Руководство Руководство по защите металлоконструкций от коррозии и ремонту лакокрасочных покрытий металлических пролетных строений эксплуатируемых автодорожных мостов
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ
Утверждено распоряжением
Минтранса России
№ О С-858 -р от 09.10 .2002 г .
РУКОВОДСТВ О ПО ЗАЩИТЕ МЕТАЛЛОКОНСТРУКЦИЙ
ОТ КОРРОЗИИ И РЕМОНТУ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
МЕТАЛЛИЧЕСКИХ ПРОЛЕТНЫХ
СТРОЕНИЙ ЭКСПЛУАТИРУЕМЫХ
АВТОДОРОЖНЫХ МОСТОВ
МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННАЯ СЛУЖБА ДОРОЖНОГО ХОЗЯЙСТВА
(РОСАВТОДОР)
Москва 2003
ПРЕДИСЛОВИЕ
Руководство по защите металлоконструк ц ий от коррозии и ремонту лакокрасочных покрытий металлических пролетных строений эксплуатируемых автодорожных мостов разработано спец иалистами Московского государственного университета путей сообщения (МИИТа): канд. техн. наук В.К. Матвеевым (руководитель разработки), ин ж. К.М. Шевчуком; АО « ЦНИИС» : канд. хим. наук Глазманом Ф.Б., инж. Б.И. Р ой тман ом; Всероссийского научно-исследовательского института железнодорожного транспорта (ГУП ВНИИЖТ) МПС России: с.н.с . Г.М. Молги ной по заказу Департамента эксплуатации и сохранности автомобильных дорог Государственной службы дорожного хозяйства Ми нистерства транспорта Российской Федерации. В подготовке материала принял участие канд. экон. наук, доцент кафедры маркетинга Саратовского государственного социально-экономического университета К.О. Распоров.
В Руководстве учтены замечания и предложения Г П « РосдорН ИИ» (канд. техн. наук Е.Н. Щетининой), Комитета по дорожно-транспортному строительству дорог при правительстве Саратовской области, ООО «Барс», ЗАО «Институт Ст рой проект», ГОУ ВП О ВГАСУ, ООО предприятие «Ин вестстройиндустрия» , ООО Научно-производственное предприятие «Разноцвет», ООО « СК Паритет-МК» , ООО «Мобил строй XXI », профессора кафедры «Мосты» МИИТа В .О. О сип ова.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Область применения
1.1.1. Настоящее руководство распространяется на полное или частичное восстановление защитных покрытий металлических конструкц ий эксплуатируемых автодорожных мостов на автомобильных дорогах общего пользования и предназначае тся для использования специализированными подрядными организациями и дорожн о-эксплуатаци онны ми службами Федеральной дорожной службы Ми нистерства транспорта Российской Федерации при организации, производстве и контроле качества работ по текущ ему содержанию и капитальному ремонту.
1 .1 .2 . В руководстве изложены требования к выбору систем защитны х покрытий, к п одготовке поверхности перед окрашиванием, к лакокрасочным материалам и технологии их нан есения, к безопасному ведению работ и экологической безопасности. Положения, изложенные в руководстве, должны соблюдаться при текущем содержании, планово-предупредительных, капитальных ремонтах и реконструкции эксплуатируемых автодорожных мостовых сооружений.
Руководство регламентирует порядок проведения мероприятий по орган и зации над зора за состоянием защитных противокоррозионных покрытий несущих и ограждающих металлических конструкций, методы оценки их технического состояния, а также работы, проведение которых обеспечивает нормальные условия эксплуатаци и покрытий металлоконструкций мостовых сооружений эксплуатируемых автодорожных мостов:
- периодический контроль состояния защитных покрытий для обеспечения нормальных условий эксплуатац и и и уточнения сроков профилактических работ и ремонта покрытия;
- регулярная ремонтная части ч ная или сплош ная окраска конструкций в рамках работ по содержанию и при проведении периоди ческих профилактических работ;
- оценка технического состояния защитных покрытий конструкций перед ремонтами и другими работами, которые не могут быть в полном объеме осуществлены дорожно-эксплуатационными службами;
- специальные обследования состояния конструк ц ий и защитных покрытий при участии специалистов по защите кон струкций от коррозии с разработкой регламента или проекта защиты от коррозии и проекта производства работ по защите от коррозии металлоконструкций с учетом выбранной системы покрытия и установленного технологического процесса;
- капитальный ремонт и полная замена защитных покрытий;
- контроль качества выполнения работ.
1 .1 .3 . Нормативные ссылки, термины и определения понятий по коррозии и защите от коррозии металлических конструкций, использованные в настоящем руководстве, приведены в приложении 1.
1.2. Виды коррозии
1.2.1. Коррозией называется необратимый процесс разрушения металла под влиянием химического или электрохимического воздействия внешней среды, в результате которого образуются п родукты коррозии (окись, гидроокись железа и т.д.), т.е. ржавчина.
Для м ет аллоконструкций мостов характерна электрохимическая коррозия, при которой на поверхности корродирующего металла образуются анодные и катодные участки. При воздействии влаги, которому подвергаются элементы металлоконструкций, происходит электрическое соединение анодных и катодных участков между собой.
1 .2 .2 . Создаваемая движущимся автотранспортом среда, насыщенная образующимися в выхлопе газообразными агрессивными соединениями, а в период применения антиобледенительны х средств и хлоридами, а также грязь, попадающая с проезжей части и автотранспорта на металлоконструкции, отрицательно действуют на покрытие и металл, значительно увеличивая скорость развития коррозии, особенно в местах с затрудненным проветриванием. На скорость коррозии также влияет механическое воздействие на лакокрасочное покрытие песка, щебня и рабочих органов дорожной техники, которые могут приводить к механическому повреждению покрытия. При наличии вн ешней причины в виде блуждающ их токов коррози я обычно усиливается.
Скорость проникнове н ия коррозии может достигать 0 ,1 - 0 ,4 мм в год и более. Образующиеся при этом продукты коррозии и ме ют объем в 5 - 7 раз больший, чем коррозированный металл.
1 .2 .3 . При оценке технического состояния конструкций, пораженных коррозией, прежде всего, необходимо определить вид коррозии . Это дает возможность разработать наиболее обоснованные мероприятия по восстановлению не сущей способности и защите конструкц ий от коррозии.
1 .2 .4 . По характеру раз рушения поверхности металлоконструкц ий мостов можно выд елить следующ ие осн овные виды коррозии:
Спло ш ная (равноме рная) коррозия - характеризуется относительно равномерным по всей поверхности уменьшением толщины сечен и я элемента. Сплошная коррозия обычно встречается на конструкц иях с разрушенным и длительное время не ремонтировавшимся защитным покрытием. Она обусловлена равномерным возд ействием внешней среды на всю поверхность конструкц ии (см. рис. П.2.15).
Местная или локальная (пятнами) коррозия - сосредоточена на отдельных участках поверхности металла. Характеризуется небольшой глубиной проникновения коррозии по сравнению с поперечными (в поверхнос т и) размерами коррозионных поражений. Пораженные участки покрывают ся продуктами коррозии как и при сплошной коррозии, однако поражаются и покрываются продуктами коррозии лишь локальные участки поверхности. Коррозия пятнами обычно обусловлена повышением агрессив ности среды на локальных участках вследствие попадания на поверхность конструкц ии конденсата, атмосферной влаги, локального накопления или отложения содей и др.
Язвенная коррозия - вид коррозии, характеризую щ ийся появлением на поверхности конструкции повреждений, глубина и поперечные размеры которых (до не скольких миллиметров) соизмеримы (см. рис. П.2.16, П.2.19б).
Местная или язвенная коррозия может развиваться под слоем защитного покрытия. Такую форму коррозии называют подпленоч н ой коррозией (см. рис. П.2.14, П.2.16). Подплен очная коррозия нарушает адгезию защитного покрытия.
1 .2 .5 . На корродирующ ей поверхности, как правило, могут присутствовать однов ременно различные виды коррозионных повреждений. Со временем на одном и том же участке поверхности возможен переход от одного вида коррози и в другой. Например, п одпленочн ая коррозия может перейти в коррозию пятнами, затем в общую коррозию (см. рис. П.2.17), в том числе с образованием глубоких язв. Язвенная и местная коррозия - наиболее опасные виды коррозии, так как ее развитие может приводить к достаточно быстрому уменьшени ю площади сечения элемента на локальном участке (см. рис. П.2.19 - П.2.21) , в то вре мя как общее внешнее состояние противокоррози онного покрытия будет удовлетворительным.
1.3. Методы защиты от коррозии
1 .3 .1 . Защиту металлоконструкций пролетных строений мостовых сооружений от коррозии следует осуществлять:
- лакокрасочными покрытиями;
- комбинированными мета л ли заци он но-лакокрасочны ми покрытиями.
Защиту от коррозии ограждающих конструк ц ий мостового полотн а: барьерного ограждения, пе рил и т.п. следует осуще ствлять методом горячего ц инкования либо гальванизацией.
1 .3 .2 . Основным способом защиты от коррозии эксплуатируемых мостов является нанесение на металлоконструкции лакокрасочных покрытий (окрашивание), препятствующее проникновению к поверхности металла влаги, агрессивных газов и жидкостей. Лакокрасочные покрытия, как правило, состоят из одного или нескольких слоев грунтовки и нескольких слоев покрывных материалов, адгезионно связанных с защищаемой поверхностью. Покрытие получае тся нанесением жидких лакокрасочных материалов на окраши ваемую поверхность с последующим формированием пленки. Перечень рекомендуемых лакокрасочных материалов и их краткие характеристики приведены в справочном приложении 4.
1 .3 .3 . Качественное покрытие замедляет коррозионные процессы, но со временем в нем происходят процессы старения, изменяющие физико-механические свойства покрытия, оно приходит в негодность и требует восстановления. Эффективный срок службы лакокрасочного покрытия (ЛК П) должен быть не менее 5 - 15 лет и зависит от качества и свойств примененных материалов, толщины и числа слоев, качества подготовки поверхности, степени агрессивного воздействия. При несоблюдении требований технологии проц есса окрашивания эффективный срок службы лакокрасочного покрытия резко снижается.
1.3 .4 . Ряд поверхностей металлоконструкций мостов неизбежно, в силу своего расположения, испытывают повышенную коррозионную нагрузку. К элементам, эксплуатируемым в особо агрессивных условиях, в первую очередь, относятся элементы, расположенные непосредственно у проезжей части (ограждение безопасности, элеме нты ферм на высоте до 2 - 2 ,5 м от уровня проезда) и в зонах деформац ионных швов. Для долговременной и надежной защиты этих участков от коррозии ц елесообразно применение комбинированных м еталли заци онно-лакокрасочны х покрытий, что позволяет значительно продлить срок противокоррозионной защиты металлоконструкции - до 30 и более лет.
1 .3 .5 . В качестве металли зационны х покрытий принимают ц инковые, алюминиевые или цинк-алюминиевые покрытия. Надежная и длительная защита стали от атмосферной коррозии основана на том, что в применяемые в металлизационных покрытиях цинк и алюминий по отношению к стали являются анодными металлами и защищают её электрохимически. Способность металлизационных покрытий различного состава проявлять защитные антикоррозионные свойства проявляется по-разному в воздухе с разным составом:
- ц ин ковые покрытия обеспечивают надежную защиту от коррозии в атмосфере, не загрязненной промышленными газами;
- алюминиевые покрытия устойчивы при воздействии промышленной атмосферы сернистых газов;
- цинк-алюминиевые покрытия более стойки в различных условиях атмосферной коррозии, чем цинковые или алюминиевые.
1 .3 .6 . В зависимости от способа плавления напыляемого материала различают несколько методов металлизации. Наибольшее распространение получили электродуговой и газопламенный. Коррозионная стойкость покрытия, получаемого обоими методами, практически одинакова и определяется их толщиной.
1 .3 .7 . Для блокировки поверхностно-активных точек метал лизационн ого покрытия в каналах капилляров, предотвращающего возможность их взаимодействия с коррозионной средой, на мет ал ли зационн ое покрытие наносятся лакокрасочные материалы с низкой вязкостью и хорошей смачиваемостью.
1 .3 .8 . Высокая стоимость материалов и работы по защ ите мостовых конструкций от коррозии методом металлизации ограничивают его применен ие. Однако при обработке только самых уязвимых и труднодоступных участков металлоконструкции эффект повышения долговечности сооружения превосходит соответствующее увеличение капиталовложений в производство противокоррозионной защиты.
1.4. Классификация конструкций
1.4.1. При выборе оптимальных систем покрытий и параметров технологического процесса, обеспечивающ их заданный срок службы и требуемое качество выполнения работ, все поверхности металлоконструкций мостовых сооружений, подлежащие окраске, следует классифиц ировать по следующим параметрам:
- сложность доступа к поверхности;
- сложность выполнения технологических операций;
- ответственность конструкции;
- степень коррозионного воздействия.
1 .4 .2 . В целях обоснованного определения фактических трудозатрат на ремонт при определении объемов работ поверхности конструкции целесообразно группировать на сходные по сложности доступа, сложности выполнения технологических операций и степени коррозионного воздействия. Примерная классификация элементов и деталей металлоконструкций пролетных строений дана в приложении 3.
1 .4 .3 . В числе факторов, определяющих техническую возможность и сложность выполнени я определенной операции технологического процесса ок раски металлоконструкций мостовых сооружений тем или иным способом, существенное значение имеет доступность окрашиваемой поверхности. Восстановление противокоррозионного покрытия металлоконструкций эксплуатируемых мостов, как правило, значительно более трудоемкий процесс по сравнению с окраской конструкций новых мостов на строительной площадке. В условиях затрудненного доступа сложность и продолжительность выполнения технологических операций по ремонту и восстановлению противокоррозионных покрытий мостов может многократно возрастать.
Поверхности элементов по доступности для содержания и производства окрасочных работ классифицируются по группам:
А. Поверхности, доступные со штатных стационарных обустройств или с земли.
Б. Поверхности, доступные со штатных передвижных подмостей.
В. Поверхности, доступные после сооружения временных подмостей.
Г. Поверхности, доступные только с использованием альпинистского снаряжения.
Д. Поверхности, доступные после разборки определенных элементов конструкции.
Е. Недоступные поверхности.
1 .4 .4 . Кроме указанной в п. 1.4.3 . классификац ии все обрабатываемые поверхности разделяются на внутренние и наружные.
1.4 .5 . При определении стоимости работ по ремонту покрытия при высоте конструкц ий более 4 м , обрабатываемых с лесов, подмостей, люлек и лестниц , применяется коэффициент к норме затрат труда и к основной заработной плате К = 1 ,1 [ 8]. При определении стоимости работ по ремонту покрытия на поверхностях групп В и Г устройство и разборка лесов, подмостей учитывается отдельно.
1 .4 .6 . При определении стоимости работ по обработке поверхностей, отнесенных к группе Б, учитываются трудозатраты на перемещение рабочих, инструмента и оборудования на штатных передвижных подмостях к местам производства работ.
1 .4 .7 . При определении стоимости работ по антикоррозионной защите в нутренних поверхностей коробчатых пролетных строений учитываются затраты на доставку материалов, вынос отработанного абразива (для больш их мостов на значительное расстояние), а также затраты на обеспечение принудительной вентиляции внутри коробок.
1 .4 .8 . Некоторые внутренние поверхности становятся доступными только после разборки определенных элементов конструкции. При определении стоимости работ по ремонту покрытия на поверхностях группы Д отдельно учитываются необходимые разборка и монтаж элементов конструкции.
1 .4 .9 . Наиболее простыми с точки зрения доступа являются балочные пролетные строения со сплошной стенкой. В таких конструкциях доступ затруднен, как правило, только к фасадным поверхностям балок, а при отсутствии смотровых передвижных подмостей - к нижним поверхностям нижних поясов балок. Сложным для окраски типом пролетных строений являются арочные мосты с ездой поверху. Для таких конструкций мостов площадь труднодоступных поверхностей, отнесенных к группе «Г», может достигать 10 %. Технологический процесс ремонта и восстановления защитного покрытия, особенно подготовка поверхностей к окрашиванию, для таких конструкц ий требует значительных трудозатрат и может занимать продолжительное время. Не менее сложными конструкциями для выполнения ремонта и восстановления покрытия являются металлические сквозн ые фермы с решетчатыми клепаными элементами. Качественная очистка, подготовка поверхностей таких конструкц ий также требует значительных трудозатрат.
1.4.10 . В числе факторов, определяющих сложность выполнения определенной операции технологического процесса при обработке поверхностей металлоконструкций мостовых сооружений, существенное значение имеют следующие:
· размеры элемента или узла;
· конфигурация металлоконструкции (ажурность);
· расположение обрабатываемой поверхности относительно горизонтали.
1 .4.11 . Размеры элемента или узла определяются длиной, шириной поперечного сечения, площадью поверхности. При ширине окрашиваемых конструкций менее 1 м к норме затрат труда и к основной заработной плате вводится коэффициент К = 1,2 [ 8] .
1 .4 .12 . Сложность выполнения работ, связанная с конфигурацией металлоконструкции (ажурностью), при определении стоимости работ учитывается при окраске решетчатых поверхностей, учитывается введением к норме затрат труда, к основной заработной плате, стоимости материалов и эксплуатации машин и механизмов коэффициента К = 1,1 [ 8]. Отдельно может быть учтена стоимость выполнения полосовой окраски кистями, а также герметизации и шпаклевки неплотностей. Для сложных по конфигурации элементов предварительно окрашиваемая кистями площ адь поверхности - больше.
1 .4 .13 . Сложность выполнения работ по обработке горизонтальных поверхностей - горизонтальное расположение оборудования (например, нижние и верхние плиты коробчатых конструкций) - учитывается введением к норме затрат труда и к основной заработной плате коэффициента К = 1 ,3 [ 8].
1 .4.14 . По ответственности конструкции мостов делятся на несущие (в том числе основные и вспомогательные) и ограждающие. С целью снижения стоимости ремонтных работ для ограждающих конструкц ий могут быть приняты более дешевые системы покрытий.
1 .4 .15 . По степени коррозионного воздействия металлоконструкции автодорожных мостов следует классифицировать на три группы:
- эк сплу атир уемы е в особо агрессивных условиях;
- эксплуатируемые в условиях средней агрессивности;
- эксплуатируемые в малоагрессивных условиях.
1 .4.16 . Срок службы лакокрасочного покрыти я существенно зависит от степени коррозионного воздействия на поверхность конструкц ии. Следует стремиться к обеспечению одинаковой долговечности покрытия на всей площади металлических поверхностей сооружения, для чего следует применять различные системы покрытий, в соответствии со степенью коррозионного воздействия на данном участке конструкции. Рекомендации по выбору систем покрытий приведены в п. 2.7.
1 .4.17 . Степень коррозионного воздействия устанавливается специалистами при обследовании сооружения с учетом общих рекомендаций, указанных в приложении 3.
1 .4.18 . С целью снижения степени коррозионного воздействия на элементы конструкции перед проведением ремонта покрытий следует принять все необходимые меры по устранению источников коррозионного воздействия или уменьшению их влияния.
1 .4.19 . Для долговременной и надежной защиты от коррозии участков, эксплуатируемых в особо агрессивных условиях, рекомендуется использовать комбинированные покрытия, получаемые методом металлизации с последующим нанесением лакокрасочных материалов.
2. НАДЗОР ЗА СОСТОЯНИЕМ, ОРГАНИЗАЦИЯ СОДЕРЖАНИЯ И РЕМОНТА ПРОТИВОКОРРОЗИОННЫХ ПОКРЫТИЙ МЕТАЛЛОКОНСТРУКЦИЙ МОСТОВЫХ СООРУЖЕНИЙ
2.1 . Технические требования к противокоррозионным покрытиям
2 .1 .1 . Системы покрытий и применяемые материалы в зависимости от условий эксплуатации конструкций в различных макрокли мати ческих районах и степени загря зненности атмосферы коррозион но-активны ми агентами и ориентировочного срока службы покрытия могут быть различными.
Противокоррозионные защитные покрытия должны отвечать следующим основным требованиям:
- Надежно защищать от коррозии поверхности в рабочем интервале температур от 70 °С до минус 60 °С при воздействии атмосф ерно-кли мати ческих факторов и агрессивности окружающ ей среды.
- Обладать высокими физико-механическими свойствами: адгезией, твердостью, прочностью пленок при ударе и эластичностью при изгибе, абразивостойкостью, особенно при низких температурах. Покрытия не должны растрескиваться и отслаиваться.
- Отличаться химической стойкостью к агрессивным средам: действию хлоридов, кислот, сернистых газов и др.
- Покрытия должны обладать высокой влагостойкостью.
- Покрытия должны быть быстросохнущими, т.к. попадание на непросохший слой загрязнений будет способствовать получению некачественных, пористых и несплошных покрытий, в которых загрязнения могут явиться очагами начала разрушения покрытий и коррозии металла.
- Внешний вид покрытия должен соответствовать V классу по ГОСТ 9.032. Покрытие не должно иметь пропусков, трещин, пузырей, морщин и других дефектов, влияю щ их на защитные свойства.
2.1 .2 . Материалы для шпаклевки щелей и зазоров должны обеспечивать: атмосферостойкость и водостойкость, хорошую адгезию к металлу, грунтовке.
2 .1 .3 . Группы условий эксплуатации покрытий в различных климатических зонах при 1 -ой категории размещения по ГОСТ 15150 (открытая атмосфера) при нимаются в соответств ии с ГОСТ 9.104 (с изменением № 1 ). Степень агрессивности внешней среды в месте расположения мостового перехода должна указываться в проектной документации .
2.2. Организация контроля состояния противокоррозионных покрытий металлоконструкций
2 .2 .1. Контроль состояния противокоррозионных покрытий металлоконструкций входит составной частью в комплекс мероприятий по надзору за мостовыми сооружениями. В состав надзора входят: постоянный надзор, текущие и периодические осмотры, а также специальные осмотры (обследования), проводимые в соответствии с требованиями [ 10].
2 .2 .2 . Весь комплекс работ по надзору за мостовым сооружением ставит своей целью своевременно обнаружить повреждения и дефекты, чтобы предотвратить снижение его транспортн о-эксплуатацион ны х качеств или предупредить возможность этого явления.
2 .2 .3 . Все виды осмотров (кроме обследования) осуществляются техническим персоналом дорожных эксплуатационных хозяйств, а обследования - специализированными организациями, имеющ ими лицензию на выполнение таких работ.
2 .2 .4 . Постоянный надзор состояния защитных покрытий металлоконструкций должны выполнять мостовые мастера, обслуживающие свои участки по длине моста, в режиме ежедневного обхода своего участка. При этом осуществляется визуальный осмотр поверхностей основных конструкц ий.
2 .2 .5 . Теку щие осмотры проводят раз в квартал. При этом осмотру подвергаются все окрашенные поверхности элементов моста с выявлением в них дефектов и повреждений. В таких осмотрах участвует инженер-мостовик, который выявляет повреждени я покрытия, требующие устранения силами дорожно-эксплуатаци онного участка, и прочие.
2 .2 .6 . П ериод ические осмотры проводят в случаях обнаружения дефектов, требующих устранения си лами специализированных организаций. К таким осмотрам привлекаются организации и специалисты, имеющие право на данные виды работ. В рамках периоди ческих осмотров производится оценка технического состояния защитных покрытий, даются рекомендации по срокам проведения ремонта защитного покрытия.
2 .2 .7 . Проведению капитальных ремонтных работ по восстановлению противокоррозионных покрытий больших мостов должно предшествовать специальное предремонтное обследование, которое выполняют с привлечением специализированных служб и организаций. Предремонтное обследование поверхностей металлоконструкций должно проводиться с учетом положений, изложенных в нормативных документах [ 2, 4, 7, 10, 11, 12, 13, 14].
2 .2 .8 . Задачей п редремонтн ого обследования является получение исходных данных для выбора систем лакокрасочного покрытия, разработки технологического регламента и проекта производства работ по ремонту, в том числе:
- состав покрытия (материалы грунтовочного и покрывных слоев, их количество);
- продолжительность эксплуатации конструкций с покрытиями, в том числе после последнего ремонта покрытия;
- адгезия покрытия к металлу и межслойная адгези я ;
- толщина покрытия;
- площадь повреждения покрытия;
- площадь поверхности конструкций, покрытая продуктами коррозии, вид и глубина проникновения коррозии;
- наличие продуктов коррозии под поверхностью покрытия;
- возможность местной механической очистки конструкций от продуктов коррозии с целью проведения частичного восстановления защитных покрытий;
- источники агрессивного воздействия, вызывающие местное разрушение покрытий и коррозию металла;
- динамика разрушения покрытий и появление признаков коррозии в зависимости от удаления от источников загрязнения, изменение расположения поверхностей элементов конструкций в пространстве, наличие щелей, узких зазоров, сварных швов, острых кромок, дефектов изготовления.
2 .2 .9 . Данные о типе существующего покрытия и продолжительности эксплуатации необходимы для определения требований к подготовке поверхности при проведении ремонтной окраски и выбору лакокрасочных материалов. Информация может быть получена из технической документации, однако довольно часто приходится констатировать отсутствие достоверных сведений по окраске моста. В этом случае при проведении обследования совместимость предыдущего покрытия с планируемой с истемой окраски определяют испытанием. В ряде случаев может быть установлено, что отдельные конструкции или части э лементов в период эксплуатации окрашивались различными лакокрасочными материалами и различным числом слоев. На это следует обращать внимание.
2 .2.10 . Адгезия определяется методом решетчатых надрезов в соответствии с ГОСТ 151140 .
2 .2.11 . Толщину существующего покрытия устанавливают с помощью магнитных, электромагнитных или индукционных толщиномеров. Число слоев может быть установлено исследованиями среза покрытия под увеличением. За толщину покрытия в точке принимают среднее из пяти измерений на участке 10 × 10 см.
