. Марк и ровка грузовых мест должна производи ться согласно ГОСТ 14192-7 7.
На каждом грузовом мес т е должны указываться его масса, положени е цент ра т яжести, места и ли схема строповки .
14.5. Предп ри яти е-и зготови тель при отправке грузов обязано учит ывать габариты общей сети железных дорог СССР.
14.6. Размещен и е и креплен ие грузов на п одвижном составе железн ых дорог прои зводится в соответствии с требованиями Прави л п еревозки грузов МПС (М.: Транспорт, 1977) и Техни ческих услов ий погрузки и кре плен ия грузов МПС (М., 1969), а также с чертежами и схемами размещения и креплен ия, ут вержденными грузовым отделом дороги.
14.7. Машины и их сбороч н ые единицы при тран спортировании и хранени и должны быть предохранены от механически х повреждений.
14.8. Для хранения машин могут применяться закрытые склады, полуоткрытые навесы и открытые площадки.
14.9. С рок хранения грузов не должен превышать срока действия временной противокоррозионной защиты.
15. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
1 5.1 . Эксплуатация машины должна вестись в соответствии с эксплуатационной документацией на конкретную машину, разработанной в соответствии с ГОСТ 2.601-6 8.
15.2. Грузоподъемная маш и на, транспортируемая к месту монтажа в разобранном виде, после сборки должна быть освидетельствована в соответствии с требованиями Правил устройства и безопасной эксплуатации кранов Госгортехн адзора, о чем должна быть сделана запись в эксплуатационной документации.
16. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
16 .1. Изготовленная маши на должна быть принята отделом техн ического контроля предприятия-изготовителя. Изготовитель должен гарантировать соответствие машины требованиям стандартов на изделие, настоящего стандарта и технических условий на конкретную маши ну, если они имеются, при соблюдении потребителем условий эксплуатации, хранения и транспортирования.
16.2. Гарантийный срок эксплуатации должен соответствовать указанному в стандартах на машины и быть, как правило, не менее 18 месяцев со дня ввода машины в эксплуата ц ию.
Если гарантийный срок отличается от указанного, то он определяется техническими условиями н а конкретную маши ну.
16.3. В течение гарантийного срока предприятие-изготовитель (поставщик) обязано безвозмездно заменять ил и ремонтировать вышедшие и з строя детали, сборочные еди ницы или машины в целом при условии выполнения потребителем всех требований эксплуатационной документации машины.
Данное требование не ра с пространяется на детали и сборочные еди ницы, для которых срок службы установлен менее гаран тийного срока маши ны и которые поставляются вместе с машиной в качестве запасных частей.
Рекламации предъявляются предприятию-изготов и телю маши ны.
16.4. Потреб и тель н е должен вн осить каких-либо измен ений в конструкцию отдельных механизмов или машины в целом без предвари тельного согласования с предприятием-изготовителем (поставщи ком).
При несоблюден ии этого условия или при нарушении правил эксплуатации машины предприятие-изготовитель (поставщик) н е несет ответственности как за возможные аварии или выход из строя отдельных механизмов, так и за выход и з строя маши ны в целом.
16.5. Гарантийные срок и базовых машин определяются нормативно-техни ческой документацией на эти машины.