2 .2.12 . Оценка защитных свойств существующего покрытия производится визуально по внешнему виду по площади разрушений и по степени разрушения в баллах в соответствии с ГОСТ 9.407 (см. табл. 2.1) .
2 .2.13 . Оценка состояния покрытия является основой для принятия технических решений по проведению противокоррозионных работ. В зависимости от состояния покрытия, с учетом уровня внешнего воздействия выбирается вид ремонта:
- при оценке разрушения до 2 баллов специальные ремонтные работы не проводятся, устранение отдельных дефектов производится в рамках работ сверхнормативного содержания организацией, осуществляющей содержание;
- частичный ремонт покрытия следует проводить на участках, наиболее подверженных воздействию влаги и соли, при оценке состояния покрытия не выше 3 баллов;
- на хорошо проветриваемых участках, где прямое воздействие а грессивн ой среды исключено, частичный ремонт рекомендуется проводить, если состояние покрытия достигло 3 - 4 баллов;
- при состоянии защитного покрытия для элементов с повышенной коррозионной опасностью о ц енивается в 4 балла или 5 баллов, для остальных - должен проводиться капитальный ремонт или осуществляться полн ая замена лакокрасочного покрытия.
Таблиц а 2.1
О ц енка защитных свойств покрытия по ГОСТ 9.407
|
Балл по ГОСТ 9.407 |
По площади разрушенного покрытия, % , при наличии |
По размерам разрушенного покрытия |
||
|
отслаивания |
коррозии металла |
глубина отслаивания |
диаметр коррозионных очагов, мм |
|
|
1 |
Разрушение отсутствует |
|||
|
2 |
До 5 |
Д о 1 |
Разрушение внешнего слоя, видимое при увеличении в 10 раз |
До 0,5 |
|
3 |
5 - 25 |
1 - 5 |
Разрушение внешнего слоя, видимое невооруженным глазом |
0 ,5 - 1 ,0 |
|
4 |
25 - 50 |
5 - 15 |
Разрушение до грунтовочного слоя |
1 ,0 - 3 ,0 |
|
5 |
Свыше 50 |
Свыше 15 |
Разрушение до окрашиваемой поверхности |
Свыше 3 ,0 |
2 .2 .14 . Для в озможности обследования недоступных для непосредственного осмотра элементов эксплуатирующие организации, по указаниям специалистов, должны обеспечивать необходимый доступ к этим элементам.
2 .2 .15 . В необходимых случаях в ходе обследования проводят пробную очистку поверхности конструкций от загрязнений, ржав чины, старых покрытий и т.п. методами, указанными в п. 3.1 настоящего руководства, а также производят пробные опыты по определению совместимости лакокрасочных материалов.
2 .2.16 . Отчет по результатам обследования должен содержать:
- оценку состояния защитного покрытия;
- рекомендации по снижению степени агрессивного воздействия на отдельные элементы или конструкцию в целом;
- результаты подсчета площадей обрабатываемых поверхностей, сгруппированных в соответствии с принятой системой классификации;
- рекомендации по удалению старого покрытия и по подготовке поверхности пере д о крашиванием;
- рекомендации по выбору оптимальных систем покрытий.
2 .2 .17 . Результаты обследования, проведенного в объеме, согласованном между заказчиком и исполнителями, должны являться основанием для разработки технологического регламента или проекта противокоррозионной защиты.
2.3. Установление источников коррозионного воздействия
2 .3 .1 . До разработки проекта противокоррозионной защиты металлоконструкции необходимо установить основные источники и степень агрессивного воздействия среды на конструкции. Основные показатели агрессивного воздействия природных и рабочих сред приведены в [ 2] и в Рекомендациях по проектированию защиты от коррозии строительных металлоконструкций, М .: ЦНИИпроектстал еконструкция, 1988 .
2 .3 .2 . Установление основных источников агрессивного воздействия производят на основании результатов специального обследования и данных, полученных во время периодических осмотров.
2 .3 .3 . При старении слоя лакокрасочного покрытия происходят необратимые изменения его защитных и физико-механических свойств. Снижение защитных свойств лакокрасочного покрытия приводит к появлению и развитию коррозии металла.
Степень коррозионного воздействия на поверхности металлоконструкций зависит от ряда факторов, к которым, в частности, относятся:
- Конструктивные недостатки сооружения. Недостатки водоотвода - н еправильное место установки водоотводных трубок ил и недостаточная их длина, что приводит к обводнению нижележащих элементов металлоконструкций. Недостатки конструкции деформационных швов, приводящ ие к попаданию воды на близлежащие металлоконструкции. Наличие замкнутых полостей, пазух, плохо проветриваемых поверхностей, зазоров в стыках и т.п.
- Ошибки, допущенные при проектировании и в ходе проводи мы х ранее окрасочных работ - недостаточная или небрежная предварительная обработка поверхностей, неправильно выбранная система защитного покрытия, тип лакокрасочного материала, несоблюдение технологического процесса окраски, применение некачественных лакокрасочных материалов.
- Отсутствие или некачественное выполнение работ по содержанию.
- Повреждения гидроизоля ц ии приводят к протечкам через плиту проезжей части на металлоконструкции.
- Несвоевременность и низкое качество периодической подкраски, проводимой во время эксплуатации сооружения. Окраска, проводимая без очистки поверхности элементов от загрязнений, без удаления низлежащего дефектного покрытия приводит в большинстве случаев к ускорению коррозионных процессов.
- Пери о дическое ув л ажнение всех металлоконструкций атмосферными осадками - д ождем, снегом, туманом, росой. Дождь и снег для мостовых сооружений с ездой поверху воздействуют, в основном, на фасадные поверхности крайних балок (главным образом, на нижний пояс и нижнюю часть стенки) и элементы пилонов, арок, подпруг, стоек, если такие имеются. Воздействие тумана и росы на элементы металлоконструкций, закрытые от прямого попадания дождя и снега плитой проезжей части, может вызвать поверхностную коррозию, с образованием язв в слабозащ ищ енны х местах, где лакокрасочное покрытие имеет дефекты. Как правило, воздействие тумана и росы более сильно проявляется у низких мостов, у которых металлоконструкции расположены близко к поверхности воды.
- Применение в зимнее время ан ти обледени тельны х средств, содержащих агрессивные хлористые соединения, является фактором, усиливающим коррозионную активность в тех местах, где на поверхность металлоконструкций попадает вода с проезжей части как в результате прямых протечек, так и при оседании на поверхности
элементов жидко-капельного тумана, образую щ егося при движении автотранспорта.
- Применение песка и п еско соляны х смесей в период образования гололеда приводит к нарушению целостности защитных лакокрасочных покрытий на металлических конструкциях мостов в результате абразивного воздействия песчинок, мелких частиц гравия и кристаллов твердых хлоридов, вылетающих из-под колес движущегося автотранспорта. В результате взаимодействия упомянутых частиц с поверхностью ЛК П происходят деформации, просечки, отслоения лакокрасочной пленки и далее - коррозия металла, усиливающаяся при воздействии агрессивных хлористых соединений.
- Воздействие прямого солнечного излучения , особенно ультрафиолетовой части его спектра, ускоряет деструкцию (разрушение) ЛКП, особенно в комплексе с воздействием влаги, абразивных частиц и хлоридов.
Разрушение покрытия ведет к появлению незащищенных участков металла и, в конечном итоге, к его коррозионному разрушению.
2 .3 .4 . В условиях повышенного агрессивного воздействия находятся, как правило, следующие поверхности конструкции:
- поверхности, расположенные на расстоянии 0 ,5 - 1 м от деформационных швов;
- поверхности элементов, расположенные у водоотводных трубок;
- поверхности у мест протечек через плиту проезжей части;
- фасадные поверхности балок пролетных строений со сплошной стенкой, со стороны соседнего мостового сооружения;
- поверхности элементов главных ферм с ездой понизу, расположенные на высоте до 2 ,0 - 2 ,5 м от уровня проезжей части;
- нижние узлы главных ферм сквозных пролетных строений с ездой понизу;
- поверхности, обращенные вниз к воде у мостов малой выс от ы;
- элементы силовых ограждений, мачты освещения, конструкции перильных ограждений.
Данные о степени коррозионного воздействия на различные элементы мостовых металлоконструкций приведены в приложении 3.
2.4. Организация содержания противокоррозионных покрытий, рекомендации по обеспечению нормальной эксплуатации металлоконструкций
2 .4 .1. Срок службы лакокрасочного покрытия ограничен и зависи т от п ринятой системы лакокрасоч ного покрытия, качества материалов и выполнения окрасочных работ, условий эксплуатации сооружения и его конструктивных особенностей, а также от качества содержания мостовых сооружени й.
Важную роль в повышении долговечности противокоррозионных покрытий на этапе эксплуатации имеет выполнение следующих мероприятий:
- содержание поверхностей в чистоте, своевременное удаление песка, снежной массы, обмывка поверхностей пресной водой;
- своевременная частичная ремонтная окраска поверхностей на участках с поврежденным покрытием;
- своевременная сплошная окраска пролетных строений и элементов мостового полотна, с соответствую щ ей подготовкой поверхностей;
- замена лакокрасочного покрытия.
2 .4 .2 . В соответствии с классификацией работ по ремонту и содержанию автомобильных дорог общего пользования (распоряжение Росавтодора № ИС-5 -р от 03 .01.02 г.) окраска металли ческих элементов перил, ограждений, мачт освещения и др., сплошная окраска перил и ограждений, а также столбов освещения, частичная окраска элементов металлических конструкций пролетных строений и опор, а также сплошная окраска пролетных строений относится к работам по содержанию автомобильных дорог и дорожных сооружений.
2 .4 .3 . Согласно «Методическим рекомендациям по содержанию мостовых сооружений на автомобильных дорогах» (распоряжение Росавтодора № 7- р от 30 .08 .99 г.) в состав работ по содержанию мостовых сооружений включаются:
· надзор;
· уход;
· профилактика;
· планово-предупредительный ремонт ( ППР ).
2 .4 .4 . Работы по уходу за сооружением относятся к группе нормативных работ, т.е. работ, которые выполняют на всех сооружениях в течение года (сезона). Нормативные работы оплачиваются по соответствующим нормативам, установленным Росавтодором.
Работы, выходящие за рамки нормативного содержания и выполняемые при возникновении необходимости в них, являются сверхнормативными (дополнительными) работами по содержанию мостового сооружения. Как правило, эти работы выполняются на основе ведомостей дефектов, смет или проектной документации. Условно эти работы делятся на профилактику и П ПР .
Согласно классификации работ по содержанию мостовых сооружений (приложение 3 «М етодических рекомендаций по содержанию мостовых сооружений на автомобильных дорогах») к нормативным работам по содержанию отнесены работы, обеспечивающие поддержание окрашенных поверхностей в чистоте и которые снижают вероятность зарождения дефекта, вызванного застоем влаги на элементах (наличие грязи, посторонних предметов и т.д.).
Все остальные работы по окраске отнесены к работам сверхнормативного содержания, в частности, к работам профилактики отнесены работы, обеспечивающие устранение дефектов покрытия на ранней стадии развития, когда для их устранения требуются минимальные затраты:
- окраска ограждений с нанесением вертикальной разметки;
- окраска перил по всей длине;
- подкраска одиночных повреждений лакокрасочного покрытия с зачисткой металла;
- ремонтная окраска металла в приопорн ы х зонах с подготовкой металла под окраску;
- окраска отдельных поясов балок, ферм, раскосов ферм или других элементов;
- окраска опорных частей.
К работам ПП Р по содержанию отнесены работы по сплошной окраске металла пролетного строения с соответствующей подготовкой металла конструкций.
2 .4 .5 . Работы по содержанию осуществляются систематически по всем элементам и сооружениям.
Работы по удалению загрязнений с поверхности металлоконструкций являются обязательными и должны выполняться с установленной периодичностью организацией, осуществляющей содержание. Периодичность работ по очистке окрашенных поверхностей следует принимать с учетом климатических условий, особенностей и состояния конструкций. Сплошную очистку поверхностей следует производить не реже одного раза в год, в весенний период, после окончания применения противогололедных средств. Очистку конструк ц ий от плотной слежавшейся грязи рекомендуется производить скребками, не допуская при этом, чтобы скребки повредили покрытие. Сухую не слежавшуюся пыль с поверхности можно удалять вакуумными аппаратами (пылесосами) или обдувкой сжатым воздухом. После очистки все поверхности рекомендуется обмыть струей воды. Проверка выполнения работ проводится Заказчиком ежемесячно.
2 .4 .6 . Лакокрасочное покрытие, имеющее разрушения, требует неотложного возобновлени я. В случаях обнаружения повреждений в покрытии окраску дефектных участков следует производить сразу, не дожидаясь срока проведения ППР . Частичная окраска отдельных участков сооружения осущ ествляется силами эксплуатационной организации в рамках профилактических работ с применением, в основном, ручных и механизированных методов очистки и окраски конструкций.
2 .4 .7 . При ремонте сооружений, как правило, выполняются работы по полной замене лакокрасочного покрытия с удалением продуктов коррозии, зачисткой металла пролетных строений и нанесением грунтовки. Эти работы осуществляются в соответствии с проектн о-сметной документацией и технологическим регламентом, разработанными на основе материалов обследования.
2.5. Особенности проектирования защиты от коррозии металлоконструкций мостовых сооружений, находящихся в эксплуатации
2 .5 .1. При ремонтной окраске эксплуатируемых пролетных строений производят:
- частичную подкраску отдельных участков поверхности, имеющих дефекты лакокрасочного покрытия или частей элементов, эксплуатирующихся в особо агрессивных условиях (см. приложение 3). В этих случаях необходимо применять особо устойчивые краски или защитные покрытия;
- п ери одическую сплошную окраску отдельных металлоконструкций;
- полную замену защитного покрытия.
Сроки возобновления окраски устанавливают в зависимости от состояния старого покрытия.
2 .5 .2 . Заблаговременно, до начала работ по окраске моста, необходимо провести обследование металлоконструкций, оценить состояние сущ ествующего покрытия, выбрать систему покрытия, определить объем работ, разработать технологический регламент ремонта противокоррозионного покрытия, а при необходимости - проект рем онта.
2 .5 .3 . Работы по ремонту лакокрасочного покрытия металлоконструкц ий мостов должны производиться в соответствии с технологическим регламентом, утвержденным заказчиком, который может являться как самостоятельным документом, так и частью проекта восстановления противокоррозионного покрытия. Регламент разрабатывается специализированными организациями после проведения специального обследования.
2 .5 .4 . В технологическом регламенте должны быть отражены следующие основные вопросы:
- уровень требований по очистке поверхности;
- технология подготовки поверхности;
- система покрытия и требуемая толщина его слоев;
- технология приготовления рабочих составов лакокрасочных материалов;
- необходимые указания по производству окрасочных работ;
- условия, при которых должны проводиться работы;
- правила приемки и методы контроля;
- требования производственной санитарии и безопасности, в т ом числе экологической;
- прочие данные.
2 .5 .5 . При проектировании ремонта и восстановления противокоррозионных покрытий эксплуатируемых мостовых сооружений следует учитывать состояние существующего покрытия, размеры и конфигурацию элементов, степень и вид коррозионных повреждений, а также доступность окрашиваемых поверхностей.
2 .5 .6 . Форма стальных конструкций влияет на эффективность защитных покрытий. Проектные решения должны учитывать устранение мест скопления песка, воды и соли, устройство вентиляционных и сливных отверстий, защиту от брызг и т.д.
Следует учитывать, что обеспечение высокого качества ремонта покрытия на труднодоступных поверхностях требует больших трудозатрат, которые должны быть учтены при определении сметной стоимости ремонта.
2 .5 .7 . В проекте следует предусматривать применение самоподъемных подвесных люлек, подмостей, смотровых тележек и лестниц , обеспечивающих удобство доступа к окрашиваемым конструкц иям. В отдельных случаях могут устраиваться легкие переносные подвесные подмости.
Для доступа к некоторым элементам может быть предусмотрено использование автовышек и передвижных подмостей и др.
2 .5 .8 . Для ремонта противокоррозионных покрытий металлоконструкций пролетных строен ий путепроводов через железнодорожные пути могут использоваться тележки на рельсовом ходу. Выполнение работ допустимо лишь в «окна» по согласованию с дистанц ией пути. При наличии контактной сети работы следует производить при снятом напряжении с последующ им заземлением контактного провода.
2.6. Установление объемов работ
2 .6 .1. Объем необходимых работ характеризуется площадью поверхности, подлежащей очистке и окраске, определяемой по проектным чертежам или натурными измерениями.
2 .6 .2 . В отдельных случаях при определении площ ади поверхности для сложных конструкций с решетчатыми элементами по согласованию с заказчиком можно пользоваться переводными таблицами, исходя из веса окрашиваемой конструкции.
2 .6 .3 . При определении объемов работ поверхности металлоконструкций должны быть проклассифицированы в соответствии с п. 1.4.
Расчеты площадей окрашиваемых поверхностей должны производиться раздельно для каждого типа поверхностей в соответствии с классификацией п. 1.4.
2 .6 .4 . При неполном удалении слоев старого покрытия для этих поверхностей должна быть отдельно определена соответствующая площадь. При этом следует учитывать, что нанесение дополнительных слоев краски на существующие слои ЛК П, имеющие дефекты, не приводит к прекращению или заметному замедлению начавшегося процесса коррозии, а, наоборот, может ускорить его развитие, затрудняя испарение влаги с поверхности металла. С увеличением толщины покрытия свыше 250 - 300 мкм нарушается совместность деформаций металла и краски под нагрузкой, что ускоряет растрескивание и отслаивание лакокрасочного покрытия.
2 .6 .5 . При определении объемов работ по обработке соответствующих поверхностей необходимо учитывать устройство - разборку лесов, необходимую разборку - монтаж отдель ных элементов, транспортировку рабочих, материалов и оборудования на передвижных подмостях, затраты на обеспечение экологической безопасности и т.д.
2.7. Выбор систем покрытий
2 .7.1 . Системы покрытий металлоконструкц ий, предназначенных для эксплуатации в районах с умеренным и холодным климатом, должны от вечать требованиям ГОСТ 9.401, ГОСТ 27751-88. При выборе систем покрытия следует учитывать ряд эксплуатационных, экономических и технологических факторов.
2 .7 .2 . Под эксплуатационными показателями следует понимать фактические условия эксплуатации и условия производства ремонтных работ. К этим показателям относятся:
- ремонтопригодность. При выборе лакокрасочных материалов для поверхностей с неполным удалением старых слоев краски необходимо учитывать их совместимость с покрывными лакокрасочными материалами. Данные по совместимости лакокрасочных мат е риалов приведены в справочном приложении 10. При неправильном выборе лакокрасочных материалов может наблюдаться вспучивание, отслоение, шелушение и растрескивание покрытия;
- агр е ссивное воздействие среды. Выхлопные газы, химикаты, применяемые для борьбы с гололедом, также механическое воздействие песка, щебня и рабочих органов дорожной техники;
- треб у емая декоративность. Покрывной (верхний) лакокрасочный материал рекомендуется применять светлого тона для облегчения надзора и уменьшения температурных влияний на пролетное строение . Для облегчения контроля нанесения слоев краски каждый слой может иметь свой оттенок;
- треб у емая долговечность покрытия. Согласно ГОСТ 27751-88 металлические и сталебетонные мосты относятся к объектам 1 уровня ответственности, что подразумевает использование при ремонте и содержании этих объектов наиболее долговечных материалов, в том числе и лакокрасочных материалов. Для поверхностей элементов, подверженных особо сильному агрессивному воздействию, целесообразно применение комбинированных метал ли заци он но-лакокрасочны х покрытий. Комбинированное покрытие при толщине металли зационного слоя 180 - 250 мкм позволяет обеспечить срок службы покрытия от 30 до 50 лет.
2 .7 .3 . Под технологическими факторами нужно понимать:
- совместимость с др у гими методами защиты;
- необходим у ю степень подготовки поверхности;
- в оз можность производства работ, исходя из климатических условий. Для районов с повышенно м влажностью возд уха во время производства работ - свыше 80 % - в обязательном порядке необходимо рассматривать в расчетах однокомпонентны е поли уретановы е материалы, которые позволяют производить окрасочные работы при влажности воздуха до 96 %;
- требования взр ы во- и пожаробезоп асности ;
- санитарно-гигиенические и экологические требования.
2 .7 .4 . Под экономическими факторами понимаются факторы, определяющие экономическую эффективность вложения капитала. К ним относятся прямые затраты капитала, которые включают в себя:
· стоимость лакокрасочных материалов, растворителей, расходных материалов;
· стоимость разового оборудования, технологической оснастки;
· амортизационные отчисления на восстановление оборудования и основных производственных фондов;
· прямые затраты на выполнение подготовительных, очистных и окрасочных работ;
· полные затраты на выполнение мероприятий по технике безопасности и охране окружающей среды;
· затраты на осуществление контроля всех опера ц ий технологического проц есса;
· затраты на страхование;
· затраты на обеспечение условий для проведения очистных и окрасочных работ (вентиляция, сушка, отопление, освещение и т.п.) - при необходимости выполнение таких работ;
· затраты на возведение лесов, подмостей, на транспортные работы и т.п. - при необходимости;
· затраты, связанные со снижением пропускной способности объекта из-за выполнения ремонтных работ.
2 .7 .5 . Следующ им фактором, влияющим на эффективность капиталовложений, являются приведенные затр аты кап итала, которые показывают, какие капиталовложения в отдаленной перспективе необходимо произвести заказчику на эксплуатацию и ремонт покрытия. Для расчета приведенных затрат капитала следует произвести их расчет на период либо в 35 лет, либо на срок службы наиболее долговечного покрытия. При сравнении различных вариантов покрытий следует рассчитать приведенные затраты капитала по каждому из вариантов. Для этого временной интерв ал сравнения разби вается на периоды, определяемые сроком службы покрыти я. Например, если срок службы покрытия составляет 10 лет - это означает, что на 11- й год после проведения работ по нанесению этого покрытия его следует заменить на новое. Для расчета затрат капитала на год проведения следующего ремонта следует воспользоваться коэффиц иентом приведения, который рассчитывается по формуле ( 1)1:
1 ВСН 21-83 «Указания по оп ределен ию экономической эффективности капитальных вложений в строительств е и реконструкции автомобильных д орог».
Кпр = (1 + ЕНП) t , (1 )
где Кпр - коэффиц иент приведения;
Е НП - норматив для приведения разновременных затрат, который равен 0 ,08 ;
t - год, когда необходимо произвести повторные капитальные вложения.
После этого определяются приведенные затраты капитала для этого года путем деления прямых затрат капитала на коэффициент приведения, т.е. по формуле ( 2):
 ( 2 )
( 2 )
где ![]() - приведенные
затраты капитала, р.;
- приведенные
затраты капитала, р.;
З K - прямые затраты капитала, р.
Далее необходимо повторить данный расчет для следующих периодов времени до тех пор, пока не будет перекрыт интервал сравнения. В случае, если интервал сравнения перекрывается с запасом, например, вместо 35 лет мы получаем 40 , то следует в расчетах для приведения затрат к 35 -му году ввести понижающий коэффициент. Этот коэффициент определяется путем деления количества лет до последнего года интервала сравнения на срок службы покрытия, т.е. 4 /10 означает, что для достижения 35 лет необходимо 4 года, а срок службы покрытия составляет 10 лет. При расчете данного коэффициента мы принимаем, что покрытие теряет свои защитные свойства рав номерно год за годом, хотя это не совсем так. Но поскольку учет этого фактора может сильно усложнить задачу (зависимость срока службы покрыти я и его защитных свойств н осит нелинейный характер), для расчета мы прини мае м линейную зависимость.
2 .7 .6 . Аналогичным образом произв одится расч ет и для других вариантов. После этого результаты табулируются, произв одится суммарная оценка затрат капитала по каждому из вариантов, т.е. суммируются как прямые, так и приведенные затраты капитала. Вывод об экономической эффективности того или иного варианта д елает ся на основании суммарных затрат капитала. Тот вариант, где суммарные затраты капитала оказываются наименьшими, признается самым эффективным и может быть рекомендов ан к работе.
2 .7 .7 . Расчет затрат капитала производится либо на 1 м2 защищаемой поверхности, либо на объект в целом.
2 .7 .8 . Для более точного определения стоимости ЛКМ следует определить их расход, используя формулу ( 3)2 . При этом расчет производится, исходя из величины толщ ины сухой пленки покрытия ТСП (мкм), указанной в технологической документации на окрасочн ые работы и объемной доли нелетучих веществ в используемом ЛКМ ДН (% ), указанной в документации производ ителя краски.
2 Письмо ЦНИИС от 03 .03 .99 , № 8710 /074 .
![]() ( 3 )
( 3 )
где КПК - коэффициент, учитываю щ ий потери материала, составляющий ориентировочно: 1,1 - при ручном нанесении; 1 ,25 - при безвоздушном нанесении; 1,4 - при пневматическом нанесении.
При определении требуемого количества гр унтовки для нанесения первого грунтовочного слоя следует учитывать шероховатость окрашиваемого металла. При этом реальное количество грунтовки в зависимости от шероховатости поверхности и толщ ины слоя может оказаться в несколько раз больше расчетн ой величины. Коэффициент потерь на шероховатость прини мается следующ ий3: при шероховатости поверхности в 30 мкм - 0 ,02 л/м2, 45 мкм - 0 ,03 л/м2, 60 мкм - 0 ,04 л/м2, 75 мкм - 0 ,05 л/м2, 90 мкм - 0,06 л/м2. Параметры шероховатости поверхности определяются по стандарту ИСО 8503 -2 только для случая очистки поверхности абразивоструй ны м методом.
3 ЦНИИ КМ «Прометей», Курс лек ц ий по подготов ке инспекторов по контролю и приемке работ по нан есению лакокрасочных покрытий.