Приложение
ПЕРЕЧЕНЬ
нормативно-технической документации, на которую даны ссылки в настоящем
стандарте
|
ГОСТ 2.114 -7 0 |
ГОСТ 493 -7 9 |
|
ГОСТ 2.6 01-6 8 |
ГОСТ 613 -7 9 |
|
ГОСТ 12.1.028-80 |
ГОСТ 92 6-8 2 |
|
ГОСТ 9.014-78 |
ГОСТ 977 -7 5 |
|
ГОСТ 9.028 -7 4 |
ГОСТ 1050 -7 4 |
|
ГОСТ 9.032-74 |
ГОСТ 12 1 5-7 9 |
|
ГОСТ 9.073 -7 7 |
ГОСТ 1 41 2-7 9 |
|
ГОСТ 9.074 -7 7 |
ГОСТ 1585 -7 9 |
|
ГОСТ 9.104-79 |
ГОСТ 1 64 3-81 |
|
ГОСТ 9.402-80 |
ГОСТ 17 59.1-8 2 |
|
ГОСТ 1 2.1 .003-7 6 |
ГОСТ 1855 -5 5 |
|
ГОСТ 12. 1.004 -76 |
ГОСТ 2009 -5 5 |
|
ГОСТ 1 2.1 .005- 76 |
ГОСТ 2105-75 |
|
ГОСТ 1 2.1.0 06-7 6 |
ГОСТ 2246-70 |
|
ГОСТ 1 2.1 .01 2-7 8 |
ГОСТ 2685 -7 5 |
|
ГОСТ 12.1.019-79 |
ГОСТ 2712 -7 5 |
|
ГОСТ 12.2 .003-7 4 |
ГОСТ 2789-73 |
|
ГОСТ 12.2.004-75 |
ГОСТ 291 4-8 0 |
|
ГОСТ 1 2.2.008-7 5 |
ГОСТ 2991-76 |
|
ГОС Т 1 2.2.009-8 0 |
ГОСТ 3 1 34-78 |
|
ГОСТ 1 2.2.010-7 5 |
ГОСТ 3 21 2-8 0 |
|
ГОСТ 12.2.011-75 |
ГОСТ 32 41-8 0 |
|
ГОСТ 1 2.2.01 3-7 5 |
ГОСТ 3242-79 |
|
ГОСТ 1 2.2.01 7-76 |
ГОСТ 4543-71 |
|
ГОСТ 12.2.029 -7 7 |
ГОСТ 5006 -5 5 |
|
ГОСТ 12.2.032-78 |
ГОСТ 5264-80 |
|
ГОСТ 12.2.033-78 |
ГОСТ 56 31-7 9 |
|
ГОСТ 1 2.2.04 0-7 9 |
ГОСТ 6357 -7 3 |
|
ГО СТ 12 .2.06 7-81 |
ГОСТ 6465 -7 6 |
|
ГОСТ 1 2.2.068-81 |
ГОСТ 6627-74 |
|
ГОСТ 12.2. 070-81 |
ГОСТ 6628-73 |
|
ГОСТ 1 2.3.0 01-7 3 |
ГО СТ 6631-7 4 |
|
ГОСТ 12.3.002-75 |
ГОСТ 6678 -7 2 |
|
ГОСТ 12.3.0 03-75 |
ГОСТ 6713 -7 5 |
|
ГОСТ 12.3.004-75 |
ГОСТ 6969 -5 4 |
|
ГОСТ 12.3.005-75 |
ГОСТ 6996-66 |
|
ГОСТ 12.3.0 08-7 5 |
ГОСТ 7062 -7 9 |
|
ГОСТ 12.3.009-76 |
ГОСТ 7293 -7 9 |
|
ГОСТ 1 2.4.01 2-7 5 |
ГОСТ 7462 -7 3 |
|
ГОСТ 12.4.021-75 |
ГОСТ 7505 -7 4 |
|
ГОСТ 12.4.026-76 |
ГОСТ 75 1 2-7 5 |
|
ГОСТ 1 2.4.04 0-7 8 |
ГОСТ 7829-70 |
|
ГОСТ 12.4. 095-8 0 |
ГОСТ 80 5 0-7 6 |
|
ГОСТ 380-7 1 |
ГОСТ 8479-70 |
|
ГОСТ 492-73 |
ГОСТ 8713-79 |
|
ГОСТ 8731-74 |
ГОСТ 16037-80 |
|
ГОСТ 8752 -7 9 |
ГОСТ 16093-81 |
|
Г ОСТ 8769-7 5 |
ГОСТ 1 6118-70 |
|
ГОСТ 9087-81 |
ГОСТ 16162-7 8 |
|
Г ОСТ 91 09-81 |
ГОСТ 1 6202-81 |
|
ГОСТ 9198 -76 |
ГОСТ 1 6523-7 0 |
|
ГОСТ 9466-75 |
ГОСТ 16842 -7 6 |
|
ГОСТ 9467-75 |
ГОСТ 1 7066-8 0 |
|
ГОСТ 9562 -81 |
ГОСТ 17187-81 |
|
ГО СТ 9563-6 0 |
ГОСТ 1 7411-8 1 |
|
ГОСТ 9833 -7 3 |
ГОСТ 18460 -8 1 |
|
Г ОСТ 10198-7 8 |
ГОСТ 18700 -7 3 |
|
ГОСТ 10277 -7 6 |
ГОСТ 18829 -7 3 |
|
ГОСТ 24643 -8 1 |
Г ОСТ 18974-7 3 |
|
ГОСТ 10705-80 |
ГОСТ 19281 -7 3 |
|
ГОСТ 10706-76 |
ГОСТ 19282-73 |
|
ГОСТ 11 066-7 4 |