Установление параметров шероховатости производится с помощью эталонов сравнения, технические характеристики которых соответствуют стандарту ИСО 8503-1. Эталоны сравнения представляют собой плоские платины, разделенные на четыре сегмента с различной строго калиброванной шероховатостью. Шероховатость оценивается визуальным и осязательным методами оценки.
Тол щ ина сухой пленки определяется по следующей формуле ( 4)4:
4 ЦНИИ КМ «Прометей», Курс лекций по подготовке инспекторов по контролю и приемке работ по нанесению лакокрасочных покрытий.
![]() ( 4 )
( 4 )
где ТМП - толщина мокрой пленки, мкм;
ДН - доля нелетучих веществ, % .
2 .7 .9 . При выборе систем покрытия следует учитывать и такие дополнительные факторы, как коррозионное состояние металлических поверхностей и старого лакокрасочного покрытия, наличие данных о старом лакокрасочном покрытии (исп олнительная документация), технологическую возможность качественной подготовки поверхности (доступность), климатические условия и сроки проведения ремонтных работ.
2 .7 .10 . В большинстве случаев поверхности элементов конструкций испытывают разную степень агрессивного воздействия. При выборе систем покрытия следует стремиться к обеспечению равной долговечности ЛК П на всех элементах конструкции. Этого можно достичь принятием для различных поверхностей одного сооружения разных систем покрытий. При этом необходимо, чтобы эти системы были химически и технологич ески совместимы. Для поверхностей элементов, находящихся в условиях повышенного агрессивного воздействия, можно также рекомендовать увеличение общей толщины покрытия путем нанесения дополнительных слоев покрывного лакокрасочного материала.
2 .7 .11 . Покрывной (верхний) лакокрасочный материал рекомендуе тся при менять светлого тона для облегчен ия надзора и уменьшени я те мпе ратурных влияний на пролетное строение. Цвет покрывного слоя согласовывается с заказчиком.
2 .7.12 . Для облегчения контроля нанесения слоев краски каждый слой может иметь свой оттенок.
2 .7.13 . Выбор в пользу того или ин ого варианта покрытия делается заказчиком совместно с проектировщиком по совокупности эксплуатационных, технологических и экономических преимуществ одного из вариантов с привлечением аттестованных специ алистов, имеющих соответствующую квалификацию.
2 .7.14 . Системы покрытий при ведены в приложении 5. Допускается применение систем защитных покрытий, не указанных в приложении 5, после проведения испытаний по согласованию с заказчиком.
2 .7.15 . Для сравнительного анализа необходимо подобрать не менее 3 - 4 вари антов покрытий. Срок службы этих покрытий определяется согласно приложению 5, а в случае отсутствия данных о сроке службы он устанавливается путем испытания материалов в спец иализированных лабораториях, имеющих сертификат и лицензию на проведение подобных испытаний. В приложении 5 приведены средние сроки службы систем ЛК П. Для элементов, эксплуатирующихся в различных условиях (см. приложение 3), рекомендуется применять следующие поправочные коэффициенты к срокам службы систем лакокрасочных покрытий, приведенные в столбцах 9 и 10 таблицы п риложения 5:
- при малоагрессивной степени коррозионного воздействия 1,3 ;
- при сред н еаг ресси вн ой степени коррозионного воз действия 1,0 ;
- при особо агрессивной степени коррозионного воздействия 0 ,7 .
2 .7 .16 . Пример сравнительного расчета стоимости различных вариантов антикоррозионной защи ты (технико-экономическое обоснование) п риводится в приложении 8. Для упрощения элементы, подлежащие противокоррозионной защите, не классифи циров ались по степени агрессивного воздействия сложности доступа и т.д. Из приведенных расчетов следует, что в общей стоимости окраски моста и эксплуатац ионн ых расходах играет важную роль качество краски, срок ее службы и относительно небольш ая ее цена. Использование более деш евых, но менее долговечных материалов веде т к снижению первоначальных затрат капитала, однако на стадии эксплуатации возникает необходимость более раннего и частого возобновления покрытия, что ведет к росту суммарных затрат. Приведенные затраты на возобновление покрытия на п рактике могут быть еще большими, так как в сравнительных расчетах не учтена стоимость лесов и технологи ческих подмостей. В практических расчетах стоимость устройства под мостей необходимо учитывать при каждом ремонтном окрашивани и для элементов, отнесенных к группе доступности В или Г (см. приложение 3).
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА И ВОССТАНОВЛЕНИЯ ПРОТИВОКОРРОЗИОННЫХ ПОКРЫТИЙ
3.1. Последовательность выполнения основных операций
3.1.1 . Для получения долговечного покрытия важно не только использование качественных материалов, но и строгое соблюдение технологии проведения работ, особенно подготовительных, а также контроль качества выполнения работ на каждом этапе. Несоблюдение правил производства работ может не только не дать ожидаемых результатов, но и привести к отрицательным последствиям.
3.1 .2 . Конструкции мостов находятся в тяжёлых условиях эксплуатации, что требует применения высококлассных покрытий, нанесение которых предполагает высокий профессиональный уровень и ответственность руководителей работ и исполнителей.
3.1.3 . Технологический процесс ремонтной окраски включает в себя п оследовательное выполнение следующ их основных операций:
- подготовку п оверхности;
- заделку щелей и герметиза ц ию неплотностей (при необходимости);
- грунтование поверхности металла;
- окрашивание покрывными лакокрасочными материалами в соответствии с принятыми системами покрытия;
- сушку каждого слоя покрытия;
- контроль качества на каждом этапе производства работ, а также всего покрытия в целом.
3.2. Подготовка поверхностей металлоконструкций перед окраской
3 .2.1 . Прочность сцепления покрытий с металлом (адгезия) и срок их службы во многом зависят от качества подготовки поверхности. Поэтому при проведении работ по окраске моста следует обращать серьезное внимание на качество подготовки поверхности, решающим образом влияющее на срок службы создаваемого покрытия.
Наличие различных загрязнений резко ухудшает прочность сцепления с металлом. При неполном удалении продуктов коррозии с поверхности металла процесс коррозии может протекать под слоем покрытия, что приводит к его отслаиванию.
Особое в н имание должно быть обращ ено на тщательность очистки элементов пролетных строений, наиболее под верженных загрязнению и коррозии (см. приложение 3), а также труд нодоступных мест (деталей узлов, пазух).
3 .2 .2 . Подготовка поверхности к нанесению покрыти я закл ючается в:
- удален ии с подготавливаемой поверхности дефектных слоев старой краски;
- удалении с подготавливаемой по в ерхности продуктов коррозии;
- устранении дефектов поверх н ости (заусенц ев, сварочных брызг и т.д.) ;
- округлении острых кромок и наружных углов радиусом не менее 1 мм;
- удалении солевых загрязнений;
- очистке сварных швов;
- придании поверхности необходимой шероховатости;
- обезжир и ван ии подготавлив аемой поверхности;
- обеспыливании.
3 .2 .3 . Твёрдые наслоения, например, бетона, раствора и толстого слоя ржавчи ны удаляют ударным пн евм о- или электроинструментом и соскабли ванием.
3 .2 .4 . Следы масел и жира устраняют с поверхности растворителем (уайт-спиритом, ксилолом) или мойкой щелочным раствором. Обезжиривание эле ментов пролетных строений мостов, подвергающ ихся дробеструйной и химической очистке, проводят до очистки, а при обработке механизированным и ручным инструментом - после очистки. Для сварных мостов особое вн имание при обезжиривании следует уделять участкам металла в зонах монтажных сварных швов. Для обезжиривания, в основном, применяется способ протирки поверхности ветош ью или волосяными щетками, смоченными указанными составами. При очистке крупных поверхностей рекомендуется использовать моющий агрегат высокого давления (6 - 15 МП а) с температурой моющ его раствора (50 - 70 °С). Моющи й раствор оставляют на поверхности на 2 мин, после чего смывают с помощью агрегата высокого давления.
3 .2 .5 . Загрязнения солями удаляют пресной водой и щётками. Очень важно своевременно удалить соляные загрязнения, т.к. в проц ессе абрази во-струй ной очистки соль вбивается в стальную поверхность и, образуя во влажной среде электролиты, вызывает процесс коррозии под покрытием. После очистки щ ётками поверхности моются и просушиваются.
Перед окраской металлических мостов, расположенных на морском побережье, все металлоконструкции для удаления налета соли с них должны быть промыты струей пресной воды и просушены. Промытые и просушенные поверхности желательно обдуть струей сжатого воздуха.
3 .2 .6 . Степень очистки металла от окал ины, ржавчины и старых слоев краски определяется требовани ями к поверхности в зависимости от планируемой си стемы покрытия. Для эпоксидно-хлорвиниловых систем покрытий, как правило, требует ся II степень очистки (см. таб. 3.1 ) .
Таблица 3.1
Требования ГОСТ 9.402 к подготовке поверхности перед ремонтным окрашиванием
|
Обозначение степени подготовк и поверхности пе ред ремонтным окрашиванием |
Степень удаления за грязн ени й и продуктов коррозии |
Характеристика п одготовленной п оверхности |
|
I |
Полное удаление старого лакокрасочного покрытия и продуктов коррозии |
Удаление окислов до второй степени (не видимы н евооруже нным глазом). Дальнейшая подготовка поверхности проводится как для вновь изготавли ваемых изделий |
|
II |
Удален и е старого лакокрасочного покрытия, ржавчи ны, отстающей большими кусками, окалины |
На поверхности изделий остаются: прочно прилегающий тонкий несплошной слой грунтовки, отдельные точки ржавчины, небольшие куски окалины, плотно п ри легающие к основ е, и легкий налет со ржавым от тенком в ранее п рокорроди рованны х местах |
|
III |
Удалени е ме стных повреждений старого лакокрасочн ого покрытия, отстающ его от основы |
На поверхно с ти и зд елий остается неповрежденное лакокрасочное покрыти е, плотно прилегающее к основе |
3 .2 .7 . В случае под готов ки поверхн ости перед ремонтным окрашиванием до степени II следует удалять отдельные точки ржавчины, так как их наличие может з начи тельно уменьшить адгези онные связи вновь создаваемого покрыти я с металлической поверхностью и, соответствен но, значи тельно умень шить срок службы покрытия.
3 .2 .8 . Очи стку конструкц ий следует производить одн им из следующи х сп особов:
- механическим (очистка ручным и механизированным инструментом);
- с т руй но-абрази вны м;
- п л азм ен но-абрази вным ;
- гидроабразивным;
- гидравлическим;
- химическим для удале н ия многослойных покрытий смы вками .
3 .2 .9 . Механизированная и ручна я очистка является наиболее простым и трудоемким способом очистки от коррозии. Очистка стальными щ ётками и скребками применяется при частичной подкраске и очистке труднодоступных для более производительного оборудования мест. Скребками (можно использовать также пневмо- и ли электромолотки) очищают металл от пластовой коррозии и отслаивающегося покрытия. Очистка стальными щётками прои зводи тся вручную или щёткой с механи ческим приводом. Обычно используются круглые щ ётки с пн евмо- или электроприводом. Ручной способ очистки допускается как вспомогательный при применении других способов, т.к. качество очистки ручными щётками редко соответствует требованиям по очистке к онструкц ий до 2 -й степени очистки по ГОСТ 9.402 табл. 3 ГОСТ.
Преимущество м методов ручной и механизированной очистки явля е тся простота выполнения работ, не требующая наличия спец иализированного оборудования и высококвалифици рованного пе рсонала.
Недостатками являются относительно н и зкое качество очистки, шум, возможность повреждения металла ударным инструментом.
3 .2.10 . Струйн о-абразивная очистка является наиболее распространённым и эффективным способом очи стки поверхности металла. Принц ип метода струйной очистки состоит в том, что на подготавливаемую поверхность воздействует струя сжатого воздуха под давлением от 0 ,3 до 1 ,2 МП а, не сущая в себе поток сухих частиц абразива различного хи ми ческого и фракц ионного состава с вы сокой кине тической энергие й. В результате обработки поверхность приобретает шероховатость, оптимальную с точки зрения адгезии лакокрасочного материала к металлу. Применение ст руй но-абразивной очи стки позволяет д обиться 2 -й степени очистки по ГОСТ 9.402 табл. 3 ГОСТ.
В современных методах получения антикоррозионных покрытий наиболее часто используются неметаллические абразивы. Это шлак и - отходы производства металлургической промышленности (ку першлак, ни кельшлак, доменный шлак и т.п.) с определенным размером частиц (0 ,2 - 1 ,4 мм), а также кварц евый песок. Для пе скоструйной очистки можно применять просушенный, прокаленный кварц евый песок с фракцией 1,5 - 2 ,0 мм и влажностью не более 2 % . Давление сжатого воздуха при пескоструйной очистке должно быть равным 0 ,5 - 0 ,8 МП а. Наибольшая производительность струйной очистки достигается при наклоне сопла к обрабатываемой поверхности пол углом 50 - 70 ° и расстоянии 30 - 50 см. После удаления старого покрытия поверхность обеспыливают с помощ ью волосяных щеток или обдувкой сжатым воздухом.
Преимуществом пескоструйной очистки является высокое качество очистки. Кроме того, в результате обработки поверхность приобретает шероховатость, оптимальную ( Rz 30 - 50 мкм) с точки зре ния обеспече ния адгези и лакокрасочного материала к металлу.
Недостатками являются высокая стоимость работ, загрязнение отработанными частицами абразива, пыль.
3 .2 .11 . Гидроабразивная очистка водой высокого (10 - 40 МПа) д авлени я с добавлением абразива или гидравлическая - без добавления абразива позволяет удалить с поверхности все виды пы лег рязевы х отложений, масляные пятна, плохо держащ уюся старую краску и рых лые продукты коррозии. Производительность этого метода в 5 - 6 раз выше су хопескоструй ны х, однако обработанная поверхность достаточно быстро покрывается налетом коррозии.
Преимуществом гидроабразивной очистк и является высокое качество очистки.
Не д ост атками явл яю тся невозможность выполне ни я работ при отрица тельн ых темп ературах, необходимость пассивации очищенных до чи стого металла эле ме нтов для предупрежд ения быстрого появлен ия н ового н алета ржавчины.
3 .2 .12 . Пл азменн о-абрази вн ая технология очистки газодинами чески ми устан овками (или термоабразивная очистка) предназначена для очистки окалины, ржавчины, старой краски, сложных полимерных покрытий, бетона, дерева, масел, смазок и других видов загрязнений в сочетании с другими способами очистки. Технология позволяет за счет большой кинетической энергии абразива и нагрева поверхности удалять практи чески все виды загрязнений и обеспечить степень очистки, соответствующей Sa 3 Междун ародного стандарта ИСО 8501-1 .
Рабочими компоне нт ами для установки служат сжатый воздух давлен ие м 0 ,5 - 0 ,7 МП а и топливо (дизельное топливо, бензин и т.п.); для очистки поверхности могут использоваться как металлические, так и неметаллические абразивы, в частности шлаки ц ветных металлов, что исключает образование экологически опасной пыли. Очистка данной установкой может производиться, практически, в любых погодных условиях, при любых температурах воздуха.
Преиму щ еством использования газодинамических установок является малый расход абразивного материала, который составляет от 6 до 12 кг/м2 , что меньше расхода обычной струйн о-абразивн ой очистки в 5 раз, и возможность использования влажного абразива. Производительность плазменной очистки (от 20 до 50 м2 /ч) выше струйно-абразивной очистки в среднем в 5 - 6 раз. При применении метода сокращ аются операции по подготовке конструкц ий под окраску, так как при д анном методе одновре мен но с очисткой металла происходит обезжиривание поверхности.
Недостатком да нного метода является сильный шум, требую щ ий использования индивидуальных средств защ иты органов слуха для операторов и людей, находящ ихся вблизи.
3 .2.13 . Химические методы очи ст ки по верхности с мы вками д ля размягчения старого покрытия и снижения его адгезии. Методы химической очистки являются дополнительными и используются совместно с методами ручной и механизирован ной очистки.
Преимуществом методов химической очистки является относительная простота использования.
Недостатками является необходимость тщательного удаления остатков см ы вок, особенно с мест соеди нения элементов, щелей и других труднодоступных ме ст, т.к. их наличие способствует быстрому разрушению покрытий вновь нанесенных. Другим недостатком методов химической очистки является возможность загрязнения окружающей среды.
3 .2.14 . Други е методы очистки допускаются в технически обоснован ных слу чаях по согласованию со спец иалистами.
3 .2.15 . При выборе способа очистки необходимо руководствоваться:
- данными о состоянии противокоррозионного покрытия конструкции;
- размером и конструктивными особенностями окрашиваемого сооружения и его элементов;
- д оступностью;
- объемом предстоящих работ;
- наличием технических средств, планируемых для производства очистных работ, и принятой схемой противокоррозионной защиты (типом покрытий и технологией их нанесения);
- временем года и климатическими условиями, при которых планиру е тся выполнение работ.
3 .2 .16 . При разработке рекомендаций по выбору способа очистки поверхности необходимо обратить внимание на то, что в х оде работ могут встретиться сле дующ ие проблемы:
- н е допустимость пыли и конструктивные особенности моста не позволяют использовать метод струйной очистки или потребуются дополнительные затраты на укрытие моста с целью недопущения распространения пыли;
- погодные условия могут усложнять и временами полностью препятствовать производству работ;
- затрудненность доступа (возникает необходимость устройства подмостей и ли использование альпинистского снаряжения, значительно повышающих трудозатраты и удорожающих работы).
3 .2 .17 . Выбор сп особа очистки должен соответствовать типу планируемого противокоррозионного покрытия.
3 .2.18 . Старую краску удаляют полностью до металла, если она имеет разрушения, снижающие защ итные свойства покрытия более 3 - 4 баллов по ГОСТ 9.407 (см. табл. 2.1) .
Части металлических конструкций, на которых старая краска хорошо сохранилась, очищают перед окраской только от пыли и обезжиривают. Качество старого покрытия и возможность его да л ьнейшей э ксплуатации устанавливают наружным осмотром и проверкой его адгезии к металлу. Возможность оставления хорошо сохранившегося старого покрытия устанавливается специалистами.
3 .2.19 . Независимо от требуемой степени очистки, участки, где новое покрытие наносится поверх име ющ егося, должны быть очищ ен ы от продуктов мелени я и обезжирены. Очистку участков с хорошо сохранившейся краской, не подлежащей удалению, следует производить с помощ ью щеток и ветош и, смоченной уайт-спиритом, бензином или другими растворителями.
3 .2 .20 . Очистку поверхности прои зводят непосредственно перед окраской. В ц елях уменьшения вероятности новых загрязнений и снижения адгез ии покрытия очищенный металл должен быть покрыт первым слоем грунта не позднее чем через шесть часов после обеспыливания и обезжиривания. Объем поверхности, очищаемой в течение од ного дня, устанавливают таким, чтобы грунтовку можно было бы нанести в тот же день, что и очистку. Если очи щенные до металла поверхности по условиям работы невозможно сразу же загрунтов ать, то непосредственно перед грунтов анием с п ов ерхности удаляют налет ржавчины.
3 .2 .21 . Неплотности мостовых конструкц ий (сплошные и местные щели, зазоры в стыках и пазухах) подлежат шпаклеванию. В качестве шпаклевок используются шпаклевочные материалы, рекомендованные поставщиком грунтовки.
3 .2 .22 . Очищенные поверхности металла подлежат приемке представителем технадзора. При приемке работы по очистке проверяют качество очистки всех конструкций (контроль степени очистки и степени обезжиривания поверхности), особенно мест труднодоступных и наиболее подверженных коррозии.
Приемка очищенной поверхности производится непосредственно перед нанесением грунтовки в соответствии с разделом 3.5. настоящего руководства. Результаты приемки заносят в журнал. При этом одновреме н но производится тщательный осмотр металла с ц елью выявления трещин, расслоений и других дефектов. На маляров должна быть возложена обязанность сообщать обо всех замеченных ими дефектах в металле.
3.3. Общие требования к окрасочным работам
3 .3.1 . Перечень и характеристики лакокрасочных материалов, рекомендованных к использованию п ри ремонте и восстановлении противокоррозионных покрытий металлоконструкций мостовых сооружений, приведены в приложении 4.
3 .3 .2 . Независимо от спецификации окрашивания того или иного объекта при выполнении окрасочных работ должны соблюдаться общие положения и требования, характерные для этого вида работ. Способ нанесения лакокрасочных материалов должен соответствовать рекомендациям завода- изготовителя. На выбор способа нанесения влияют также уровень требований к классу покрытия, размеры и конфигурац ия окрашиваемой поверхности. При окрашивании должны учитываться спец ифические особенности отдельных типов лакокрасочных материалов. Например, ци нкосодержащи е краски в проц ессе их нанесения должны периодически перемешиваться в технологических е мкостях.
3 .3 .3 . При наличии на окрашиваемых поверхностях сварных швов, острых кромок, узких торцевых поверхностей, стыков и т.п. рекомендуется перед окрашиванием всей поверхности наносить на такие места «полосовой» слой ЛКМ. Эта операция производится для того, чтобы достичь необходимой толщины покрытия, а также для дополнительной защиты самых опасных для коррозионного разрушен ия мест.
3 .3 .4 . Покрывной слой лакокрасочного покрытия, если не и меется на то особых указаний, следует применять светлого тона для обле гчени я надзора и уменьш ени я температурных влияний на пролетное строение. Для облегчения контроля нанесения слое в краски желательно, чтобы каждый слой краски имел свой оттенок.
3 .3 .5 . Лакокрасочные материалы должны поступать в герметически закрытой таре и иметь сопроводительные документы (паспорт или сертификат) с указанием номера партии и датой изготовления материала. Не обходимо проверить соответствие номера партии и даты изготовления ЛКМ, указан ных на ярлыке (бирке) тары, с номером партии и даты изготовления, указанными в паспорте на данный материал.
3 .3 .6 . Перед использованием лакокрасочных материалов должны быть проверены показатели паспортов завода-изготовителя на соответствие их техническим требованиям. При несоответствии материал применять нельзя. В случае превышения гарантийного срока п ри мен ять лакокрасочны е матери алы можно только после проведения специализированным предприятием экспертизы качества.
3 .3 .7 . Последующий слой лакокрасочного материала наносят только после того, как предыдущий слой достигнет степени высыхани я 3 по ГОСТ 19007, если иное не оговорено в технической документации. Необход имо предохранять от загрязнения свежеокрашенные поверхности в период межслойн ой сушки ЛКМ.
3.4. Приготовление рабочих составов лакокрасочных материалов
3 .4.1 . Лакокрасочные материалы выпускаются в готовом к употреблению виде или комплектно в виде двух компонентов: основы и отверди теля. Непосредственно перед использованием должны быть приготовлены рабочие составы.
Рабочие составы приготовляют в специальном помещении, оборудованном принудительной вентиля ц ией или на открытом воздухе.
3 .4 .2 . Приготовление рабочих составов лакокрасочных матери алов заключается в выполнении след ующих операц ий:
- перемешивании лакокрасочных материалов до однородной консистен ц ии, как правило, в таре завода-и зготовителя с помощ ью механически х мешалок до полного исчезновения осадка;
- д обавлении отвердителя (для д ву хкомпонен тны х материалов) в пропорц ии , указанной изготовителем в паспорте для данной партии материала;
- введении растворителя (разбавителя) в соответствии с техническими характеристиками на данные ЛКМ с учетом выбранного метода нанесения;
- фильтровании лакокрасочных материалов (при необходимости).
Все операции по нанесению лакокрасочных материалов следует выполнять только в указанной п оследовательности.
3 .4 .3 . Транспортирование и хранение лакокрасочных материалов, вспомогательных материалов и растворителей должно соответствовать требованиям стандартов и технических условий на эти материалы и ГОСТ 9980 .
3 .4 .4 . Перед окрашиванием металлоконструкц ий след ует произвести входной контроль лакокрасочных материалов.
Входной контроль Л КМ включает в себя проверку сопроводительной документации, осмотр транспортной тары и установление соответствия свойств материала требованиям, указанным в технической документации на материал.
3 .4 .5 . Сопроводи тельная документация, подтверждающая соответствие полученного материала заказанному, и его качество (сертификат, паспорт, информац ия о транспортной таре) должны содержать следующие сведения:
- марку материала и нормативную документа ц ию;
- наименование фирмы-постав щ ика;
- цвет материала и номер колера по каталогу;
- дату изготовления;
- количество материала в каждой тарной упаковке;
- условия и срок хранения;
- основные технические характеристики материала, свойства материала (обычно запрашиваются дополнительно).
3 .4 .6 . Перед вскрытием тару (бидоны, баки, банки) следует тщ ательно очистить от пыли и грязи во избежание попадания их в краску. При наличии на поверхности лакокрасочного материала пленки ее необходимо удалить перед перемешиванием.
3 .4 .7 . Качество полученных ЛКМ оценивают путем сопоставления основных технических характеристик, указанных в сертификате на партию материала, и тех же характеристик в технической документации изготовителя. В сомнительных случаях необходимо проведение испытания по тем или иным показателям.
3 .4 .8 . В том случае, если материал поставляется в виде нескольких компонентов, то он приготавливается непосредственно перед его нанесением. Приготовление производится в раздаточных емкостях, где смешиваются все компоненты, и затем композиция доводится до рабочей вязкости в соответствии с рекомендация ми фирмы-поставщика. Время для приготовления двухкомпон ент ного материала и его количество устанавливаются с учетом жизнеспособности композиции (как правило, не более чем на 6 - 8 часов работы), так как рабочие составы с отвердит елями склонны к загу стеван ию и желати заци и.
Подготовка рабочего состава двухкомпо н ентны х ЛКМ производи тся согласно инструкции по применению.
После введения отверд ит еля (при использов ании двухкомпонентных материалов) необходимо произвести тщательное перемешивание ЛКМ и выдержку в течение 30 мин перед нанесением на поверх ность, если нет других указаний в технической документации на конкретный лакокрасочный материал.
3 .4 .9 . В случае применения одн окомп он ен тны х материалов п рои зводи тся только доведение его до рабоче й вязкости. Тип и коли чество вводимого растворителя (разбавителя) должны строго соответствовать ре коме ндаци ям. Чрезмерное количество растворителя может изменить структуру пленкообразующей основы и свойства сформированного покрытия. Готовить рабочий состав однокомп он ен тн ой эмали следует в количестве, не превышающем суточной потребности.
Растворитель (разбавитель) следует добавлять небольшими п орциями при н епрерывном перемешивании до получен ия однородной массы. Условную вязкост ь п ри приготовлении рабочего состава определяют по ГОСТ 8420 с помощью вискозиметра В3 -246 с отверсти ем Æ 4 мм при температуре 20 ± 2 °С.
3 .4 .10 . Для каждого лакокрасочного матери ала рекомендуется пользоваться отдельной технологической тарой. Запрещается приг отовление красок в грязной посуде. Посуду, ранее использовавшуюся для други х красок, необходимо очи стить. Старую засохшую краску можно удалить из посуды п утем обжи га или отмокани я в растворителе.
3 .4 .11 . При п они женны х температу рах лакокрасочны е материалы загустевают. Разведение их в таком состоянии растворителями запрещается, поэтому перед разведением их необходимо выдержать в теплом помещении. Готовую краску следует некоторое время выдержать на открытом воздухе, чтобы избежать больших отличий между темп ературой окрашиваемой поверхности и температурой ЛКМ.
3 .4.12 . Фильтруют лакокрасочные материалы через металлическое сито с сеткой № 01Н -02 Н ГОСТ 6313 , имеющ ее 900 - 1600 отверстий на 1 см2, или через вдвое сложенную марлю.
3.5. Производство окрасочных работ
3 .5.1 . Все операц ии по выполнению технологического окрашивания должны производиться при температуре воздуха от 5 до 30 °С, отн осительной в лажности воздуха не более 80 %, при отсутствии осадков, т умана, росы и воздействии агрессивных агентов, если иное не оговорено в технологическом регламенте. Лучшее качество покрытия достигается при температуре проведения окраски 20 ± 5 °С. С понижением температуры увеличивается время высыхания.
3 .5 .2 . Для исключения конденсации влаги температура окрашиваемой поверхности метал ла должна быть выше температуры точки росы не менее чем на 3 °С . Вероятность конденсации влаги на окрашиваемой поверхности определяется:
· по значениям относительной влажности;
· по разности значений температуры воздуха и точки росы;
· по разности значений температуры окрашиваемой поверхности и точки росы.
Температуру точки росы, в зависимости от температуры окружающего воздуха и относитель н ой влажности, следует определять из таблиц ы приложения 10.
3 .5 .3 . Окраску следует производить по возможности в безветренную погоду. При скорости ветра более 10 м/с окраску производить запрещается. Не допускается нанесение покрытий по влажной, недостаточно высохшей поверхности металла или предыдущего слоя ЛКП, если иное не оговорено в инструкции по применению конкретного материала.
3 .5 .4 . Температура лакокрасочного материала не должна заметно отличаться от температуры окрашиваемой поверхности. Для этого готовый рабочий состав лакокрасочного материала некоторое время выдерживают на открытом воздухе.
3 .5 .5 . Лакокрасочные материалы следует наливать в рабочую посуду в количестве, необходимом для выполнения определенного объема работ.
3 .5 .6 . Начинать окрашивание следует с выполнения полосовой окраски участков болтовых и заклепочных соединений, ребер балок, мест соединения элементов, труднодоступных участков путем нанесения изд анные элементы конструкции дополнительного слоя грунта кистевым способом. После высыхания грунта на этих участках всю поверхность грунтуют сплошь. Аналогичным способом поступают и при нанесении покрывных слоев эмали.
3 .5 .7 . Нанесение лакокрасочных материалов, как правило, необходимо производить распылением. В труднодоступных местах и при малом объеме работ рекомендуется окрашивание производить кистью или валиком.
3 .5 .8 . Все отметки, имеющиеся на конструкции (нумерация узлов, маркировки мест установки для нивелирования и др.), должны быть нанесены на верхний слой краски. На окрашенной конструкции должна быть сделана надпись с указанием даты окраски.
3 .5 .9 . Режимы е стественной сушки лакокрасочных материалов до сте пе ни 3 по ГОСТ 19007 приведены в приложении 6.
3 .5.10 . Окраска кистью - старейший и наиболее простой способ нанесения краски, не требующий специализированного оборудования. Окраска конструкц ий с помощью кисти с тщательной растушевкой в горизонтальном и вертикальном направлениях обеспечивает хорошее сц епление окрасочного слоя с металлической поверхностью, краска хорошо проникает в поры окрашиваемой поверхности.
Из-за большой трудоемкости ручной способ применяют при малом объеме работ (главным образом , при подкраске). Окраска кистью эффективна при обработке поверхности, поражённой коррозией и на объектах, где окраска пистолетом-распылителем приводит к большим потерям краски. Окраска кистью широко используется при проведении ремонтных работ, окраске болтов, углов, кромок, сварных швов и стыков.
Выбор кистей очень большой, и имеет смысл использовать специальную кисть для каждого вида работ.
Вязкость рабочего состава лакокрасочного материала при нанесении кистью должна составлять, как правило, 40 - 50 с. Одним слоем кистевой окраски создаётся плёнка краски толщиной примерно 25 - 30 мкм.
3 .5 .11 . Распыление является наиболее распространённым методом окраски больших поверхностей. Различают пневматическое и безвозду шное распыление. Способ пневмораспы ления основан на дроблении и перемещении краски струей сжатого воздуха. При безвоздушном методе дробление краски на мельчайшие капли в распылителе высокого давления основано на большом перепаде давления, образующемся при выдавливании краски под большим давлением через малое отверстие сопла. Распылённая таким образом краска сохраняет мелкодисперсн ость и высокую скорость при соприкосновении с окрашиваемой поверхностью.
3 .5.12 . Выбор способа нанесения ЛКП зависит от возможностей производителя работ, но предпочтение следует отдавать безвоздушному распылению при помощи покрасочных аппаратов высокого давления (П АВД), т.к. он обладает следующ ими преимуществами перед методом пневмораспыления:
- меньший расход растворителя за счет более высокой вязкости рабочего состава лакокрасочного материала;
- меньший состав оборудования;
- возможность нанесения слоя ЛКМ большей толщины за один проход;
- меньшая пористость покрытия;
- возможность получения покрытий с более высокими адгезионными свойствами за счет обеспечения большей кинетической энергией мелкодисперсных частиц ЛКМ.
3 .5.13 . Для обеспечения качественного покрытия при нанесении лакокрасочных материалов сопло распылителя должно располагаться перпендикулярно окрашиваемой поверхности на постоянном расстоянии до нее в пределах 20 - 40 см. Скорость перемещения распылителя должна быть постоянной. При окраске связей и узких ребер следует перемещать распылитель в направлении их длины.
3.6. Защита металлоконструкций с применением металлизации
3 .6.1. Для хорошего сц епления метал лизационного покрытия с поверхностью последняя должна быть чистой и шероховатой (величина шероховатости должна составлять Rz 30 - 50 мкм). Это достигается обработкой «стальным песком» или другими, не содержащими кремниевые соединения, высокотвердыми абразивными материалами с размерами частиц 1 ,5 - 2 ,0 мм. Для подготовки поверхности можно применять то же оборудование, что и при подготовке перед покрытием лакокрасочными материалами.
3 .6 .2 . Покрытие наносится сразу после подготовки поверхности. Допускаемый разрыв между подготовкой поверхности и металлизацией не должен превышать на открытом воздухе: в сухую погоду - 3 ч, а при влажности воздуха от 80 до 85 % - не более 30 мин. Работы по металлизации можно производить при влажности воздуха не более 85 %, если не используются газоплазменные аппараты.
3 .6 .3 . Попадание влаги на защищ аемую поверхность должно быть исключено. При сырой погоде или отрицательной температуре поверхность должна быть просушена и прогрета. Использование газопламенных аппаратов в этих условиях предпочтительно.
3 .6 .4 . Для нанесения покрытия могут использоваться газопламенные и электродуговые установки, а также электрометалли заторы .
Для напыления следует применять проволоки:
- цинковая марки III , Æ 2 ,5 мм по ГОСТ 13073;
- алюминиевая, Æ 1 ,5 - 3 ,0 мм из алюминия или его сплавов по ГОСТ 7871;
- цинк-алюминиевая из сплавов цинка с алюминием в соотношениях 95 :5 , 88:12 , 85:15 или путем одновременного напыления проволок из цинка и алюминия.
3 .6 .5 . Проволока для металлизации должна иметь чистую, не окисленную поверхность и не иметь вмятин, резких перегибов и расслоений. Очищать проволоку от консервацион ной смазки рекомендуется непосредственно перед употреблением растворителем (уайт-спирит, керосин и т.д.), а от загрязнений - наждачной бумагой № 0 .
3 .6 .6 . Металлизация осуществляется путем последовательного нанесения взаимно перекрывающ ихся параллельных полос. При нанесении последующ его слоя проходы должны быть перпендикулярны проходам предыдущ его слоя.
3 .6 .7 . Окраска металли зац ионн ого слоя лакокрасоч ным материалом производится пневматическим распылением или кистью, по возможности, сразу после металлизации непосредственно по м етал лизаци онн ому слою без какой-либо подготовки поверхности. В случае загрязнения металлизаци онн ого покрытия окраске должно предшествовать удаление загрязнений проти ркой ветошью, смоченной уайт-спиритом. При этом обильное смачивание поверхности растворителем не рекомендуется.
3 .6 .8 . Рекомендуемые системы добавочного лакокрасочного покрытия приведены в приложении 7. Первый слой ЛКМ в комбинированных покрытиях должен наноситься лакокрасочным материалом с малой вязкостью, т.к. этот слой предназначен для заполнения пор металлизационного покрытия и должен быть пропиточным.
3.7. Оборудование
3 .7.1 . Работы по подготовке поверхности металла и нанесению лакокрасочных или комбинирован ных покрытий на конструкции должны выполняться с помощью специализированного оборудования. Рекомендуемый перечень оборудования и контрольно-измерительных приборов для этих работ приведен в прилож ении 11.
3 .7 .2 . Подготовку поверхности перед нанесением покрытий струйно-абрази вны м, плазменн о-абразивны м, гидроабразивным способами рекомендуется выполнять с помощью оборудования, работающего по замкнутому циклу, обеспечивающему сбор и очистку абразива.
3 .7 .3 . В общем случае при подготовке поверхности применяется следующее оборудование:
- руч н ой и механизированный инструмент для предварительной очистки поверхности и удаления твердых наслоений и крупных пластов продуктов коррозии;
- специализированные установки (стру йн о-абразивны е, газодинамические и др. установки);
- абраз и воструй ны е сопла и рукава для подачи абразива;
- компрессорная установка;
- пневмошла н ги;
- п невм опистолеты , щетки, ветошь для обеспыливания и обезжиривания поверхности.
3 .7 .4 . Для приготовления рабочих составов лакокрасочных материалов необходимы:
- весы лабораторные и мерная посуда для точного отмера компонентов при введении отвердителя в основу при смешивании дв у хкомпонентны х лакокрасочных материалов;
- вискозиметр;
- механическая мешалка (миксер) или аналогичное устройство для качественного перемешивания рабочих составов в заводской таре или специальной емкости;
- средства защиты органов дыхания и глаз.
3 .7 .5 . При использов ании метода безвоздушного нанесения лакокрасочных материалов состав оборудования должен включать:
- агрегат окрасочный высокого давления;
- краскораспылители для безвоздушного распыления;
- рукава высокого дав л ения.
3 .7 .6 . При использовании метода пневмораспы ления лакокрасочных материалов состав оборудования должен включать:
- компрессорную установку;
- краскораспылители для пневмораспыления;
- красконаг н етательны е бачки;
- масловлагоотдел и тель (при отсутствии его на компрессорной установке);
- пневмошланги.
3 .7 .7 . Независимо от основного метода нанесения лакокрасочных материалов, для проведения полосовой окраски, подкраски отдельных мест, в том числе сопряжений элементов, болтовых соединений и т.п., необходимо иметь ручные кисти.
3 .7 .8 . Металли зационны е покрытия наносят с помощ ью пи столетов-металли заторов, подразделяющихся, в зависимости от способа плавления п роволоки, на электрометаллизаторы и газометал лизаторы . Для работы металли заторов должна создаваться сеть сжатого воздуха, соответствующего требованиям ГОСТ 9.010. Для питания электрометаллизаторов должны использоваться источники постоянного тока от сварочных преобразователей или выпрямителей, используемых для сварки в среде углекислого газа, например, ПСГ-500 , ПСУ-500 , ВДУ-506 , ВДГ-301 . Источник тока должен иметь плавную регулировку напряжения в интервале от 17 до 40 В и жесткую в ольт-амп ерную характеристику. В качеств е рабочих газов при газоплазменном напылении метал ли зационны х покрытий следует использовать газы или их смеси по ГОСТ 28844. Выбор типа металлизатора должен определяться технико-экономическим анализом и местными условиями.
3 .7 .9 . Для обеспечения контроля за качеств ом производства работ необходимы приборы:
- термометры для контроля температуры окружающего воздуха окрашиваемых металлоконструк ц ий и лакокрасочных материалов;
- психрометр или гигрометр для контроля в лажности окружающего воздуха;
- толщиномер (магнитный, электромагнитный, индукционный) для контроля толщины отдельных слоев и общей толщины создаваемого покрытия;
- адгезиметр (или специальный нож и линейка) для контроля адгезии создаваемого покрытия методом надрезов;
- гребенка для контроля толщины сырого слоя;
- эталон сравнения (корпоратор) для определения шероховатости поверхности;
- прибор для определения сплошности покрытия.
Контрольно-измерительные приборы должны быть сертифицированы и поверены.
3.8. Методы контроля и правила приемки
3 .8.1. Контроль за качеством произв одства работ по защите от коррозии металлических конструкций моста осущ ествляют на всех стадиях технологического процесса, включая:
- качество используемых материалов;
- работоспособность оборудования, технолог и ческой оснастки, приборов контроля;
- квалификацию персонала;
- соответствие климатических условий требованиям технологической документации на проведение окрасочных работ;
- параметры технологического процесса;
- качество выполнения отдельных технолог и ческих операций;
- соблюдение правил техники безопасности, охраны окружающей среды (экологической безопасности).
3 .8 .2 . По мере выполнения законченных промежуточных видов противокоррозионных работ должно производиться их освидетельствование. К законченным промежуточным видам противокоррозионных работ относятся:
- основание (защищаемая поверхность), подготовленное под нанесение лакокрасочных материалов;
- каждое полностью законченное промежуточное покрытие одного вида (независимо от числа нанесенных слоев).
3 .8 .3 . Результаты освидетельствования промежуточных видов работ следует оформлять актом.
3 .8 .4 . При входном контроле проверяют:
- рабочую документацию;
- на ли чие бирок на таре, сертификатов качества, гигиенических сертификатов, соответствие материалов документации государственным стандартам и техническим условиям;
- пригодность использования материалов, исходя из периода гарантийного срока.
3 .8 .5 . При операционном контроле проверяется:
- температура окружающего воздуха и защищаемой конструкции и лакокрасочного материала;
- относительная влажность воздуха;
- чистота и обезжиренность сжатого воздуха, применяемого в процессе выполнения работ;
- состояние и чистота абразива;
- степень очистки поверхности п еред нанесением лакокрасочных покрытий;
- интервал времени между операциями подготовки поверхности и нанесением покрытия;
- сплошность покрытия по всей площади поверхности;
- толщина сырого слоя;
- толщина сухого слоя;
- число слоев покрытия;
- степень высыхания каждого слоя перед нанесением последующего;
- качество готового покрытия (внешний вид, толщина и адгезия).
3 .8 .6 . Результаты производственного контроля качества работ должны заноситься в журнал производства противокоррозионных работ.
3 .8 .7 . Температуру и относительную влажность воздуха контролируют с помощью аппаратуры, позволяющей выполнить измерение температуры с погрешностью не более ±0 ,5 °С, влажность с погрешностью не более ±5 %.
3 .8 .8 . Обезжиренность и чистоту сжатого воздуха согласно ГОСТ 9.010 проверяют путем обдув а в течение 3 мин поверхности зеркала, установленного на расстоянии от 50 до 100 мм непосредственно от сопла аппарата. Расход воздуха при диаметре шланга 9 - 12 мм должен быть 10 - 20 м /ч . На зеркальной поверхности не допускается появление матового н алета и пятен от влаги и масла.
Вместо зеркала допускается применение белой фильтрованной бумаги по ГОСТ 12026. При этом время обдува увеличивается до 10 - 15 мин. Появление на поверхности бумаги следов масла или влаги не допуск ается.
При наличии масла и влаги в сжатом воздухе необходимо провести замену фильтрующих элементов масловлагоотдел и телей .
3 .8 .9 . Используемый абразив не должен содержать загрязнений и других посторонних примесей. Перед использованием абразива необходимо проверить его чистоту. Для этого небольшое количество абразивного материала поместить в стеклянный сосуд с дистиллированной водой, энергично встряхнуть и оставить в покое для осаждения. На поверхности воды не должно быть пленки консистентной смазки, масла, твердых вещ еств и не должно происходить обесц вечивания. При измерении индикаторной бумагой водной вытяжки рН должен быть не менее 5 . В воде не должно быть белого осадка при добавлен ии капли 5 % азотнокислого серебра (индикация присутствия хлористых солей). Дополнительно состояние и чистоту абразива можно контролировать визуально путем промокания частиц абразива белой фильтровальной бум агой. При использовании плазменн о-абрази вн ого метода очи стки газодинамическими установ ками фирмы «Мобил Строй XXI » разрешается использование влажного абразива.
3 .8 .10 . Контроль подготовки поверхности перед нанесением лакокрасочных материалов проводят не позднее чем через 6 ч после подготовки поверхности и дополнительно непосредственно перед нанесением покрытия. Качество подготовки поверхности оценивают по ГОСТ 9.402 или в соответствии с международными стандартами серии ИСО 8501 -8504 по степени очистки от продуктов коррозии и степени обезжиривания. Требования к качеству подготовки поверхности и методы контроля приведены в табл. 3.2.
Таблица 3 .2
Качество подготовки поверхности и методы контроля
|
Наименование показателей |
Требования |
Методы контроля |
|
Наличие на подготовленной поверхности влаги и загрязнений - пыль, песок и др. |
Не допускается |
Визуально |
|
Степень удаления старого покрытия и продуктов коррозии |
Должна соответствовать установленной в технологическом регламенте согласно ГОСТ 9.402 |
Визуально по табл. 3.1 |
|
Степень обезжиривания поверхности |
Первая по ГОСТ 9.402 |
Визуально - каплей растворителя на фильтровальной бумаге, прикладываемой к подготовленной поверхности |
3 .8.11. Для определения степени обезжиривания на поверхность конструкции наносят 2 - 3 капли растворителя и выдерживают не менее 15 с. К испытуемому участку поверхности прикладывают кусок фильтровальной бумаги и прижимают его к поверхности до полного в питывания растворителя в бумагу. На другой кусок фильтровальной бумаги наносят 2 - 3 капли растворителя и выдерживают его до полного и спарения. При дневном (или искусственном) освещ ении сравнивают внешний вид обоих кусков фильтровальной бумаги. Степень обезжиривания определяют по наличию или отсутствию масляного пятна на первом куске.
3 .8.12 . Интервал между очисткой и нанесением лакокрасочных материалов должен составлять не более 6 ч. Для металли заци он ны х покрытий интервал между очисткой и нанесением покрытия вс ухую погоду должен составлять не более 3 ч, а в сырую погоду - не более 0 ,5 ч .
3 .8.13 . Степень высыхания определяется по ГОСТ 19007. Допускается проверять степень высыхания орган олеп ти чески .
Покрытие считается высохшим до 3 -й степени, если после нажатия пальцем в течение 5 - 7 с на нем не остается отпечатка пальца.
3 .8 .14 . Качество готового покрытия и отдельных его слоев оценивают по внешнему виду, толщине и адгезии в соответствии с табл. 3.3. Необходимость и объем переделки устанавливают в каждом конкретном случае.
3 .8.15 . Внешний вид лакокрасочных покрытий должен соответствовать V классу по ГОСТ 9.032. В соответствии с требованиями ГОСТ 9.032 допускается наличие не более 4 -х включений на 1 м2 размером 2 мм или другое количество включений, если при этом размер каждого включения не превышает 2 мм и суммарн ый размер включений не превышает 8 мм на 1 дм2. Потеки допускаются только отдель ные.
Не допускается наличие непрокрашенных мест, трещин, морщи н , пузырей и других дефектов, регламентированных ГОСТ 9.407, снижающих защ итные свойства и срок службы покрытий.
3 .8.16 . Толщину лакокрасочных и других покрытий контролируют при помощи магнитных толщиномеров, а также по расходу материалов при нанесении на отмеренную поверхность соответствующего количества приготовленного защитного состава.
Перед измерением толщины покрытия толщиномер должен быть откалиброва н при помощи эталонов толщины, входящих в комплектующие прибора. Место измерения и наконечник щупа должны быть очищены от пыли, масляных и жировых загрязнений с целью получения более точных показателей.
Толщину покрытий контролируют выборочно в зависимости от площади и размеров элементов констру к ции.
Толщина покрытий на элементе конструкции определяется как средняя арифметическая величина из количества замеров, принятого для данной конструкции.
Количество точек для проведения замеров выбирают в разных участках в зависимости от площади и размеров элементов: при площади от 30 до 100 м2 - 15 точек; при площади 200 м2 и более - 20 точек; при длине элемента до 5 м - 5 точек; при длине свыше 5 м - 11 точек.
В каждой точке толщину покрытия определяют по 5 контрольным замерам толщины на участке размером не более 50 × 50 мм, при этом максимальные и минимальные значения не учитывают и толщину покрытия оценивают как среднюю арифметическую величину из трех оставшихся показаний.
Толщина покрытий считается соответствующей требуемой, если все местные толщины больше минимальной, устанавливаемой технологическим регламентом для данного участка (элемента) металлоконструкции. При отсутствии технологического регламента толщина покрытия должна соответствовать требованиям табл. 3.3.
Таблиц а 3 .3
Качество выполненного покрытия и методы контроля
|
Наименование показателей |
Требование |
Методы контроля |
|
Лакокрасочное покрытие |
||
|
Внешн ий вид |
Сплошная равномерная пленка. Не допускается наличие непрокрашенных мест и дефектов, снижающих защитные свойства покрытия по ГОСТ 9.407 |
Визуально ГОСТ 9.407 |
|
Класс покрытия |
V |
Визуально ГОСТ 9.032 |
|
Адгезия, баллы, не более |
2 |
Выборочно методом решетчатых надрезов по ГОСТ 15140 |
|
Толщина лакокрасочного покрытия |
Не менее указанной в п риложениях 5 и 7 для принятой системы покрытия или требованиях технологического регламента |
Магнитными, электромагнитными или индукционными толщиномерами ГОСТ 27750 |
|
Металл изационн ое покрытие |
||
|
Внешний вид |
Равномерное по толщине и однородное по цвету и блеску мелкозернистое покрытие. Не допускаются пропуски, вздутия, крупные капли застывшего металла |
Визуально. Цвет и зернистость - сравнением с эталоном по ГОСТ 9.304 |
|
Адгезия |
Отслаивание и выкрашивание покрытий не допускается |
Выборочно по ГОСТ 9.304 методом рисок |
|
Толщина м ет алл изацион ного слоя, мкм, не менее |
180 - 250 мкм (если иное не оговорено в технологическом регламенте) |
Магнитными, электромагнитными или индукционными толщиномерами |
3 .8.17 . Адгезию лакокрасочных покрытий определяют в соответствии с требованиями ГОСТ 15140 методом решетчатых надрезов. На поверхности лакокрасочного покрытия делают по шесть параллельных надрезов во взаимно перпендикулярных направлениях. Размер единичной решетки зависит от толщ ины лакокрасочного покрытия: при толщ ине покрытия до 60 мкм - 1 × 1 мм, при толщине покрытия 60 - 120 мкм - 2 × 2 мм, при толщ ине покрытия 120 - 200 мкм - 3 × 3 мм. Надрезы должны делаться по линейке или шаблону на всю глубину лакокрасочного покрытия острым скальпелем или бритвенным лезвием с углом заточки режущей части 20 - 30° . Удобно использовать ножи со сменными одноразовыми лезвиями.
После нанесения надрезов для удаления отслоивш и хся кусочков покрытия проводят мягкой кистью по поверхности решетки в диагональном направлении пять раз в прямом и обратном направлениях. Адгезию оц енивают в баллах (см. табл. 3.4), используя при необходимости лупу.
Таблица 3 .4
Оценка адгезии методом решетчатых надрезов по четырехбалльной шкале по ГОСТ 15140-78
|
Балл |
Описание поверхности лакокрасочного покрытия после нанесения надрезов |
|
1 |
Края надрезов гладкие, нет признаков отслаивания ни в одном квадрате решетки. |
|
2 |
Незначительное отслаивание покрытия в виде мелких чешуек в местах пересечения линий ре ш ет ки. Н аруш ени е наблюдается не более чем на 5 % поверхности решетки. |
|
3 |
Частичное или полное отслаивание покрытия вдоль линий надрезов решетки или в местах их пересечения. Нарушение наблюдается не менее чем на 5 % и не более чем на 35 % поверхности решетки. |
|
4 |
Полное отслаивание покрытия или частичное, превышающее 35 % поверхности решетки. |
Адгезия лакокрасочных покрытий должна быть не более 2 -х баллов, при которой имеет место незначительное отслаивание покрытия в местах пересечения решетки, а разрушения наблюдаются не более чем на 5 % площади поверхности решетки.