ГОСТ 19537 -7 4 |
|
ГОСТ 11534-75 |
ГОСТ 19672 -7 4 |
|
ГОСТ 12034 -7 7 |
ГОСТ 20758 -7 5 |
|
ГОСТ 12969-67 |
ГОСТ 21 351-7 5 |
|
ГОСТ 12970-67 |
ГОСТ 2 1424-7 5 |
|
ГОСТ 12971-67 |
ГОСТ 21 426-7 5 |
|
ГО СТ 13556-7 6 |
ГО СТ 214 35-7 5 |
|
ГОСТ 1 37 54-81 |
ГО СТ 21437-7 5 |
|
ГОСТ 13755 -8 1 |
ГОСТ 22827 -7 7 |
|
ГОСТ 13764 -6 8 |
ГОСТ 22859 -7 7 |
|
ГОСТ 13765 -6 8 |
ГОСТ 23518-79 |
|
ГОСТ 13766 -6 8 |
ОСТ 6- 1 0-394-74 |
|
Г O CT 13767 -6 8 |
ОСТ 36-1 -8 1 |
|
ГОСТ 13768 -6 8 |
ОСТ 36-37 -7 9 |
|
ГОСТ 13769 -6 8 |
СТ СЭВ 144- 7 5 |
|
ГОС Т 13770-6 8 |
СТ СЭВ 1 77-7 5 |
|
ГОСТ 13771 -6 8 |
СТ СЭВ 178 -7 5 |
|
ГО СТ 13772-6 8 |
СТ СЭВ 1 86-7 5 |
|
ГОСТ 13773 -6 8 |
СТ СЭВ 290-76 |
|
Г ОСТ 1 3774-6 8 |
С Т СЭВ 31 1-7 6 |
|
ГО СТ 1 3775-6 8 |
СТ СЭВ 725 -7 7 |
|
ГОСТ 13776 -6 8 |
СТ СЭВ 1067-78 |
|
ГОСТ 1 4007-6 8 |
PC 2746 -7 0 |
|
ГОСТ 14034 -74 |
PC 34 77-7 2 |
|
Г ОСТ 141 85-6 9 |
PC 3937-73 |
|
ГОСТ 141 92-7 7 |
PC 5520 -7 6 |
|
ГОСТ 14623 -6 9 |
ЧМ ТУ 4-353-7 9 |
|
ГОСТ 14637 -7 9 |
ТУ 2-056-18 3-7 9 |
|
ГОСТ 14771-76 |
ТУ 6 -1 0-662-7 5 |
|
ГОСТ 14782 -76 |
ТУ 6-10-698 -7 4 |
|
ГОСТ 14 896-74 |
ТУ 6 -1 0-783-7 7 |
|
ГОСТ 15023 -7 6 |
ТУ 6-10-784 -7 7 |
|
ГОСТ 15150-69 |
ТУ 6- 1 0-1234-7 2 |
|
Г ОСТ 15611-8 0Е |
ТУ 6 -1 0-1 399-7 7 |
|
ГОСТ 16028 -7 0 |
ГОСТ 25129-82 |
|
ТУ 1 4-1-198-7 2 |
ТУ 14-3-651-7 7 |
|
ТУ 14-1- 1 353-7 5 |
ТУ 1 4-4-6 04-7 5 |
|
ТУ 14- 1 -2086-7 7 |
ТУ 14-242-154 -7 7 |
|
ТУ 14- 1 -2300-7 7 |
ТУ 14-287-19 -7 8 |
|
ТУ 14-1-2434 -7 8 |
ТУ 81 -04-41 9-7 3 |
|
|
ТУ 81-05-121-7 1 |
|
Пра ви ла устройства и безопасной эксплуатаци и грузоподъ емных кранов Г осгортехн адзора СССР. |
|
|
Правила ат т естации электросварщиков Госгортехн адзора СССР. |
|
|
Правила устройства электроуста н ов ок. |
|
|
Правила тех ни ческой эксплуатации электроустановок потребителей. |
|
|
Правила техник и безопасн ости при эксп луатации э лектроустан овок потреби телей. |
|
|
Правила дорожного дв и жени я (ГАИ). |
|
|
И-2- М ВТУ-8 0 Ин ст рукция по ультразвуковому кон тролю св арн ых узлов грузоподъемного оборудовани я (МВТУ и м. Баумана). |
|
|
Техн ич еские услови я погрузки и крепления грузов МПС. |
|
|
Нормы 8-7 2. Общесоюзные нормы допускаемых ин дустриальн ых ради опомех. Элект роустройств а, эксп луати руемые вн е жилых домов и н е св язанные с и х электри чески ми сетями . Предпри яти я (объекты) на выделенных терри ториях и ли в от дельн ых здани ях. Допускаемые в ели чи ны. Ме тод ы и спытани й. |