На участках проверки адгезии покрытие должно быть восстановлено путем повторного нанесения по принятой технологии.
В связи с тем, что метод определения адгезии по указанному стандарту является разрушающим, то его необходимо ст ь и количество измерений согласовывается заинтересованными сторонами и отмечается в документации.
3 .8.18 . При контроле качества работ по нанесению металли зационны х покрытий дополнительно контролируется соответствие качества проволоки для получения металли заци он ны х покрытий требованиям стандартов. Проволока, применяемая при металлизации, должна быть чистой - после протирки проволоки чистой белой салфеткой (5 раз по 1 м и з бухты) на ней не должно остаться следов механических или жировых загрязнений. Степень очистки металла перед нанесение м мет алли заци он ног о покрытия - первая по ГОСТ 9.402, ГОСТ 28302 или Sa 2 1 /2 по ИСО 8501.1-1987 , степень обезжи ривания - первая по ГОСТ 9.402, шероховатость поверхности после абразивной очистки Ra - от 10 до 12 ,5 , Rmax - 50 .
3 .8 .19 . Интервал времени между очисткой поверхности и н анесением металлизационных покрытий на открытом воздухе в сухую погоду - 3 ч, в сырую погоду - 0 ,5 ч.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Общие требования безоп асности и производственной санитарии
4.1.1 . Работы по очистке металлоконструкции перед окраской связаны с большой запыленностью рабочего места, возможностью повреждений глаз и т.п.
При работе с лакокрасочными материалами необходимо учитывать следую щ ие опасные факторы:
- летучие растворители, попадающие через дыхательные пути в организм;
- попадание в организм пигментов и пылевидной краски, находящихся в окружающем воздухе;
- влияние компонентов на кожные покровы;
- высокое давление, под которым подается лакокрасочный материал к соплу распылителя;
- взр ы во- и п ожароопасн ость растворителей и рабочих растворов отдельных ЛКМ.
4.1.2 . Процесс окраски должен производиться в соответствии с ГОСТ 12.3.002 «Процессы производственные. Общие требования безопасности», ГОСТ 12.3.005 «Работы окрасочные. Общие требования безопасности», СНиП III-4-80, а также «Санитарными правилами при окрасочных работах с применением ручных распылителей» № 991 72 утв ержденными Минздравом СССР 22 .09 .72 г.
4.1 .3 . Противокоррозионные работы на металлических мостах с ездой понизу выполняют при условиях обеспечения безопасности движения тран спорта и ограждения мест производств а работ в соответствии с требованиями «Правил техники безопасности при строи тельстве, ремонте и содержании автомобильных дорог».
4 .1 .4 . Работы на элементах сооружений, расположенных на расстоянии менее 2 м от находящихся под напряжением проводов, допускаются только при снятии с них напряжения и последующем заземлением.
4.1.5 . При производстве работ по очистке и окраске пролетных строений мостов через водостоки глубиной более 1 ,5 м непосредственно у мест работ должны находиться спасательные шлюпки со спасательным инвентарем.
4.1 .6 . К очистке и окраске пролетных строений мостов на высоте более 5 м можно допускать рабочих не моложе 18 и не старше 60 лет, прошедших медицинский осмотр и допущенных к верхолазным работам, прошедших обучение и изучившим инструкцию по охране труда для маляров. Подписи изучивших инструкцию по технике безопасности заносятся в специальный журнал ежеквартально.
4 .1 .7 . Работы на высоте должны выполняться с соблюдением ПОТ РМ 012-2000 «Ме жотраслевые правила по охране труда при работе на высоте».
4.1 .8 . При очистке и окраске пролетны х строений на высоте более 1 ,5 м рабочие должны находиться на подмостях, в с пеци ал ьны х люльках или смотровых тележках. Подмости и люльки для работы должны быть устроены по утвержденному проекту, прочны, надежно подвешены и ограждены перилами высотой не менее 1,2 м со всех сторон, состоящими из поручн я, одного промежуточного горизонтального элемента и бортовой доски высотой не менее 150 мм. Каждая подвесная люлька или смотровая тележка должна иметь трафарет с указанием номера люльки (тележки), даты испытания, максимально допустимого количества одновременно работающ их в ней людей.
4.1.9 . В случая х, когда производство работ может быть допущено без перильного ограждения, рабочие должны пользоваться предохранительными поясами. Пояса должны иметь заводское клеймо об очередном испытан ии.
4.1.10 . Запрещается производить работы по противокоррозионной защите пролетных строений при скорости ветра более 10 м/с с подвесных люлек и подмостей.
4 .1.11 . Деревянные леса и подмости должны изготовляться из сухой древесины хвойных и лиственных пород не ниже 2 сорта по ГОСТ 2695-83.
Для лесов должны применяться только металлические крепежные элементы (болты, струны, хомуты, скобы и т.д.).
4.1.12 . Подвесные леса могут быть допущены к эксплуатации только после их испытания статической нагрузкой, превышающей расчетную на 25 %, а подъемные леса и люльки - на 50 %, и динамического испытания нагрузкой, превышающей расчетную на 10 %. В результате испытаний должен быть составлен акт.
4.1.13 . При работе на путепроводах через железнодорожные пути необходимо следить за тем, чтобы люльки не попадали за п ределы габарита приближения строений, а при работе над электрифицированными участками железных дорог детали люльки и тросы должны быть на расстоянии не менее 2 м от токонесущих частей контактной сети.
4 .1 .14 . Одновременная работа отдельных лиц или бригад друг над другом на различных ярусах по одной вертикали должна быть исключена, в противном случае должны быть устроены леса или навесы, предохраняющие работающих внизу от возможного падения сверху предметов. Ли ца, работающие как наверху, так и внизу, должны быть предупреждены о всех работах, выполняемых над или под ними. Настил лесов, подмостей, лестниц должен регулярно очищаться от мусора и грязи, а при сырой погоде и гололедице посыпаться песком. За исправным состоянием всех конструкций лесов, подмостей и других устройств для работы на высоте, в том числе за соединениями, креплениями настила и ограждений, должно быть установлено систематическое наблюдение. Состояние лесов и подмостей должно ежедне вно перед началом смены проверяться ответственным за выполнение работ. Все отверстия на настилах лесов должны быть закрыты или ограждены. На настилах, стойках, поручнях не должно быть торчащих, не загнутых концов и шляпок гвоздей, головок болтов и гаек, планок жесткости и других выступающих элементов, а также не пришитых досок.
4.1.15 . Все ручные подъемные лебедки должны быть снабжены автоматически действующими двойными тормозными устройствами. Запрещается работать с лебедкой с неисправными тормозами.
4.1.16 . Лебедки, служащие для подъема и опускания люлек, необходимо устанавливать на самих люльках или на пролетном строении вне габарита приближения строени я. Прикреплять лебедки к пролетному строению следует хомутами или болтами.
4.1.17 . Лебедки, служащие для подъема и опускания люлек и устанавливаемые на земле, должны быть загружены балластом весом не менее двойной рабочей нагрузки. Балласт во избежание смеш ени я необходимо прочно закрепить на раме лебедки.
4.1.18 . Лю лька, с которой работа не производится, должна быть опушена на землю.
4.1.19 . Запрещается доступ посторонних лиц к лебедкам.
4 .1 .20 . Для подъема и спуска люлек при помощи лебедок надлежит применять стальные канаты. Диаметры стальных канатов, поддерживающих подъемные леса и люльки, должны быть проверены расче том и иметь запас прочности не менее девятикратного.
Браковка находящихся в работе стальных канатов (тросов) производится по числу обрывов проволок п о длин е одного шага свив ки согласно «Правилам устройства и безопасной эксплуатац ии грузоп одъемных кранов» Госгорт ехнадзора.
4.1 .21. Не допускается применение в качестве подмостей стремянки с уложенными на них досками, а также отдельные доски, уложенные на элементах пролетных строений и не скреп ленные в щиты.
4.1 .22 . Приставные лестницы должны обеспечивать возможность работы со ступени, расположенной ниже верхнего пояса конца лестницы не менее чем на 1 м. Общая длина приставной лестницы должна быть не более 5 м.
Работать механизированным инструментом с приставных лестниц не разрешается.
4.1 .23 . Аппаратуру, работающую под давлением, перед началом работ следует осмотреть, проверить ее исправность и н али чи е пломб на предохранительн ых клапанах и манометрах.
4 .1 .24 . Корпус электромотора передвижного компрессора должен быть заземлен, а электрические провода, проводящ ие ток к электромотору компрессора, заключены в гибкие шланги; необходимо следить за исправностью изоляции.
4.1 .25 . Рекомендуется применять шланговые провода. Рубильники должны быть закрытого типа и установлены у точки присоединения к сети и у самого агрегата.
Пневматические окрасочные аппараты и шланги следует до начала работы проверить и испытать на давление, превышающее в 1,5 раза рабочее. Манометры на пневматических аппаратах должны быть опломбированы.
4.1 .26 . При работах с установками безвоздушного распыления, кроме общепринятых, следует соблюдать меры бе зопасности:
- обслуживаю щ ий персонал должен тщательно ознакомиться с устройством установки и правилами ее обслуживания;
- перед началом работы необходимо проверить прочность вс е х соединений (ниппелей, накидных гаек, рукавов) и исправность манометров;
- запрещается подключать воздухоочиститель к сети с давлением сжатого воздуха более 0 ,5 М Па, т.к. в воздухоочистителе отсутствует предохранительное устройство;
- при установке сопла необходимо убедиться в прочности его закрепления зажимной гайкой во избежание вырывания сопла струей краски высокого дав л ения;
- при работе с пистолетом, а также при чистке его нельзя прикладывать руку или палец к соплу работающего пистолета, а также направлять пистолет на людей;
- необходимо регулярно проверять правильность заземления установки и окрашиваемого предмета.
4 .1 .27 . Во время работы необходимо предохранять шланги от ударов, не бросать на них тяжелые предметы, не допускать проколов, прорезов и разрывов, а также защищать от попадания на них бензина, керосина, масел. В местах, где имеется опасность прорезов и проколов, необходимо применять бронированные шланги.
Присоединить шланги к пневматическим инструментам и разъединить их можно только после выключения воздуха.
4 .1 .28 . Между рабочими местами оператора и под собного рабочего, находящегося возле пескоструйного ап парата, должна быть предусмотрена звуковая или световая сигнали зац ия.
4.1.29 . При подготовке поверхности к окрашиванию необходимо соблюдать требования безопасности по ГОСТ 9.402-80, использовать спецодежду и средства защиты глаз и лица.
4.1 .30 . Процесс нан есен ия ЛК П должен проводиться в соответствии с ГОСТ 12.3.005 и при строгом соблюдении «Общ их правил в зры вобезоп асн ости для взры воп ожароопасны х хи мических, нефтехи мических и нефтеп ерерабатывающих производств», утвержденных Г осг орт ехн адзором 6 .09 .88 г. и «Сани тарных прави л при окрасочных работах с применением ручных распылителей» № 991 -72 . Большинство материалов для обработки поверхностей относятся к горючим жидкостям. На окрашиваемых объектах запрещается производство работ по резке, сварке и другие работы, вызывающ ие ц ен ообразование. До начала работ по окраске или промывке распылителя необходимо соединить заземляющим проводником корпус насоса, подающего краску, с окрашиваемым объектом и пистолетом-распылителем.
4.1.31. При работах по очи стке и окраске рабочие должны быть обеспечен ы комплектом спец одежды и средствами индивидуальной защиты (СИЗ) по ГОСТ 12.4.011. Спец одежду, облитую растворителем или лакокрасочными материалами, следует немедленно заменить чистой.
4 .1 .32 . Распыление лакокрасочных вещ еств (кроме перхлорви ни ловы х), в том числе грунтовок-преобразователей, нужно производить в респираторах типа РУ-60М , в промышленных противогазах малого габарита типа ПФМ -1 с фильтрующ ими патронами марки «А», используемых при работе с органическими растворителями. При работе в замкнутых пространствах с особо токсичными материалами необходимо использовать защ итные костюмы с принудительной подачей воздуха в зону дыхания. Окраску перхл орви ниловы ми красками, имеющими высокую токсичность, следует производить только в изолирующих респираторах или пн евмокостюмах.
4.1.33 . Для защиты кожи рук необходимо применять резиновые перчатки или дерматологические средства (пасты , кремы).
4.1 .34 . При очистке стальных конструкций щетками и выполнении шлифовальных работ рекомендуется пользоваться защитн ыми очками, защитной спец од еждой и кожаными перчатками .
4.1.35 . Очистка металлоконструкц ий пролетных строений, ранее окраш енных красками, содержащ ими свинец, должна производиться в респираторах, защитн ых очках и пылен епроницаемой одежде.
4.1.36 . При работе с пескоструйн ой установкой мерами защиты работающ их от оп асны х и вредных воздействий абразивного материала и продуктов очистки являются: шлемы с подачей воздуха, маски с защ итными стеклами, фи льтры очистки воздуха для дыхания, спецодежда, краги и з брезентовой или замшевой ткани , перчатки и сред ства ш умозащи ты .
4 .1 .37 . К выполнен ию работ по абразивно-струйной очистке д опускаются рабочие, прошедшие специальное обучение по безопасным методам выполнения работ и инструктаж по обслуживанию и безопасной эксплуатации абразивных установок, а также обучение по безопасному обслуживанию сосудов, работающи х под давлением. Повторный инструктаж должен производиться ежеквартально с реги страцией в журнале, а проверка знаний - один раз в год.
4 .1 .38 . Установка оборудования, его подключ ение и обслуживание аппарата во время проведения пескоструйных работ, весь текущ ий ремонт и устранение неисправностей в процессе работы должна осуществляться специальным обслуживающим персоналом.
4 .1 .39 . При окраске пистолетом-распылителем рекомендуется пользоваться защитными очками, предотвращающими попадание краски в глаза, а также перчатками, снижающими раздражающее действие краски на кожные покровы.
4.1 .40 . Около рабочего места должны быть чистая вода, свежеприготовленный физиологич еский раствор (0,6 - 0,9 % -ный раствор хлористого натрия), чистое сухое полотенце, протирочный материал.
4.1 .41 . В каждой смене должны быть выделены и обучены специальные лица для оказания первой доврачебной помощи.
4.1 .42 . При попадан ии в глаза раст ворит еля или лакокрасочного материала необходимо немедле нно обильно промыть глаза водой, затем физиологическим раствором, после чего обратиться к врачу.
4.1.43 . После окончания работы необходимо произвести уборку рабочего места, очистку спецодежды и защитных средств. Опилки, ветошь, обтирочные концы, тряпки, загрязненные лакокрасочными материалами и растворителями, следует складывать в металлические ящики и по окончании каждой смены выносить в специально отведенные места.
4 .1 .44 . Отходы краски и остатки растворителя опасны для окружающей среды и должны уничтожаться соответств ующим образом. Все твердые и жидкие отходы, образующиеся при фильтрации и нанесении ЛКМ, промывке оборудования, а также использованные фильтры и тара должны быть собраны в специальные емкости и уничтожены или вывезены в отведенные места по согласованию с органами Госсанн адзора и Минприроды. Недопустимо оставлять отходы краски, растворителя, моющих средств на стройплощадке, а также сливать их в водоёмы.
4.1.45 . При проведении работ по нанесению метал ли заци онны х и комбинированных покрытий следует учитывать воздействие на работающих следующих факторов:
- повышенной запыленности и за г азованности в оздуха рабочей зоны;
- аэрозолей, абразива, алюмин и я или ц инка, полимерных материалов и растворителей;
- повышенного уровня шума;
- п овышенной яркости пламени;
- возможности поражения электрическим током.
4.1.46 . Места проведения метал лизаци онны х работ должн ы быт ь оборудованы первичными средствами пожаротушения. При выполнении работ нельзя допускать возгорания г орю чеоп асны х продуктов и веществ, в том числе возгорания алюминиевого порошка, скапливающегося на напыляемых поверхностях от безвозвратных потерь напыляемого металла. Нижний концентрац ионный предел всп ышки и взры ваемости (НКПВ ) для алюминия составляе т 25 г/м .
4.1 .47 . Производство металлиз ационных работ вне помещений специализированных участков допускается по согласовани ю с органами пожарного надзора по ГОСТ 12.1.004.
4.1 .48 . При производстве метал лизаци онны х работ работающи е должны быть обеспечены индивидуальными средствами защиты п о ГОСТ 12.4.011, в том числе:
- органов дыхания в условиях высокой концентра ци и аэрозолей алюминия или цинка с помощ ью инди видуального кондиционера ИМ-1 или противогаза с коробкой коричневого цвета с белой вертикальной полосой марки 1 ( ГОСТ 12.4.121);
- органов зрения с помощью очков защитных, закрытых с непрямой вентиляцией З Н8 -71 , со светофильтром Г2 ( ГОСТ 12.4.013);
- органов слуха с помощью противошумных наушников типа ВЦН И ИОТ-2 м или ВЦНИИ ОТ-74 , а так же вкладышей - беруш ей ( ГОСТ 12.4.051).
4.1 .49 . При нанесении металлизационных и комбинированных покрытий запрещается:
- работать на неисправном оборудовании;
- использовать одежду и рукавицы, промасленные и загряз н енные нефтепродуктами, нестандартные защитные сте кла для очков;
- допускать касания электрокабелей металл и зат ора с газосварочными шлангами в одном уровне.
4 .1 .50 . Мет алли заци онны е работы на всех этапах должны проводи ться толь ко по письменному разрешению ответственного лица и администраци и организац ии с указанием вида и объемов работ, времен и и места их провед ения, принятых мероприятий по безопасности ведения работ и пожарной безопасности.
4.1 .51 . Отв етственным за соблюдение правил техники безопасности, ох раны труд а и противопожарн ых мероприятий является руководи тель работ на участке.
4.2. Привила безопасного хранения лакокрасочных материалов, оборудования и инструментов
4 .2.1 . Лакокрасочные матери алы, как легковоспламеняющиеся вещества, необходимо хранить на специальных складах, безопасных в пожарном отношении, в предназначенных для хранен ия емкостях или таре (бочки, фляги и др.), предохраняя материалы от воздействия солнечных лучей и влаги. Температура на складе должна быть не ниже 5 °С и не выше 20 °С.
4 .2 .2 . Помещ ения, предназначенные для хранения и приготовления ЛКМ, должны быть оборудованы принудительной (местной вытяжной и общей п ри точн о-вы тяжной) вентиляцией по ГОСТ 12.4.021-75, обеспечивающей чистоту воздуха рабочей зоны, в которой содержание вредных веществ не должно превышать допустимые по ГОСТ 12.1 .005 -75 концентрации.
4 .2 .3 . Хранение ЛКМ должно соответствовать «Общим правилам безопасности во взрывоопасных производствах», утвержденным Госгортехн адзором 6 .09 .88 г. Помещения для хранения ЛКМ должны быть оборудованы противопожарными средствами в соответствии с ГОСТ 12.3.002-75 и ГОСТ 12.3.005-75.
4 .2 .4 . На складе, а также на площадках хранения порожней тары и в радиусе не менее 10 м от них, и на участках по ведению окрасочных работ воспрещается проводить работы, связанные с применением открытого огня. Склад должен быть оборуд ован внутренними кранами. В каждом складском помеще нии вывешивают таблички с указанием фами лии лица, ответственного за пожарную безопасность, номера телефона для извещения о пожаре и инструкции о мерах пожарной безопасности. Склады и участки по ведению окрасочных работ должны быть оснащ ены пе нными огнетушителями, ящиками с песком, лопатами и другим противопожарным инвентарем.
4 .2 .5 . Тара для хранения лакокрасочных материалов должна быть небьющейся. Воспрещ ается применять для этой цели стеклянную тару. На таре должна быть этикетка или бирка с точным наименованием и обозначением материалов, номера партии, даты изготовления, завода-изготовителя.
4 .2 .6 . Все виды тары, в которой продукт остается на хранение, размещают на складах пробками и крышками вверх. Лакокрасочные материалы в бочках, бидонах, больших флягах размещают на полу в один ряд, в более мелкой таре - на стеллажах не более чем в два ряд а.
4 .2 .7 . Срок хранения лакокрасочных материалов не должен превышать срока, указанного в сертификате на данный материал.
4 .2 .8 . Тара должна быть исправной и иметь плотно закрывающиеся крышки. Запрещается закрывать отверстия металлических бочек деревянными пробками или тряпками, вынимать или отвинчивать пробки металлическими или твердыми наконечниками, от удара которых может возникнуть искра, а также пользоваться ломами при перекатке бочек.
4 .2 .9 . Для открывания и закрыван ия бочек необходимо пользоваться специальным инструментом из цветных металлов, не дающих искру при ударе.
4 .2.10 . Ответственность за хранение лакокрасочных материалов должна быть возложена на производителя ремонтных работ.
4.3. Вопросы экологической безопасности производства работ
4 .3.1 . Многие водные объекты (реки) относятся к высшей категории ры бохозяйственного назначения, являются источниками пресной питьевой воды в крупных городах. Это накладывает особые требования на организации, производящие работы по антикоррозионной защите металлоконструкций мостов в пределах водного объекта, водоохранной зоны и прибрежной защитной полосы. Прежде всего это связано с токсичностью лакокрасочных материалов, а также загрязнением водного объекта продуктами струйно-абрази вной очистки.
4 .3 .2 . Исходя из требований по охране водного объекта, водоохранной зоны и прибрежной защитной полосы, в проекте производства работ должны быть предусмотрены следующие мероприятия:
- укрытие металлоконструкций моста для предотвращения загрязнения водного объекта продуктами струйно-абразивной очистки и лакокрасочных материалов;
- сбор производственных отходов;
- утилизация отходов согласно «Проекту по предельному размещению отходов» в местах, установленных «Разрешением на размещение отходов»;
- меры по миним и зации вредного воздействия на окружающую среду, недопущ ению загрязнения водного объекта, водоохранной зоны и прибрежной защ итной полосы.
4 .3 .3 . В проекте на выполнени е работ по антикоррозионной защи те металлоконструкц ий моста должны быть предусмотрены мероприятия по уборке территории строительной площадки после окончания работ.
4 .3 .4 . Кроме меропри ятий по защите атмосферного воздуха, воды и почвы, осуществляемых при в ыполнении окрасочных работ, технология нанесен ия металли заци онны х покрытий должна предусматри вать выполнение следующих дополнительных мероприятий:
- отработанные абразивные порошки следует собирать в спе ц иальные контейнеры: собранный абразивный материал может быть рег енерирован (просеян) до восстановления первоначального грануломет рического состава и повторно использован в технологи ческом проц ессе для предварительной очистки обрабатываемых п оверхн остей;
- не п ригодные к п овторному использованию абразивные порош ки следует собирать отдельно в контейнер для дальнейшего их возможного использования в качестве сырья для изготовления ш лакоц емен та;
- остатки алюмин и евой проволоки следует собирать в отдельный контейнер для последующей сдачи в металлолом.
4 .3 .5 . Проектная документация должна быть согласована с:
- ц ентром ГСЭН (Г оссанэпиднадзором);
- бассейновым водным управлением;
- управлением по охране и воспроизводству рыбных запасов и регулированию рыболовства.
4 .3 .6 . На основании данных согласований необходимо получить Заключение экспертной комиссии государственной экологической экспе ртизы Ми нистерст ва природных ресурсов (МП Р) о возможности и условиях проведения работ по антикоррозионной защите.
ПРИЛОЖЕНИЕ 1 (справочное)
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ НОРМАТИВНЫХ ДОКУМЕНТОВ
1 . СНиП 3.04.03-85. Защита строительных конструкций и сооружений от коррозии / Госстрой России. - М .: 1998 .
2 . СНиП 2.03.11-85 . Защита строительных конструкций от коррозии , 1986 .
3 . СТП-001-95*. Защита строительных конструкций мостов от коррозии методом окрашивания. Введ. корп. Трансстрой расп. № М О-164 от 07.08.95 с и зм. № 1 - расп. от 31.08 .00 № ПН-131 .
4 . СНиП 3.06.07-86 . Мосты и трубы. Правила обследования и испытаний / Госстрой СССР. - М .: ЦИТП Госстроя СССР, 1988 .
5 . СНиП 2.05.03-84*. Мосты и трубы / Госстрой СССР. - М.: ГУП ЦПП , 1996 .
6 . СНиП 3.06.04-91. Мосты и трубы.
7 . СНиП III-18-75 . Металлические конструкции. Правила производства и приемки работ. - М .: Стройиздат, 1976 .
8 . СНиП IV - 5 -82 . Часть IV . Сметные нормы и правила. Гл. 5 . Приложение Сборники единых районных единичных расценок на строительные конструкции и работы. Сборник 13 . Защита строительных конструкций и оборудования от коррозии.
9 . СНиП IV - 5 -82 . Часть IV . Сметные нормы и правила. Гл. 5 . Приложение Сборники единых районных единичных расценок на строительные конструкции и работы. Сборник 30 . Мосты и трубы.
10 . Инструкция по проведению осмотров мостов и труб на автомобильных дорогах. ВСН 4-81 / М и навтодор РСФСР. - М.: Транспорт, 1990 .
11. Технические правила ремонта и содержания автомобильных дорог. ВСН 24-88 / Минавтодор РСФСР. - М .: Транспорт, 1989 .
12 . Методические рекомендац ии по содержанию мостовых сооружений на автомобильных дорогах/ РДА Росавтодор. - М.: 1999 .
13 . Справочное пособие дорожному (мостовому) масте ру / РДА Росавтодор. - М.: 1999 .
14 . Инструкция по диагностике мостовых сооружений на автомобильных дорогах / ГП РосдорНИИ. - М.
15 . Инструкция по защите от коррозии металлических конструкций эксплуатируемых на автомобильных дорогах РСФСР мостов, ограждений и дорожных знаков / Утв. Гл ав дорупром Мин автодора РСФСР, 1988 .
16 . Технологические правила окраски эксплуатируемых железнодорожных мостов / Утв. Главным управлением пути МПС, 1975 .
17 . Инструкция по содержанию искусственных сооружений. ЦП -628 .
18 . Руководство по производству окрасочных работ при монтаже стальных строительных конструкций / ВНИП И Промсталькон струкция. - ЦБНТИ, 1985 .
19 . Общесоюзные нормативы расхода лакокрасочных материалов / НПО «Л акокраскапокры тие» Утв. Госснабом СССР, 1984 .
20 . ГОСТ 9.072-77. Покрытия лакокрасочные. Термины и определения.
21 . ГОСТ 9.407-84. Покрыт ия лакокрасочные. Метод оценки внешн его вида.
22 . ГОСТ 15140-78. Материалы лакокрасочные. Методы определения адгезии.
23 . ГОСТ 27750-88. Контроль неразрушающий. Покрытия восстановительные. Методы контроля толщины покрытий.
24 . ГОСТ 9.402-80. Покрытия лакокрасочные. Подготовка металли ческих поверхностей перед о крашиванием.
25 . ГОСТ 19007-73. Материалы лакокрасочные. Метод определения времени и степени высыхания.
26 . ГОСТ 8420-74. Материалы лакокрасочные. Методы определения условной вязкости.
27 . ГОСТ 12.4.021-75. Покрытия лакокрасочные. Подготовка металлических поверхностей перед о крашиванием.
28 . ГОСТ 13073-77*. Проволока цинковая. Технические условия.
29 . ГОСТ 7871-75*. Проволока сварная из алюминия и алюми ниевых сплавов. Технические условия.
30 . ГОСТ 9.010-80. Воздух сжатый для распыления лакокрасочных материалов.
31 . ГОСТ 28302-89. Покрытия газотермические защитные из цинка и алюминия металлических конструкций. Общие требования к типовому технологическому процессу.
32 . ГОСТ 28844-90. Покрытия газотермические упрочняющие и восстанавливающие. Общие требования.
33 . ГОСТ 9.304 -84 . Покрытия метал лизационны е. Обозначения, технические требования и методы контроля.
34 . ГОСТ 3 .032 -74 . Покрытия лакокрасочные. Группы, технические требования и обозначения.
35 . ГОСТ 9980 -86 . Материалы лакокрасочные. Правила приемки. Отбор проб для испытаний. Упаковка. Маркировка, транспортирование и хранение.
36 . ГОСТ 12.1.005 ССБТ. Общ ие санитарно-гигиенические требования к воздуху рабочей зоны.
37 . ГОСТ 12.4.011-89. Средства защиты.
38 . СНиП 23-05-95. Естественное и искусственное освещен ие / Минстрой России. - 02 .08 .95 , № 18 -78 .
39 . СНиП III-4-80*. Техника безопасности в строительстве. Госстрой СССР, № 82 .
40 . Правила пожарной безопасности в Российской Федерации / МВД России - 16 .12 .93 , ППБ-01-93.
41 . ГОСТ 12.4.021-75 ССБТ. Системы вентиляцион ные. Общие требования.
42 . ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация.
43 . ГОСТ 12.0.004-90 ССБТ. Организация обучения безопасности труда. Общие положения.
44 . ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности.
45 . ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общ ие требования.
46 . ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
47 . ГОСТ 12.1.010-76 ССБТ. Взры вобезопасн ость. Общие требования.
48 . ГОСТ 12.1.012-90 ССБТ. Вибрационная безопасность. Общие требования.
49 . ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
50 . ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление, зан уление.
51 . ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности.
52 . ГОСТ 12.2.016-81 ССБТ. Оборудование компрессорное. Общие требования безопасности.
53 . ГОСТ 12.3.028-82 ССБТ. Процессы обработки абразивным и эльборовы м инструментом. Требования безопасности.
54 . ГОСТ 12.3.035-84 ССБТ. Работы окрасочные. Требования безопасности.
55 . ГОСТ 12.4.026-76 ССБТ. Цвета сигнальные и знаки безопасности.
56 . ПОТ РМ 012 -2000 « Межотраслевые правила по охране труда при работе на высоте».
57 . Правила эксплуатац ии электроустановок потребителей (5 -е издание)/ Главгосэн ергонадзор России, 31 .03 .92 .
58 . Правила техники безопасности при эксплуатации электроустановок пот ребителей / Главгосэнергонадзор СССР, 21.12 .84 .
59 . Правила устройства и безопасной эксплуатации стационарных компрессорных установок, воздуховодов и газопроводов / Глав гортехн адзор С ССР, 07.12 .71 .
60 . Прав ила устрой ств а и безопасности эксплуатации сосудов, работ ающих под давл ение м / Госгортехн адзор СССР, 27.11.87 .
61. Правила обеспечения ра ботников спецодеждой, спецобувью и другими средств ами ин дивидуальной защиты / Постановление Минтруда России, 18.12.98 № 51 .
62 . Инструкция о поряд ке при менения Списка производств, цехов, профессий и должностей с вредными условиями труда, работа в которых дает право на дополнительный отпуск и сокращенный рабочий день / Госкомтруд СССР и ВЦСПС - 21 .11 .75 , 3 273 /П-20 .
63 . О порядке проведения предварительных и периодических медицинских осмотров работников и медицинских регламентах допуска к профессии / Приказ Минздравмедпрома России - 14 .03 .96 , № 90 .
64 . Санитарные правила при окрасочных работах с применением ручных краскораспылителей / Минздрав СССР - 22 .09 .72 , № 991 -73 .
Таблица П.1.1
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
Общие понятия |
|
|
Коррозия металла |
Необратимый процесс разрушения металла в результате химического процесса при реакции с окружающей средой и электрохимического процесса при взаимодействии с окружающей средой |
|
Агрессивная среда |
Среда, воздействие которой вызывает коррозию материала в изделии или конструкции |
|
Жидкая агрессивная среда |
Среда, агрессивное воздействие которой определяется составом и свойствами ее жидкой фазы |
|
Газообразная агрессивная среда |
Среда, агрессивное воздействие которой определяется составом и свойствами ее газообразной фазы |
|
Твердая агрессивная среда |
Среда, агрессивное воздействие которой определяется составом и свойствами ее твердой фазы |
|
Агрессивное воздействие |
Воздействие агрессивной среды, вызывающей коррозию строительного материала |
|
Степень агрессивности |
Техническая характеристика интенсивности воздействия агрессивной среды |
|
Продукты коррозии |
Вещества, образующиеся п ри коррозии |
|
Скорость коррозии |
Скорость изменения свойств материала в изделии или конструкции в единицу времени, вследствие воздействия агрессивной среды, обычно измеряется в г/м 2 |
|
Коррозионная стойкость материала |
Относительная способность материала в изделии или конструкции в течение определенного срока сопротивляться воздействию агрессивной среды |
|
Защита от коррозии |
Способы и средства, уменьшающие или предотвращающие коррозию. Предполагает применение защитных покрытий, сплавов, устойчивых к воздействию коррозии, использование соответствующих конструктивных решений, снижение агрессивного воздействия среды на конструкцию |
|
Первичная защита от коррозии |
Защита от коррозии, достигаемая посредством выбора материалов, изменения состава или структуры строительного материала до изготовления или в процессе изготовления конструкции |
|
Вторичная защита от коррозии |
Защита от коррозии, достигаемая огра н ичением или исключением агрессивного воздействия среды на конструкцию после изготовления |
|
Сплошная (ра в номерная) коррозия |
Вид коррозии, характеризующийся относительно равномерным по всей поверхности постепенным проникновением в глубь металла, т.е. уменьшением толщины сечения элемента |
|
Местная или локальная (пятнами ) к оррозия |
Характеризуется небольшой глубиной проникновения коррозии по сравнению с поперечными (в поверхности) размерами коррозионных поражений. Пораженные участки покрываются продуктами коррозии , как и при сплош ной коррозии, однако поражаются и покрываются продуктами коррозии лишь локальные участки поверхности. Обусловлена повышением агрессивности среды на локальных участках за счет попадания на поверхность конструкции жидких сред (конденсата, атмосферной влаги при протечках и т.п.), локального накопления или отложения солей и др. |
|
Язве нна я коррозия |
Вид коррозии, характеризующийся появлением на поверхности конструкции отдельных или множественных повреждений, глубина и поперечные размеры которых (от долей миллиметра до нескольких миллиметров) соизмеримы |
|
По д плен очн ая коррози я |
Коррозия, развивающаяся под слоем защитного покрытия и нарушающая его адгезию |
|
Защитные покры т ия |
|
|
Противокоррозионное покрытие |
Покрытие, создаваемое на поверхности строительного изделия или конструкции для защиты от коррозии |
|
Защитное лакокрасочное покр ытие (ЛКП ) |
Покрытие на поверхности строительного изделия или конструкции, полученное нанесением лакокрасочного материала на окрашиваемую поверхность, состоящее из одного или нескольких слоев, адгезионно связанных с защищаемой поверхностью и между собой |
|
Система лакокрасочного покрытия |
Система последовательно нанесенных и адгезионно связанных слоев лакокрасочных материалов различного целевого назначения |
|
Грунтовочный слой лакокрасочного защитного покрытия |
Слой лакокрасочного материала, наносимый непосредственно на защищаемую поверхность, обеспечивающий адгезию защитного покрытия с защищаемым материалом и улучшающ и й защитные свойства покрытия |
|
Металлизац и онн ое защитное покрытие |
Защитное покрытие, получаемое путем напыления расплавленного металла на защищаемую поверхность конструкции или ее элеме нт ов |
|
Горячее ме т ал лизационное защитное покрытие |
Защитное покрытие, получаемое п огружением защищаемой металлической конструкции или ее элемента в расплав защи тного металла |
|
Комбинированное защитное покрытие |
Защитное покрытие, образуемое путем сочетания ме т ал лизационного и лакокрасочного покрытий |
|
Характеристики лакокрасочных п окрытий |
|
|
Класс покрытия |
Характеристика внешнего вида лакокрасочного покрытия по декоративным свойствам (цвет, фактура, наличие дефектов , снижающих декоративные свойства). Кл асс покрытия определяется по ГОСТ 9.032 |
|
Срок службы лакокрасочного покрытия |
Продолжительность эксплуатации лакокрасочного покрытия до момента возникновения предельного состояния, оговоренного в технической документаци и |
|
Стойкость лакокрасочного покрытия |
Способность лакокрасочного покрытия противостоять воздействию агрессивной среды и сохранять первоначальные свойства в течение срока службы в установленных условиях экс п луатации |
|
Атмосферосто й кое лакокрасочное покрытие |
Стойкое в течение срока службы к воздействию совокупности климатических факторов на открытом воздухе |
|
Старение лакокрасочного покрытия |
Необратимые изменения защитно-декоративных и физико-механических свойств лакокрасочного покр ыт ия с течением времени |
|
Сплошность лакокрасочного покрытия |
Покрытие, не имеющее не прокрашенных мест, раковин, проколов, протер о в |
|
Трещиностойкость защитного покрытия |
Способность защитного покрытия сохранять с п лошность пленки при деформации защищаемого изделия или конструкции в установленных условиях эксплуатации |
|
Сочетаемость лакокрасочных материалов |
Способность лакокрасочных материалов образовывать покрытие при послойном нанесении без возникновения дефектов |
|
Окрашивание |
Нанесение лакокрасочного материала на окрашиваемую поверхность |
|
Сушка лакокрасочного п окрытия |
Формирование пленки из лакокрасочного материала за счет физического и (или) химического процессов. Степень высыхания определяется п о ГОСТ 19007 |
|
Адгезия лакокрасочного покрытия |
Прочность сцепления между пленкой лакокрасочного покрытия и окрашиваемой п оверхностью |
|
М еж слойная адгезия |
Прочность сцепления между слоями в системе лакокрасочного покрытия |
|
Толщина покрытия |
Расстояние между п оверхностью основного металла и наружной поверхностью внешнего слоя покрытия на участке измерения |
|
Номиналь н ая толщина покрытия |
Толщина плёнки защитного покрытия, предусмотренная регламентом, проектом или иным нормативным документом |
|
Работы по ремонту лакокрасочных покрытий |
|
|
Ремонтная окраска |
Окраска поврежденного участка, находящегося в эксплуатац и и ранее окрашенной поверхности |
|
Периодическая окраска |
Частичная или сплошная окраска находящейся в эксплуатации ранее окрашенной поверхности, выполняемая в составе нормативных или сверхнормативных работ по содержанию мостового сооружения без разработки специального проекта |
|
Ремонт защитного покрытия |
Ремонт су щ ествующего противокоррозионного покрытия, выполняемый в соответствии с утвержденным проектом (или регламентом), который на различных поверхностях может п редусматривать частичное или полное удаление старых слоев краски |
|
Полная замена защитного покрытия |
Восстановление защитного покрытия, при котором все слои старого покрытия удаляются, производится подготовка поверхности и нанесение нового защитного покрытия |
|
Схема технологического процесса |
Последовательность выполнения технологических операций по созданию защитного покрытия |
|
Технологический режим |
Основные параметры, необходимые для осуществления различных операций технологических процессов подготовки поверхности, нанесения и сушки лакокрасочных покрытий |
|
Подготовка поверхности перед окрашиван и ем |
Последовательность технологических операций по приведению поверхности в соответствие требован и ям, предъявляемым к поверхности перед окрашиванием |
|
Очистка поверхност и |
Удаление с поверхности, подлежащей окраске, загрязнений и дефе ктных слоев старого покрытия |
|
Стр уйн оабрази вн ая очистка |
Способ очистки поверхности с помощью струи воздуха с абразивным материалом |
|
Гидроабразивная очистка |
Способ очистки поверхности с помощью стру и воды с абраз ивн ым материалом |
|
Механическая очистка |
Способ очистки поверхности с применением ручного или механизированного инструмента |
|
Температура точки росы |
Температура, при которой происходит конденсация влаги из воздуха с соответствующей влажностью |
|
Лакокрасочные материалы |
|
|
Исходная вязкость |
Вязкость лакокрасочного материала, поступившего с завода-изготовителя |
|
Рабочая вязкость |
Условная вязкость рабочего состава лакокрасочного материала (разведенного соответствующими растворителями и разбавителями до консистенции, необходимой для нанесения на поверхность определенным методом). Определяется по ГОСТ 8420-74 |
|
Разбавитель (Растворитель) |
Испаряющаяся жидкость, применяемая для разбавления лакокрасочных материалов с целью получения нужной консистенции |
|
Время жизнеспособности |
Время, в течение которого необходимо использовать дв у хкомпонентны е краски после приготовления рабочего состава |
ПРИЛОЖЕНИЕ 2 (справочное)
ДЕФЕКТЫ ПРОТИВОКОРРОЗИОННЫХ ПОКРЫТИЙ
Таблица П .2.1
Дефекты противокоррозионных покрытий и причины их возникновения
|
№ № п/п |
Дефекты |
Причины возникновения |
|
1 |
2 |
3 |
|
Дефекты, возникающие при создании лакокрасочного защитного покрытия |
||
|
1 |
Неудовлетворительная адгезия покрытия к окрашиваемой поверхности. Отслаивание покрытия от поверхности |
1. Не удален слой старого покрытия, имеющий неудовлетворительную адгезию к поверхности и продукты коррозии. 2. Поверхность плохо обеспылена и обезжирена перед нанесением грунтовки. 3. Грунтовка нанесена на влажную поверхность (если возможность нанесения лакокрасочного материала на влажную поверхность не оговорена в технических условиях). 4. Использованы лакокрасочные материалы неудовлетворительного качества. 5. Пониженная температура окрашиваемой поверхности |
|
2 |
Неудовлетворительная межслойная адгезия. Отслаивание отельных слоев покрытия (рис. П.2.5, П.2.8) |
1. Загрунтованная поверхность плохо обеспылена и обезжирена перед нанесением покрывных слоев краски (эмали). 2. Слой покрывного лакокрасочного материала нанесен на влажную загрунтованную поверхность. 3. Использование лакокрасочных материалов неудовлетворительного качества или несовместимых между собой. 4. Пониженная температура окрашиваемой пове р хности |
|
3 |
Наличие трещин (крокодиловая кожа) |
1. Б ы стровы сы хаю щий п окрывной лакокрасочный материал нанесен на плохо высушенный грунтовочный слой. 2. Использование лакокрасочных материалов несовместимых между собой (рис. П.2.3, П.2.4) |
|
4 |
Наличие пузырей |
Попадание в лакокрасочный материал воды или масла (в том числе из-за неисправности влагомаслоотделителя при нанесении лакокрасочных материалов методом пн евмораспы лен ия) |
|
5 |
Наличие пор (проколов) (рис. П.2.12) |
1. Попадание в лакокрасочный материал воды или масла. 2. Высокая температура сушки, слишком быстрое испарение разбавителя. 3. Использование несоответствующего разбавителя |
|
6 |
Наличи е нап лыв ов и потеков (рис. П.2.9, П.2.10) |
1. Низкая рабочая вязкость лакокрасочного материала. 2. Нанесение лакокрасочного материала толстым слоем. 3. При нанесении распылением - неправильный угол или малое расстояние между краскораспылителем и поверхностью. 4. Нанесение покрывного слоя на недостаточно высушенный предыдущий слой покрытия |
|
7 |
Наличие в покрытии по с торонних включений (рис. П.2.11) |
1. Лакокрасочный материал плохо п рофильтрован. 2. Лакокрасочный материал нанесен на загрязненную поверхность. 3. Попадание в пленку покрытия посторонних включений во время сушки |
|
8 |
Шагрень |
1. Высокая рабочая вязкость лакокрасочного материала. 2. Краскораспылитель слишком удален от поверхности. 3. Слишком большое давление воздуха при нанесении п н евмораспы лен ием |
|
9 |
Образование морщин и складок (рис. П.2.13) |
1. Использование лакокрасочных материалов несовместимых между собой. 2. Нанесение лакокрасочного материала толстым слоем на непросохшую грунтовку или краску. 3. Высокая рабочая вязкость лакокрасочного материала. 4. Материал нанесен при пониженной температуре |
|
10 |
Несоответствие цвета покрытия эталону |
1. Лакокрасочный материал плохо размешан. 2. Верхний слой частично растворил нижележащий слой и смешался с ним |
|
11 |
Появление тусклых пятен на п ленке |
1. При нанесении рас п ылением масловлагоотделитель плохо очищает воздух. 2. На покрытие попало минеральное масло |
|
12 |
Наличие ряби и оспин |
1. Лакокрасочный материал плохо профильтрован. 2. Краскораспылитель слишком удален от поверхности. 3. Давление воздуха при нанесении распылением ниже оптимального. 4. Пониженная температура окрашиваемой поверхности |
|
Дефекты, возникаю щ ие при создании м етал лизаци онн ого покрытия |
||
|
13 |
При газопламенном напылении металл образует покрытие с частицами крупного размера |
1. Слишком высокая скорость подачи проволоки. 2. Низкое давление сжатого воздуха. |
|
14 |
При электродуговом напылении на поверхности образуется большое число бугорков |
1. Диаметр проволоки не соответствует скорости подачи. 2. Низкое давление сжатого воздуха |
|
15 |
Образование на покрытии цветов побежалости |
Близкое расстояние очага плавления от поверхности |
|
16 |
Отслаивание покрытия |
Поверхность недостаточно очищена, шероховата |
|
Дефекты, возникающие в период эксплуатации лакокрасочного п окрытия |
||
|
17 |
Растрескивание лакокрасочного покрытия в процессе эксплуатации |
1. Физический процесс старения, приводящий к охр уп чивани ю краски. 2. Подпленочная коррозия металла с образованием продуктов коррозии |
|
18 |
Полное или частичное отслаивание лакокрасочного покрытия от металла или от нижележащего слоя в процессе эксплуатации |
1. Снижение адгезии покрытия к основанию в результате физического процесса старения краски. 2. Неправильно выбрана система противокоррозионного покрытия. Покрытие не обладает достаточной стойкостью к агрессивным воздействиям, возникающим в процессе экс п луатации на данном участке металлоконструкции. 3. Недостаточная адгезия покрытия при его создании. 4. Подпленочная коррозия металла с образованием продуктов коррозии |
|
19 |
Корро зи я м еталла |
1. Нарушение целостности пленки покрытия в результате физического воздействия. 2. Неправильно выбрана система про ти вокоррозионного покрытия. Покрытие не обладает недостаточной стойкостью к агрессивным воздействиям, возникающим в процессе эксплуатации на данном участке металлоконструкции. 3. При создании покрытия в нем имелись дефекты, снижающие защитные свойства (малая толщина, поры, пузыр и и т.п.). 4. Покрытие исчерпало свои защитные свойства по отношению к металлу в результате старения и изменения физико-механических свойств. Нарушение целостности пленки покрытия в результате растрескивания и отслаивания |
ФОТОИЛЛЮСТРАЦИИ ДЕФЕКТОВ ПРОТИВОКОРРОЗИО НН ЫХ ПОКРЫТИЙ
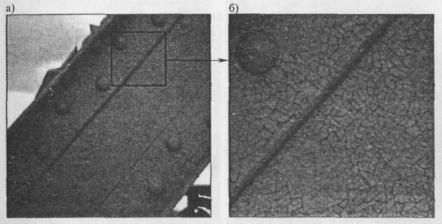
Р и с . П . 2 . 1 . Растрескивание покрытия в результате старения и охру п чиван ия краски
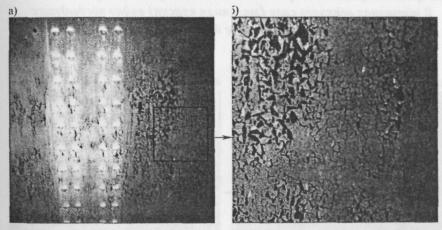
Рис . П . 2 . 2 . Растрескива н ие п окрытия , сопровождаемое отслаива н ием от нижележащего слоя (шелуше н ие ). Окраска выполнена масляной краской по неподготовленной поверхности
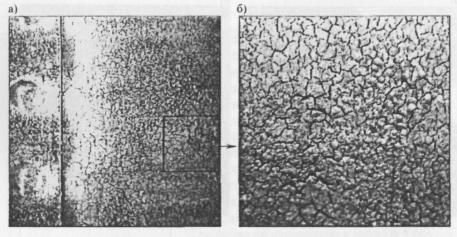
Рис . П.2 .3 . Растрескивание покрытия из-за несочетаемости покрывной краски и покрытия подложки в пределах верхнего слоя. В трещинах верхнего слоя (масляная краска) видно предыдущее покрытие, выполненное битумной мастикой
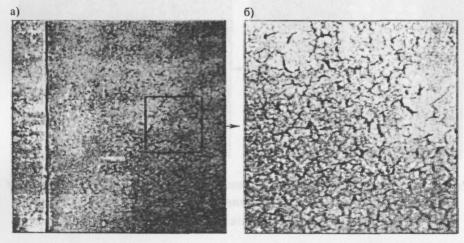