|
|
Пра ви ла перевозки грузов МПС. |
|
СОДЕРЖАНИЕ
|
1. Общие положения . 2 2. Материалы .. 3 2.4. Чугунное литье. 3 2.5. Стальное литье. 4 2.6. Цветное литье. 4 2.7. Стальной прокат. 5 2.8. Поковки и штамповки. 8 2.9. Прокат из цветных металлов. 8 2.10. Прочие материалы. 8 3. Металлоконструкции . 8 3.1. Изготовление деталей. 8 3.2. Сборка и подготовка к сварке. 15 3.3. Сварка. 21 3.4. Дополнительные требования к сварке при отрицательных температурах . 24 3.5. Устранение дефектов в швах сварных соединений. 26 4. Механизмы .. 27 4.1. Обработка деталей механизмов. Общие требования. 27 4.2. Корпуса редукторов . 27 4.3. Барабаны .. 28 4.4. Валы и оси. 28 4.5. Детали зубчатых и червячных передач . 29 4.6. Блоки . 29 4.7. Муфты. 30 4.8. Фрикционы и тормоза . 30 4.9. Детали опорно-поворотных устройств. 31 4.10. Детали пневмосистемы и гидросистемы. 31 4.11. Пружины .. 31 4.12. Крюки . 31 4.13. Канаты. 32 4.14. Резиновые уплотнения и манжеты. 32 4.15. Сборка механизмов. Общие требования . 32 4.16. Сборка редукторов и коробок передач . 33 4.17. Монтаж подшипников качения . 33 4.18. Сборка тормозов . 34 4.19. Сборка грузовых и стреловых лебедок . 34 4.20. Сборка механизма поворота . 34 4.21. Сборка и регулировка приборов безопасности . 34 4.22. Сборка крюковых подвесок . 35 4.23. Сборка пневматической системы .. 35 4.24. Сборка гидравлической системы .. 35 5. Электрооборудование . 35 6. Защитные покрытия . 36 7. Надежность . 39 8. Документация . 39 9. Маркировка . 39 10. Консервация . 39 11. Комплектность . 41 12. Требования безопасности . 41 13. Правила приемки и методы испытания . 42 13.9. Внешний осмотр и измерение сварных соединений . 43 13.10. Механические испытания контрольных образцов . 44 13.11. Радиографический контроль стыковых швов сварных соединений . 45 13.12. Ультразвуковой контроль швов сварных соединений . 45 13.13. Испытание швов на непроницаемость . 45 13.14. Приемка металлоконструкций . 46 13.15. Редукторы и коробки передач . 46 13.16. Грузовые и стреловые лебедки. 46 13.17. Механизм поворота . 47 13.18. Крюковые подвески . 47 13.19. Пневмосистема . 47 13.20. Гидросистема . 47 13.21. Испытание машин . 48 14. Транспортирование и хранение . 50 15. Указания по эксплуатации . 50 16. Гарантии изготовителя . 51 Приложение Перечень нормативно-технической документации, на которую даны ссылки в настоящем стандарте . 51 |