Рис . П. 2 . 4 . Растрескивание покрытия до металла из-за несочетаемости покрывной краски и покрытия подложки. Вдоль трещин покрытия видны следы коррозии
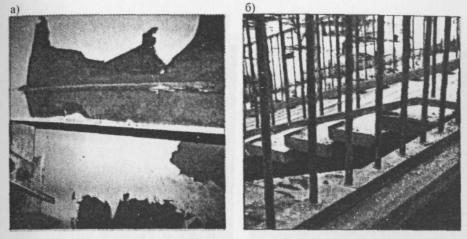
Рис . П . 2 . 5 . Низкая м еж слойн ая адгезия. Отс л аивание покрывного слоя. Окраска проводилась в холодное время
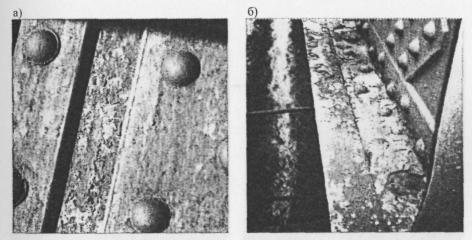
Рис . П . 2 . 6 . Низкая межслойная адгезия. Отслаивание покрывного слоя. Окраска проводилась по неочищен н ой поверхности предыдущего покрытия
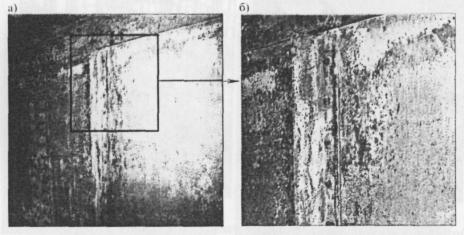
Рис . П.2.7 . Отслаивание покрытия, выполненн ого тонким слоем по пыльной поверхности. Отслаивание тонкой пленки происходит без шелушения
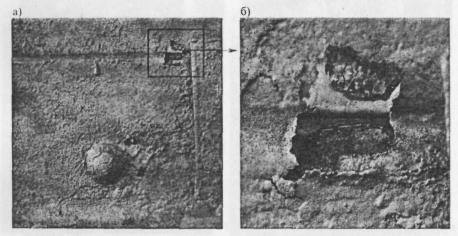
Рис . П . 2 .8 . Низ кая меж слойна я адгезия. Покрытие нанесено по дефектному слою старой краски. Перед нанесением покрывной эмали загрунтованна я поверх ность не была обеспылена и обезжирена
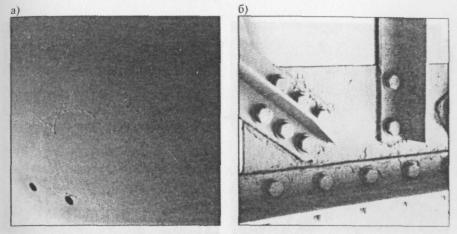
Р и с . П . 2 . 9 . Потеки на верт и кальных поверхностях в ре з ультате нанесения избыточного количества лакокрасоч н ого материала в одном слое
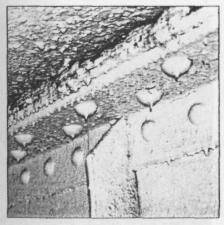
Рис . П . 2 .10 . Потеки на потолочной поверхности в виде капель
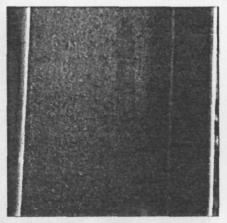
Рис . П .2 .11 . Посторонние включения в слое п окрытия
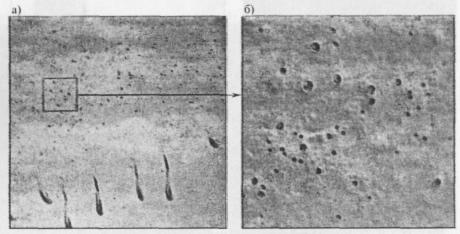
Рис . П.2.12 . Поры в покрытии из-за попадан ия воды или масла в лакокрасоч ный материал
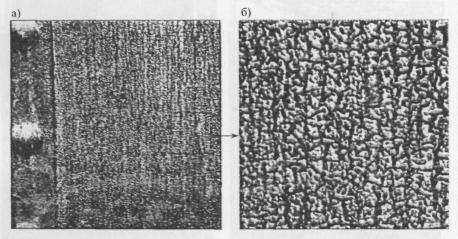
Рис . П. 2 .13 . Сморщивание покрывного слоя краски из-за несовместимости со старым покрытием
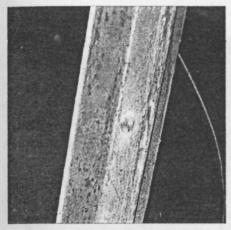
Рис . П.2.14 . Локальн ая по дпл ено чная коррозия . На поверхности покрытия видны отде л ьные ржавые пятна
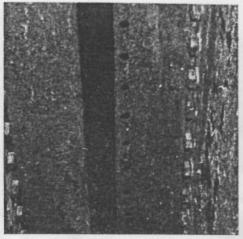
Рис . П.2.15 . Сплошная коррозия. Металл п окрыт п родуктами коррозии на п оверхности всего участка
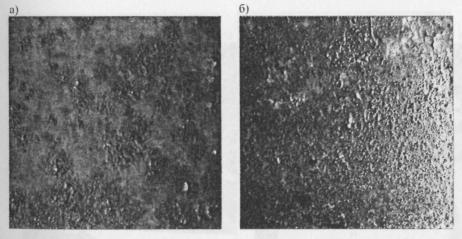
Рис . П.2.16 . Язвенная подп леночная коррозия. Расширяющиеся продукты коррозии постепенно разрушают покрыти е вокруг места поврежд ения
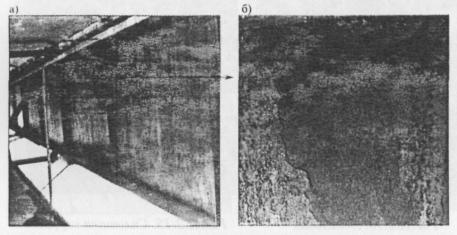
Рис . П .2.17 . Разрушен ие покрытия на участке, пораженном спл ошной п одп лен очн ой коррозией. Переход коррозии от п одп лен очн ой к открытой форме
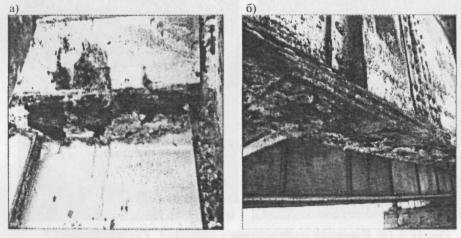
Рис . П.2.18 . Коррозия с образова нием крупн ых пластов продуктов коррозии на верхнем (а) и нижнем (б) поясах гл авных балок
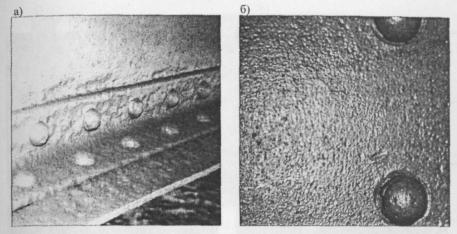
Рис . П . 2 . 19 . Коррозионные повр е ждения металла (вид после удаления продуктов коррозии и окраски)

Рис . П . 2 . 20 . Коррозио н ные повреждения головок заклепок (вид после удаления продуктов коррозии и окраски)
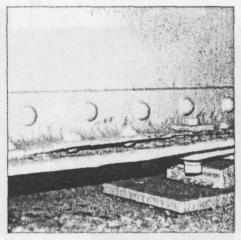
Рис . П.2.21 . Разрыв заклеп ок в результате коррозионн ого распу чи вани я (вид после удаления продуктов коррозии и окраски)
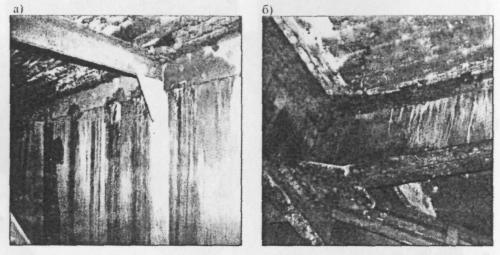
Рис . П . 2 . 22 . Корро зи онные повреждения металлоко н струкций пролет н ых строений с желе з обетонной плитой проезжей части при нарушени я х гидрои з оляции и протечках через плиту
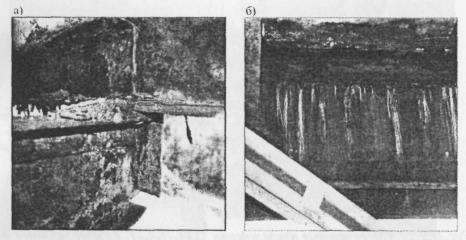
Р ис . П.2.23 Коррози онные п ов реж дени я металлоконструкций э лемен тов открытых ферм, расположенных ниже проезжей части
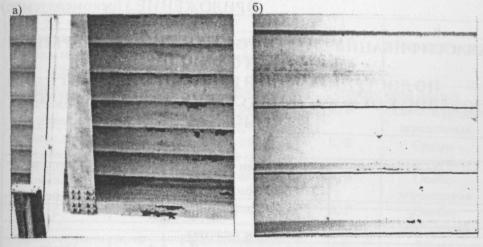
Рис . П.2.24 . Коррозионн ые поврежден ия металлоконструкций пролетных строен ий с о рт от ропно й плитой в пролете
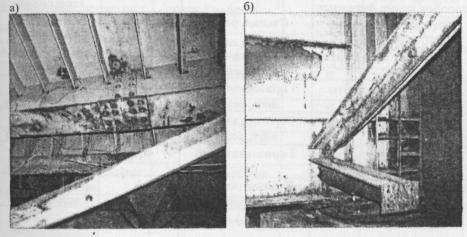
Рис . П.2.25 . Коррозионные п овреждения металлоконструкций пролетных строений с ортотропной плитой у крайних опор
ПРИЛОЖЕНИЕ 3 (рекомендуемое)
КЛАССИФИКАЦИЯ ЭЛЕМЕНТОВ МЕТАЛЛОКОНСТРУКЦИЙ ПРОЛЕТНЫХ СТРОЕНИЙ ПО ДОСТУПНОСТИ ДЛЯ ВЫПОЛНЕНИЯ РАБОТ ПО ЗАЩИТЕ ОТ КОРРОЗИИ И СТЕПЕНИ КОРРОЗИОННОГО ВОЗДЕЙСТВИЯ
|
Элементы |
Детали |
Группа доступности |
Степень коррозионного воздействия |
|
1 |
2 |
3 |
4 |
|
Мостовое полотно |
|||
|
П е рила |
Стойки, поручень, за п олнение |
А |
Особо-агрессивная |
|
Б а рьерное ограждение |
Стойки, продольные балки |
А |
Особо-агрессивная |
|
Пролетные строения металл и ческие коробчатые, с ортотропн ой плитой |
|||
|
Фасадные стенки коробок |
Стенки , ребра |
Б, В |
Особо- и средне-агрессивная |
|
Наружные стенки коробок кроме фасадных |
Стенки, ребра |
Б, В |
Средне-агрессивная |
|
Внутренние стенки коробок |
Стенки, ребра |
А |
Мало-агрессивная |
|
Наружные свесы плиты |
Гори з онтальный лист, ребра |
Б, В |
Особо- и средне-агрессивная |
|
Средняя часть плиты между коробок |
Горизонтальный лист, ребра |
Б, В |
Мало-агрессивная |
|
Часть плиты внутри коробок |
Горизонтальный лист, ребра |
А, В |
Мало-агрессивная |
|
Наружные поверхности нижних поясов коробок |
Горизонтальный лист |
Б, В |
Средне-агрессивная |
|
Внутренние поверхности нижних поясов коробок |
Горизонтальный лист, ребра |
А |
Средне-агрессивная |
|
Связи между коробками |
Уголки, ф асон ки |
Б, В |
Средне-агрессивная |
|
Связ и внутри коробок |
Уголки, фасонки |
А, В |
Мало-агрессив н ая |
|
Пр и опорны е узлы в разрезны х пролетных строениях |
Стенки, нижние пояса, диафрагмы |
А, В |
Особо-агрессивная |
|
П риоп орные узлы в неразрезных пролетных строениях |
Стенки, нижние пояса, диафрагмы |
А , В |
Как в п ролете |
|
Пролетные строения металлические балочные, с ортотро п ной плитой |
|||
|
Фасадные стенк и главных балок |
Стенки, ребра, нижний пояс |
Б, В |
Особо- и средне-агрессивная |
|
Стенки главных балок, кроме фасадных |
Стенки, ребра, нижний пояс |
Б, В |
Средне-агрессивная |
|
Наружные свесы плиты |
Горизонтальный лист, ребра |
Б, В |
Особо-а гр есси вн ая |
|
Подкосы |
Уголки, фасо н ки |
В, Г |
Особо-агрессивная |
|
Средняя часть плиты между главными балками |
Горизонтальный лист, ребра |
Б, В |
Мало-агрессивная |
|
Связи между главными балками |
Уголки, фасонки |
Б, В |
Средне-агрессивная |
|
Прио п орные узлы в разрезных пролетных строениях |
Стенки, нижние пояса, диафрагмы |
А, В |
Особо-агрессивная |
|
Прио п орны е узлы в неразрезных пролетных строениях |
Стенки, нижние пояса, диафрагмы |
А, В |
Как в пролете |
|
Пролетные строения металлические балочные, с ж/б плитой и ста л ежелезобетонны е |
|||
|
Фасадные стенки главных балок |
Стенки, ребра, нижний пояс |
Б, В |
Особо- и средне-агрессивная |
|
Стенки главных балок, кроме фасадных |
Стенки, ребра, нижний пояс |
Б, В |
Средне-агрессивная |
|
Подкосы и тротуарные консоли |
Уголки, фасонки |
В, Г |
Особо-агрессивная |
|
Связи между главными балками |
Уголки, фасонки |
Б, В |
Средне-агрессивная |
|
Приопорные узлы в разрезных пролетных строениях |
Стенки, нижние пояса, диафрагмы |
А, В |
Особо-агрессивная |
|
Приопорные узлы в неразрезных пролетных строениях |
Стенки, нижние пояса, диафрагмы |
А, В |
Как в пролете |
|
Пролетные строен и я со сквозными фермами с ездой понизу с элементами открытого сечения |
|||
|
Элементы главных ферм, расположенные ниже про е зжей части |
Нижн и й пояс, затяжка, стойки, п одвески, раскосы |
Б, В, Г |
Особо- и средне-агрессивная |
|
Элементы главных ферм, рас п оложенные до 3 - 4 м от уровня проезжей части |
Верхний пояс, стойки, подвески, раскосы, элементы связей |
А , В, Г |
Особо-агрессивная |
|
Элементы главных ферм, расположе н ные выше 4 м от уровня проезжей части |
Верхний пояс, стойки, подвески, раскосы, элементы связей |
В, Г |
Мало- и средне-агресс и вная |
|
Подкосы и троту арные консоли |
Уголки, фасо в ки |
в , г |
Особо-агрессив н ая |
|
Связи главных ферм, расположенные ниже проезжей части |
Уголки, фасонк и |
Б, В, Г |
Особо- и средне-агрессивная |
|
Пр и опорны е узлы |
Нижние поя с а, диафрагмы |
А, В |
Особо-агрессивная |
|
Прол е тные строения со сквозными фермами с ездой п оверху с элементами открытого сечения |
|||
|
Элементы главных ф е рм |
Пояса, стойки, п одвески, раскосы |
А, Б, В, Г |
Особо- и средне-агрессивная |
|
Подкосы и тротуарные консоли |
Уголк и , фасонки |
В, Г |
Особо-агрессивная |
|
Связи главных ферм |
Уголки, фасонки |
Б, В, Г |
Средне-агресс и вная |
|
Приопорные узлы |
Нижние пояса, диафрагмы |
А, В, Е |
Особо-агрессивная |
|
Пролетные строения со сквозными фермами с э лементами коробчатого сечения |
|||
|
Элементы главных ферм коробчатого сечения (наружные поверхности) |
Пояса, стойки, подвески, раскосы |
А, Б, В, Г |
Как у ферм с элементами открытого сечения |
|
Элеме н ты главных ферм коробчатого сечения (внутренние поверхности) |
Пояса, стойки, подвески, раскосы |
А, Б, В, Г, Е |
Мало-агрессивная |
ПРИЛОЖЕНИЕ 4 (рекомендуемое)
КРАТКИЕ ХАРАКТЕРИСТИКИ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ, РЕКОМЕНДУЕМЫХ ДЛЯ ПРИМЕНЕНИЯ ПРИ РЕМОНТЕ И ВОССТАНОВЛЕНИИ ПРОТИВОКОРРОЗИОННЫХ ПОКРЫТИЙ
|
№ № п/п |
Наименование материала |
Назначение |
Характеристика |
|
1 |
2 |
3 |
4 |
|
1 . |
Антикоррозионная п олиу ретановая грунтовка Stelpant- Pu - Zink |
Грунтовка |
Одн окомпон ентный п олиу ретан овы й материал, содержащий цинковую пудру. Содержание цинка в сухой пленке до 93 % |
|
2 . |
Эпоксидная грунт-эмаль «Г рэмируст» |
Грунт-эмаль |
Двухкомпон ентный материал, представл яющий собой суспензию пигментов и наполнителей в растворе эп оксидных смол |
|
3 . |
Эпоксидная грунтовка ЭП-0199 |
Грунтовка |
Антикоррозионная грунтовка, содержащая набор пассивирующих пигментов в растворе эпоксидных смол |
|
4 . |
Эпоксидная грунтовка ЭП -0259 |
Грунтовка |
Антикоррозионная грунтовка, содержащая набор пассивирующих пигментов в растворе эпоксидных смол |
|
5 . |
Эпоксидная грунт-шпатлевка ЭП -0010 |
Шпатлевка, грунтовка |
Эпоксидная грунт-шпатлевка, представляющая собой суспензию пигментов и наполнителей в растворе эпоксидных смол |
|
6 . |
Антикоррозионная композиция ЦВЭС |
Грунтовка |
Двухупаковочный цин кн аполненны й состав. В готовом к применению виде представляет собой смесь высокодисперсного порошка цинка и кремнийорган ического связующего. Содержание цинка в сухой пленке до 91 % |
|
7 . |
Цин отан |
Грунтовка |
Одноуп аковочны й ци нкнап олнен ны й состав. Содержит высокодисперсный порошок цинка, у ретановое связующее, органические растворители и добавки вспомогательных веществ |
|
8 . |
Primastic Universal |
Грунтовка |
Дву хкомпон ен тн ое модифицированное эпоксидное покрытие с высоким сухим остатком |
|
9 . |
Тем ак оут ГПЛ -СМИО |
Грунтовка |
Двухкомпон ен тная эпоксидная грунтовка с от вердителем на основе полиамида |
|
10 . |
Фен олфо рм альдеги дн ая г рунтовка ФЛ-03 К |
Грунтовка |
Однокомп он ентны е гр унтовки удовлетворительной антикоррозионной стойкости для использования в условиях умеренного климата |
|
11 . |
Г ли фтал евая грунтовка ГФ-0119 |
Грунтовка |
|
|
12 . |
Антикоррозионная полиу ретан овая грунтовка «Уретан-А нтикор» |
Грунтовка |
Одноупаковочны й цин ксодержащ ий материал с алюминиевой пастой |
|
13 . |
Соп олим еровини лхлоридны е грунтовки ХС-059 и ХС-068 |
Грунтовки |
Грунтовки представляют собой суспензию пигментов в растворе сополимера винилхлорида с вин илац етатом |
|
14 . |
Тем ац ин к 99 |
Грунтовка |
Двухкомпонентная ц ин кн асыщ енн ая эпоксидная краска |
|
15 . |
Barrier |
Грунтовка |
Дву хкомпон ентны й эпоксидный грунт |
|
16 . |
Полиу рет ановое промежуточное покрытие Stelpant- Pu - Mica HS |
Промежуточный слой |
Однокомпонен тны й полиу ретановы й материал, содержащий «железную слюдку» . Высокоизносоустойчивое промежуточное покрытие |
|
17 . |
Полиу ретановое промежуточное покрытие «Ур етан-Анти кор» |
Грунт-эмаль |
Одн оупаковочный полиу ретановы й материал, содержащий «железную слю дку» |
|
18 . |
Полиуретановы й материал для заключительных покрытий Stelpant- Pu - Mica UV |
Покрывной |
Однокомп он ентный п оли уретановый материал с высокой износостойкостью, устойчивостью к УФ-и злучени ю |
|
19 . |
Эпоксидно-виниловая эмаль «Ви никор» |
Покрывная |
Эмаль представляет собой дву хуп аковочную систему, состоящую из суспензии пигментов и наполнителя в растворе винилового и эпоксидного пленкообразующего |
|
20 . |
Хлорсульфирован ная эмаль ХП -7120 |
Покрывная |
Эмаль представляет собой суспензию пигментов и наполнителя в растворе хл орсульфи рованн ог о полиэтилена. Стойка к воздействию агрессивных сред щелочного и кислого характера |
|
21 . |
Перхлорвиниловая эмаль ХВ-16 |
Покрывная |
Эмаль представляет собой суспензию пигментов и наполнителя в растворе перхлорви ниловой и гли фтал евой смол с добавкой пласти фикаторов |
|
22 . |
Перхлорвиниловая эмаль ХВ-124 |
Покрывная |
Эмаль представляет собой раствор п оли вин илхл оридн ой хлорированной смолы с добавлением пигментов и пластификаторов |
|
23 . |
Hardtop AS |
Покрывная |
Д вухкомп он ен тн ое верхн ее п оли урет ан ов ое покрытие, обладающее высокой светостойкостью |
|
24 . |
Темаду р 50 |
Покрывная |
Дву хкомпонентн ая полуглянцевая акри лово-полиу ретановая краска |
|
25 . |
Поли урет ан овы й покрывной материал «Ур етан -Ан тикор» |
Покрывная |
Однокомпонентны й полиу ретановый материал, обладающий устойчивостью к УФ |
|
26 . |
Stelpant- Pu - Mica UV (д ву хкомп онентная) |
Покрывная |
Двухкомпонентная алифатическая поли уретановая краска |
|
27 . |
Stelpant- Pu - Cover UV (д ву хком пон ен тн ая) |
Покрывная |
Дву хкомпонентны й полиу ретановый материал стойкий к воздействию УФ |
|
Примечание . Цвет покрывного слоя согласовывается с заказчиком. Вязкость и время высыхания указывается в технических условиях на материалы. |
|||
ПРИЛОЖЕНИЕ 5 (рекомендуемое)
СИСТЕМЫ ПОКРЫТИЙ ДЛЯ ЗАЩИТЫ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ОТ КОРРОЗИИ ДЛЯ РАЗЛИЧНЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ
|
№ п/п системы покрытия |
Грунтовочный лакокрасочный материал |
Промежуточный лакокрасочный материал |
Покрывной лакокрасочный материал |
Толщина комплексного покрытия, мкм |
Ориентировочный срок службы покрытия не менее, годы, при различных условиях эксплуатации |
|||
|
Марка |
Толщина, мкм |
Марка |
Толщина, мкм |
Марка |
У1 |
УХЛ1 ХЛ1 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Stelpant-Pu -Zink |
80 - 100 |
Stelpant-Pu -Mica HS |
70 - 90 |
Stelpant-Pu -Mica UV |
220 - 240 |
15 |
15 |
|
2 |
Stelpant-Pu -Zink |
80 - 100 |
|
|
Виникор |
140 - 160 |
10 |
8 |
|
3 |
Stelpant-Pu -Zink |
80 - 100 |
|
|
ХВ - 16 , ХВ -124 |
130 - 160 |
10 |
10 |
|
4 |
Stelpant-Pu -Zink |
80 - 100 |
|
|
Stelpant-Pu -Mica UV ( дв у хкомпонентная ) |
160 - 180 |
12 |
12 |
|
5 |
Stelpant-Pu -Zink |
80 - 100 |
Stelpant-Pu -Mica HS |
80 - 90 |
Stelpant-Pu -Mica UV ( двухкомпонентная ) |
220 - 250 |
15 |
15 |
|
6 |
Грэм и руст |
80 - 100 |
|
|
Stelpant-Pu -Mica UV |
160 - 170 |
10 |
10 |
|
7 |
Грэмируст |
80 - 100 |
|
|
ХВ- 16 . ХВ-124 |
140 - 150 |
7 |
7 |
|
8 |
ЭП- 0010 |
60 - 80 |
|
|
ХВ- 16 , ХВ-124 |
120 - 140 |
7 |
7 |
|
9 |
ХС -059 , ХС-068 |
40 - 60 |
|
|
ХВ- 16, Х В-124 |
90 - 120 |
6 |
5 |
|
10 |
ЭП- 0259 |
40 - 50 |
|
|
ХП- 7120 |
120 - 140 |
7 |
Нет испытаний |
|
11 |
ЭП- 0199 |
60 - 80 |
|
|
ХВ- 16 , ХВ-124 |
100 - 140 |
7 |
Нет испытаний |
|
12 |
ЦВЭС |
80 - 100 |
|
|
Виникор |
140 - 160 |
10 |
8 |
|
13 |
ЦВЭС |
80 - 100 |
|
|
ХВ- 16 |
120 - 140 |
8 |
7 |
|
14 |
Цинотан |
80 - 100 |
|
|
Виникор |
160 - 190 |
10 |
Нет испытаний |
|
15 |
Цинотан |
80 - 100 |
|
|
ХП- 7120 |
160 - 190 |
10 |
Нет испытаний |
|
16 |
ФЛ- 03 к |
40 - 50 |
|
|
ХВ- 16 , ХВ-124 |
90 - 120 |
5 |
Не допускается |
|
17 |
ГФ- 0119 |
40 - 50 |
|
|
ХВ -16 , ХВ-124 |
90 - 120 |
5 |
Не допускается |
|
18 |
Barrier |
60 |
Primastic Universal |
125 - 150 |
Hardtop AS |
235 - 270 |
10 |
10 |
|
19 |
Те м аци нк 99 |
40 - 50 |
Темако ут ГПЛ-СМ ИО |
150 |
Темад у р 50 |
240 - 270 |
10 |
нет испытаний |
|
20 |
Ур ет ан -Анти кор (грунт) |
80 - 90 |
Уретан-Антикор (грунт-эмаль) |
50 - 60 |
Уретан-Антикор (эмаль) |
180 - 190 |
12 |
12 |
|
Примечания : 1. Ожидаемый срок службы покрытий приведен для элементов, эксплуатирующ ихся в условиях средне-агрессивной степени коррозионного воздействия, исходя из того, что при второй степени подготовки поверхности по ГОСТ 9.402 к концу этого срока защитные свойства покрытий должны быть не ниже 3 баллов по ГОСТ 9.407. 2 . Системы 12 и 13 не рекомендуются для конструкц ий, расположенных над водой. |
||||||||
ПРИЛОЖЕНИЕ 6 (рекомендуемое)
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
|
Лакокрасочный материал |
Рабочий состав |
Рекомендуемый растворитель (разбавитель) |
Методы нанесения |
Жизнеспособность, ч |
Время ес т ественной сушки при 18 - 22 °С до ст. 3 по ГОСТ 19007, ч |
|||||
|
Пневматический |
Безвоздушный |
Кисть |
||||||||
|
Рабочая вязкость, с |
Толщина одного слоя, мкм |
Рабочая вязкость, с |
Толщина одного слоя, мкм |
Рабочая вязкость, с |
Толщина одного слоя, мкм |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Stelpant-Pu -Zink |
Однокомп . |
Stelpant-Pu -Thinner |
25 - 30 |
40 - 45 |
60 - 80 |
80 - 100 |
40 - 50 |
40 - 50 |
|
1 |
|
Грэмируст |
Дв у хкомп. |
№ 646 , ксилол, Р-4 |
25 - 28 |
30 - 40 |
30 - 45 |
40 - 50 |
30 - 35 |
40 - 45 |
8 |
10 |
|
Э П -0259 |
Дв у хкомп. |
№ 646 , Р-4 |
16 - 20 |
20 - 25 |
27 - 32 |
25 - 30 |
20 - 25 |
25 - 30 |
|
1 |
|
ЭП- 0199 |
Двухкомп. |
№ 646 , Р-4 |
20 - 25 |
25 - 35 |
30 - 40 |
30 - 40 |
25 - 30 |
25 - 35 |
8 |
24 |
|
ЭП- 0010 |
Двухкомп. |
Р -40 , этилцеллозольв |
20 - 30 |
20 - 40 |
25 - 35 |
25 - 35 |
40 - 60 |
40 - 50 |
7 |
24 |
|
ХС- 068 |
Однокомп. |
Р- 4 |
14 - 16 |
15 - 20 |
20 - 25 |
22 - 27 |
20 - 25 |
20 - 25 |
|
1 |
|
ХС- 059 |
Двухкомп. |
Р -4 |
18 - 22 |
20 - 25 |
20 - 25 |
22 - 27 |
20 - 25 |
20 - 25 |
8 |
3 |
|
Stelpant-Pu -Mica HS |
Однокомп . |
Stelpant-Pu -Thinner |
25 - 30 |
30 - 40 |
60 - 80 |
80 - 100 |
40 - 50 |
30 - 40 |
|
2 |
|
Stelpant-Pu -Mica UV |
Однокомп . |
Stelpant-Pu -Thinner |
25 - 30 |
30 - 40 |
60 - 80 |
80 - 100 |
40 - 50 |
30 - 40 |
|
2 |
|
Stelpant-Pu -Mica UV |
Дв у хкомп . |
Stelpant-Pu -Thinner |
25 - 30 |
30 - 40 |
60 - 80 |
50 - 60 |
- |
- |
8 |
1 |
|
Stelpant-Pu -Cover UV |
Дв у хкомп . |
Stelpant-Pu -Thinner |
25 - 30 |
30 - 40 |
60 - 80 |
50 - 60 |
- |
- |
8 |
1 |
|
Barrier |
Двухкомп . |
Йо тун № 17 |
25 - 30 |
30 - 40 |
40 - 50 |
40 - 50 |
30 - 40 |
25 - 35 |
24 |
3 |
|
Темацинк |
Двухкомп. |
Растворитель № 1031 |
25 - 30 |
30 - 40 |
40 - 50 |
40 - 50 |
30 - 40 |
25 - 35 |
30 |
2 |
|
Уре т ан-Антик ор (грунт) |
Однокомп. |
Растворитель (Уретан-А нти кор) |
25 - 30 |
40 - 45 |
60 - 80 |
80 - 100 |
40 - 50 |
40 - 50 |
|
1 |
|
Ур ет ан-Антик ор (грунт-эмаль) |
Однокомп. |
Растворитель (Ур ет ан-Ан тикор) |
25 - 30 |
40 - 45 |
60 - 80 |
80 - 100 |
40 - 50 |
40 - 50 |
|
1 |
|
Ур ет ан-Ан тикор (эмаль) |
Однокомп. |
Растворитель ( Ур ет ан-Ант икор) |
25 - 30 |
40 - 45 |
60 - 80 |
80 - 100 |
40 - 50 |
40 - 50 |
|
1 |
|
В иникор |
Двухкомп. |
Р- 4 |
25 - 30 |
30 - 40 |
40 - 50 |
40 - 50 |
- |
- |
24 |
3 |
|
ХП- 7120 |
Однокомп. |
ксилол |
20 - 25 |
25 - 30 |
30 - 35 |
35 - 40 |
- |
- |
|
2 |
|
ХВ -16 |
Однокомп. |
Р- 4 |
16 - 18 |
15 - 20 |
18 - 22 |
20 - 25 |
- |
- |
|
3 |
|
ХВ -124 |
Однокомп. |
Р- 4 А |
16 - 18 |
15 - 20 |
18 - 22 |
20 - 25 |
- |
- |
|
2 |
|
ЦВЭС |
Двухкомп. |
№ 646 |
20 - 30 |
25 - 30 |
25 - 35 |
25 - 35 |
20 - 30 |
25 - 35 |
8 |
2 |
|
Цинотан |
Однокомп. |
№ 646 |
22 - 22 |
27 - 30 |
28 - 30 |
27 - 30 |
25 - 30 |
20 - 30 |
|
4 |
|
ФЛ- 03 К |
Однокомп. |
сольвент, ксилол |
18 - 20 |
18 - 25 |
30 - 40 |
20 - 25 |
30 - 35 |
25 - 30 |
|
12 |
|
ГФ- 0119 |
Однокомп. |
сольвент, ксилол |
16 - 24 |
15 - 20 |
18 - 25 |
20 - 25 |
30 - 35 |
25 - 30 |
|
12 |
|
Темако ут ГПЛ-СМИО |
Дв у хкомп. |
Тик ку рила 1031 |
25 |
70 - 80 |
35 - 45 |
80 - 100 |
35 - 45 |
30 - 40 |
6 |
3 |
|
Те м аду р 50 |
Дв у хкомп . |
Тиккурила 1048 |
25 |
40 - 50 |
35 - 45 |
50 - 60 |
30 - 40 |
30 - 40 |
4 |
4 |
|
Primastic Universal |
Двухкомп . |
Jotun № 17 |
25 |
70 - 80 |
35 - 45 |
80 - 100 |
30 - 40 |
30 - 40 |
2 |
10 |
|
Hardtop AS |
Двухкомп. |
Jotun № 10 |
25 |
40 - 50 |
35 - 45 |
50 - 60 |
30 - 40 |
30 - 40 |
4 |
8 |
|
Примечание . Рабочие составы двух к омпонентны х лакокрасочных материалов готовятся путем смешивания основы и отвердителя, поставляемых комплектно, в пропорции, указанной производителем для каждой конкретной партии лакокрасочного материала. |
||||||||||
ПРИЛОЖЕНИЕ 7 (рекомендуемое)
СИСТЕМЫ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ В КОМБИНИРОВАННЫХ МЕТАЛЛИЗАЦИОННО-ЛАКОКРАСОЧНЫХ ПОКРЫТИЯХ
|
№ п /п системы покрытия |
Грунтовочный лакокрасочный материал |
Покрывной лакокрасочный материал |
Толщина комплексного лакокрасочного покрытия, мкм |
|
|
Марка |
Толщина, мкм |
|||
|
1 |
Stelpant-Pu -Zink |
40 - 50 |
Stelpant-Pu -Mica UV (1 - комп .) |
100 - 110 |
|
2 |
Stelpant-Pu -Zink |
40 - 50 |
Stelpant-Pu -Cover UV (2 - комп .) |
100 - 110 |
|
3 |
Э П -0010 |
40 - 50 |
ХВ- 16 , ХВ-124 |
80 - 110 |
|
4 |
ХС- 059 , ХС-068 |
40 - 50 |
ХВ -16 , ХВ-124 |
90 - 110 |
ПРИЛОЖЕНИЕ 8 (справочное)
ПРИМЕР ТЕХНИКО-ЭКОНОМИЧЕСКОГО ОБОСНОВАНИЯ РАЗЛИЧНЫХ ВАРИАНТОВ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ
В приложени и привед ен пример технико-экономического обоснования различных вариантов антикоррозионных покрытий для мостового перехода через р. Волгу у с. При ст анн ое Саратовской области.
1. Для ТЭО рассматривается 4 варианта антикоррозионных схем: схема Steelpaint : PU Zink ( 80 мкм), PU Mica HS ( 80 мкм), PU Mica UV ( 80 мкм) со сроком службы 15 лет1; схема ФЛ -03К (2 слоя по 20 мкм каждый), ХВ-16 (3 слоя по 20 мкм каждый) со сроком службы 5 лет; схема ФЛ-03 К (2 слоя по 20 мкм каждый), пескоструйная очистка ФЛ-03 К, Гремируст (2 слоя по 50 мкм каждый), ХВ-16 (2 слоя по 20 мкм каждый) со сроком службы 7 лет; схема ФЛ-03К (2 слоя по 20 мкм каждый), пескоструйная очистка ФЛ-03К , Гремируст (2 слоя по 50 мкм каждый), Декор М (2 слоя по 20 мкм каждый) со сроком службы 5 лет.
1 Согласно СтП 001-95
2 . Продолжительность выполнения работ по монтажу пролетных строений мостового перехода составляет 4 года.
3 . Срок службы сравниваемых покрытий определяется следующим образом: для схемы Steelpaint срок службы в 15 лет исчисляется с момента нанесения последнего слоя материала ( PU Mica UV ); для остальных сравниваемых схем срок службы покрытия ( 5 или 7 лет) исчисляется с момен та нанесения первого слоя материала.
4 . Расчет затрат по сравниваемым вариантам производится на 1 м2 о крашиваемой поверхности.
5 . Расход лакокрасочных материалов определяется в соответствии с письмом ОАО ЦНИИ С № 536003 /46 от 31 .05 .99 г.
6 . Стоимость лакокрасочных материалов определяется согласно прайс-листам заводов-изготовителей и включает в себя НДС.
7 . Поскольку все сравниваемые варианты имеют различные сроки службы, то согласно методике сравнения различных вариантов капитальны х вложений для вариантов со сроком службы менее 35 лет все расчеты должны осуществляться за один и тот же срок - за срок службы наиболее долговечного варианта (в данном случае вариант Steelpaint со сроком службы 15 лет).
8 . Поскольку варианты имеют различные сроки службы, в расчетах учитывается необходимость приведения сравниваемых затрат, для чего используется коэффициент приведения затрат, определяемый как Кпр = (1 + ЕНП) t , где ЕНП - норматив для приведения разновременных затрат, установленный в размере 0 ,08 ; t - количество лет, через которое необходимо производить дополнительные капитальные вложения, таким образом в данном случае формула принимает вид: К пр = ( 1 + 0 ,08) t .
9 . Затраты на пескоструйную очистку и нанесение лакокрасочных материалов определяются путем индексирования соответствующ их расценок 1984 г. Так, стоимость пескоструйной очистки (Е13 -257 ) составляет 2 ,02 р./м2 , обеспыливание поверхности (Е13 -265) - 0,12 р./100 м2 , обезжиривание2 (Е13 -270 ) - 11,92 р./100 м2, нанесение грунта и окраска металлоконструкц ий (Е30 -358 ) - 2 ,24 р./ т за каждый слой. К суммарным прямым затратам по каждому из вариантов добавляются накладные расходы в размере 15 ,5 %, плановые накопления в размере 8 %, зимнее удорожание - 2 ,22 %, дорожный налог - 1 % и НДС - 20 %. Индекс к ценам 1984 г. принимается в размере 26 ,95 . Если при выполн ении работ возникает необходимость в применении подмостей, расценка на данный вид работ приводится в Е30 -361 . Поскольку расценки на окраску металлоконструкций приводятся на 1 т окрашиваемых конструкций, следует определить коэффициент перехода от тонн км2. Для мостового перехода через р. Волгу у с. Пристанное данный коэффициент составил 17 ,5 .
2 Согласно проектно-сметной документа ц ии обезжириванию подлежит 10 % окрашиваемой поверхности.
10 . Поскольку ряд вариантов предусматривает необходимость выполнения работ во время эксплуатации объекта, в расчетах вводится повышающ ий коэффициент, учитывающий снижение пропускной способности объекта и определяющийся как
![]()
в данном случае величина данного коэффициента составляет 3
![]()
3 Согласно данным Т ЭО окупаемости мостового перехода, произведенного Гипротрансмост, 1997 .
Вариант 1 . Схема Steeipaint .
Данная схема включает в себя 3 слоя: PU Zink ( 80 мкм), PU Mica HS (80 мкм ), PU Mica UV ( 80 мкм), общей толщиной 240 мкм и сроком службы покрытия 15 лет с момента нанесения последнего слоя.
Затраты на ЛКМ определяются следующим образом:
Зм = (А Zn · С Zn + А Mc ·С Mc + А UV · С UV )· К DM · К T ·КДН·КНДС ,
где Зм - затраты на материал, р.;
А Zn , А Mc и А UV - соответственно нормативный расход PU Zink , PU Mica HS и PU Mica UV , кг/м 2 ;
С Zn , С Mc и С UV - соответственно стоимость PU Zink , PU Mica HS и PU Mica UV в DM за 1 кг, согласно контракта, включая транспортные расходы;
К DM - курс немецкой марки по результатам торгов на ММВБ, р.;
К T - коэффициент, учитывающий затраты на таможенную очистку краски = 1 ,0515 ;
КДН - коэффициент, учитывающий дорожный налог = 1 ,01;
КНДС - коэффициент, учитывающий НДС = 1,2 .
Таким образом, стоимость материалов по данному варианту составляет
Зм = (0,626·10 + 0 ,359·13,7 + 0,359·17,3 )·12,12·1,0515·1 ,01·1 ,2 = 268 ,59 р./м2 .
Поскольку все 3 слоя наносятся каждый за один раз, то затраты на нанесение ЛКМ определяются путем умножения стоимости нанесения 1 слоя ЛКМ на количество слоев в схеме.
При расчете затрат по нанесению ЛКМ получаем следующее. Стоимость работ по нанесению 1 слоя составляет 5 ,33 р., обеспыливание 0 ,05 р. и обезжиривание - 0 ,5 р. Таким образом, общая стоимость работ по нанесению покрытия составляет 16 ,54 р.
Поскольку все з атраты по данному варианту производятся единовременно, нет необходимости приведения затрат. Таким образом, суммарные затраты на материал и выполнение работ составляют: 268 ,59 + 16 ,54 = 285 ,13 р./м2, в т.ч. 10 ,85 р./м2 возвращается в государственный бюджет в виде платежей по налоговой очистке материала.
Вариант 2 : ФЛ-03 К (2 по 20 мкм) и ХВ -16 (3 по 20 мкм) .
Данный вариант предусматривает нанесение 2 слоев грунт овки ФЛ-03 К общей толщ иной 40 мкм и 3 слоев эмали ХВ-16 общей толщиной 60 мкм. Таким образом, общая толщина покрытия составляет 100 мкм, а срок службы данного покрытия составляет 5 лет с момента нанесения первого слоя.
Затраты на материал определяются по формуле:
Зм = (АФЛ ·СФЛ + АХВ·СХВ),
где АФЛ и АХВ - нормативный расход соответственно ФЛ-03 К и ХВ-16 , кг/м2 ;
СФЛ и СХВ - стоим ость соответственно ФЛ-03 К и ХВ-16 , р.
Исходя и зд анных о расходе материалов и их стоимости, затраты на материал составляют (0 ,184·57 ,17 + 0 ,458·38 ,40 ) = 28 ,11 р.
Поскольку данный вариант предусматривает нанесение 5 слоев ЛКМ, то затраты на выполнение данной работы составят: 5 ,33·5 + 0 ,05 + 0,5 = 27 ,2 р.
Таким образом, общие затраты н а первые 5 лет составляют 55 ,31 р./м2 .
Поскольку в дальнейшем возникает необходимость удаления отработавшего покрытия и подготовки поверхности металла для нанесения нового покрытия, необходимо определить стоимость пескоструйной очис тки металла. Затраты на пескоструйную очистку поверхности составля ют 2 ,02·1,155·1,08·1,0222·1,01·1,2·26 ,95 = 84,13 р./м2.
Поскольку данный вариант имеет срок службы 5 лет с момента нанесения первого слоя, а срок строительства составляет 4 года, то уже на 2 год эксплуатации заказчик будет вынужден произвести затраты на приобретение материалов, нанесение их, а также понести з атраты на удаление отслужившего покрытия путем пескоструйной очистки. В сумме данная величина составляет 139 ,44 р./м2. Но поскольку затраты возникают позже, необходимо привести их с помощью коэффициента приведения по формуле, приведенной выше:
![]()
Далее, через следующие 5 лет работы покрытия (на 7 год после начала эксплуатации), заказчику снова будет необходимо затратить средства на замену покрытия, соответственно, величина этих затрат с учетом коэффициента приведения составит
![]()
Аналогично, еще через 5 лет, на 12 -м году эксплуатации объекта, приведенные затраты составят
![]()
Поскольку след ующ ий ремонт будет необходимо произвести на 17 -м году эксплуатации объекта, а мы в качестве срока сравнени я приняли 15 лет, то приведенные затраты будут определяться следующим образом. Капитальные затраты будут приводиться к 17 -му году, затем делиться на 5 лет (срок службы) с целью выяснения размера зат рат, приходящихся на 1 год работы покрытия, а после этого умножаться на 3 года, т.е.
![]()
Все работы, которые будут производиться в период эксплуатации моста, неизбежно приведут к снижению пропускной способности данного объекта, что снизит экономическую эффективность от использования данного сооружения. Поэтому стоимость приведенных капитальных затрат должна быть увеличена на коэффициент удорожания, методика расчета которого приведена выше и который составляет 1,22 .
Таким образом, общие затраты капитала по данному варианту составляют 55 ,31 + (119,18 + 81,54 + 59 ,85 + 24 ,42)·1,22 = 402,99 р./м2 .
Ва р иант 3 : ФЛ-03 К, очистка ФЛ-03 К, Гремируст , ХВ-16 .
Данный вариант предусматривает нанесение 2 слоев ФЛ-03 К общей толщиной 40 мкм, затем очистку ФЛ-03 К, нанесение 2 слоев Гремируст общей толщ иной 100 мкм и нанесение 2 слоев ХВ-16 общей толщ иной 40 мкм. Срок службы данного покрытия - 7 лет с момента нанесения первого слоя.
З ат раты на материалы по данной схеме определяются по формуле:
Зм = (АФЛ ·СФЛ + АГ ·СГ + АХВ·СХВ),
где АФЛ, АГ и АХВ - н о рмативный расход, соответственно, ФЛ-03 К, Греми руст и ХВ-16 , кг/м2 ;
СФЛ, СГ и СХВ - стоимость, соответственно, ФЛ- 03 К, Гремируст и ХВ-16 , р.
Исходя из данных о расходе материалов и их стоимости, затраты на материал составляют ( 0,184·57,17 + 0 ,460·72 + 0 ,305·38 ,4) = 55 ,37 р.
Затраты на пескоструйную очистку были определены выше и составляют 84,13 р./м2. Поскольку схема предусматривает нанесение 6 слоев ЛКМ, то затраты составляют 5 ,33·6 + 0 ,05 + 0 ,5 = 32 ,53 р.
Таким образом, затраты при первом нанесении схемы составляют 55 ,37 + 32 ,53 + 84 ,13 = 172 ,03 р./м2.
При проведении работ по нанесению последующих слоев затраты на материалы и работы по нанесению материала изменяются, поскольку ФЛ- 03 К в дальнейшем не применяется и схема принимает вид: пескоструйная очистка старого покрытия и нанесение 2 слоев Греми руст общей толщиной 100 мкм и нанесение 2 слоев ХВ-16 общей толщиной 40 мкм. Соответственно, затраты на материал составят (0 ,460·72 + 0 ,305·38 ,40 ) = 44 ,83 р. Затраты на нанесение 4 слоев ЛКМ составляют 5 ,33·4 + 0 ,05 + 0 ,5 = 21 ,87 р., а общие капитальные вложения составят 44 ,83 + 21,87 + 84,13 = 150 ,83 р.
Поскольку срок службы данного варианта составляет 7 лет с момента нанесения первого слоя, то заказчик столкнется с необходимостью инвестирования средств на 4 -й год эксплуатации объекта. По методике, указанной выше, определим приведенные затраты капитала для 4 -го года.
![]()
Аналогично определяем приведенные затраты для 11 -го года:
![]()
Приведенные затраты для 15 -го года определяются путем вычисления приведенных затрат для 18 -го года, затем делятся на 7 лет и умножаются на 4 года
![]()
Все работы, которые будут производиться в период эксплуатации моста, неизбежно приведут к снижению пропускной способности данного объекта, что снизит экономическую эффективность от использования данного сооружения. Поэтому стоимость приведенных капитальных затрат должна быть увеличена на коэффициент удорожания, методика расчета которого приведена выше и который составляет 1 ,22 .
Таким образом, общие затраты капитала по данному варианту составляют 172 ,03 + (110 ,90 + 69 ,834 + 23 ,29)·1,22 = 420 ,93 р./м2 .
Вариант 4 : ФЛ-03 К, очистка ФЛ-03 К, Гремируст, Декор М .
Данный вариант предусматривает нанесение 2 слоев ФЛ-03 К общей толщиной 40 мкм, затем очистку ФЛ-03 К, нанесение 2 слоев Гремируст общей толщиной 100 мкм и нанесение 2 слоев Декор М общей толщиной 40 мкм. Срок службы данного покрытия 5 лет с момента нанесения первого слоя.
Затраты на материалы по данной схеме определяются по формуле:
Зм = (АФЛ ·СФЛ + АГ ·СГ + АД·СД),
г д е АФЛ, ·АГ и АД - нормативный расход, соответственно, ФЛ-03 К, Гремируст и Декор М, кг/м2 ;
СФЛ, СГ и СД - стоимость, соответственно, ФЛ-03 К, Гремируст и Декор М, р.
Исходя и зд анных о расходе материалов и их стоимости, затраты на материал составляют (0,184·57,17 + 0 ,460·72 + 0,160·96) = 59 ,00 р.
Затраты на пескоструйную очистку были определены выше и составляют 84,13 р./м2. Поскольку схема предусматривает нанесение 6 слоев ЛКМ, то затраты составляют 5 ,33·6 + 0 ,05 + 0 ,5 = 32 ,53 р.
Таким образом, затраты при первом нанесении схемы составляют 59 ,00 + 32 ,53 + 84,13 = 175 ,66 р./м2.
При проведении работ по нанесению последующих слоев затраты на материалы и работы по нанесению материала изменяются, поскольку ФЛ- 03 К в дальнейшем не применяется и схема принимает вид: пескоструйная очистка старого покрытия и нанесение 2 слоев Гремируст общей толщиной 100 мкм и нанесение 2 слоев Декор М общей толщиной 40 мкм. Соответственно, затраты на материал составят (0,460·72 + 0,160·96 ) = 48 ,48 р. Затраты на нанесение 4 слоев ЛКМ составляют 5 ,33·4 + 0 ,05 + 0 ,5 = 21 ,87 р., а общие капитальные вложения составят 48 ,48 + 21,87 + 84,13 = 154 ,48 р.
Поскольку срок службы данного варианта составляет 5 лет с момента нанесения первого слоя, то заказчик столкнется с необходимостью инвестирования средств на 2 -й год эксплуатации объекта. По методике, указанной выше, определим приведенные затраты капитала для 2-г о года
![]()
Ана л огично определяем приведенные затраты для 7 -го года:
![]()
Приведенные затраты для 12 -го года составят
![]()
Приведенные затраты для 15 -го года определяются путем вычисления приведенных затрат для 17 -го года, затем делятся на 5 лет и умножаются на 3 года:
![]()
Все работы, которые будут производиться в период эксплуатации моста, неизбежно приведут к снижению пропускной способности данного объекта, что снизит экономическую эффективность от использования данного сооружения. Поэтому стоимость приведенных капитальных затрат должна быть увеличена на коэффициент удорожания, методика расчета которого приведена выше и который составляет 1 ,22.
Таким образом, общие затраты капитала по данному варианту составляют 175 ,66 + (132 ,03 + 90 ,34 + 66,30 + 27 ,02)·1 ,22 = 560,80 р./м2 .
Проведенное сравнение показывает, что в данном примере вариант 1 ( Steelpaint ) является самым экономичным из рассматриваемых. Вариан т 2 (ФЛ-03 К и Х В-16 ) - д ороже на 40,9 %; вариант 3 (ФЛ-03 К, очистка ФЛ-03 К, Гремируст , ХВ-16 ) - дороже на 49 ,3 %; вариант 4 (ФЛ-03 К, очистка ФЛ-03 К, Гремируст , Декор М ) - дороже на 99,1 % . Достоинством первого варианта является нанесение каждого материала за один раз, что позволяет повысить качество работ и ускорить сроки выполнения работ на объекте. Остальные материалы предусматривают нанесение 2 -х или 3 -х слоев для набора требуемой толщины. Вариант 1 также более предпочтителен из-за самого высокого срока службы покрытия, что позволяет уменьшить количество ремонтов ЛК П. Это особенно важно на эксплуатирующихся мостах, поскольку ремонтные работы ведут к снижению пропускной способности, а также ухудшению экологической обстановки около ремонтируемого сооружения.
ПРИЛОЖЕНИЕ 9 (рекомендуемое)
СОВМЕСТИМОСТЬ ПОКРЫТИЙ НА РАЗЛИЧНОЙ ОСНОВЕ
|
Предыдущее покрытие |
Шифр пленкообразователя последующ его покрытия |
||||||||||||
|
Наименование пленкообразователя |
Шифр пленкообразователя |
МА |
Алк. |
ХВ |
ВЛ |
ЭП |
УР |
КО |
ЖС |
ХС |
ФЛ |
ХП |
ГФ |
|
Масляные |
МА |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
2 |
+ |
2 |
|
Ал кидны е |
Ал к. |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
2 |
+ |
2 |
|
Битумные |
БТ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
П ерхл орвиниловы е |
ХВ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
+ |
2 |
+ |
2 |
|
Поливинилац етатны е |
ВЛ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
|
Эпоксидные |
ЭП |
- |
+ |
1 |
- |
1 |
+ |
- |
- |
+ |
- |
+ |
- |
|
Полиу ретановы е |
УР |
+ |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
- |
+ |
- |
|
К ремнийорганические |
КО |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
|
Цинксил икатны е на жидком стекле |
Ж С |
- |
- |
+ |
+ |
- |
+ |
- |
+ |
+ |
2 |
- |
- |
|
Винилхл оридны е |
ХС |
+ |
+ |
+ |
- |
2 |
+ |
- |
- |
+ |
2 |
+ |
2 |
|
Фенольны е |
ФЛ |
+ |
+ |
1 |
- |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
|
Хл орсульфированны й полиэтилен |
ХП |
- |
- |
+ |
- |
+ |
+ |
- |
- |
+ |
- |
+ |
- |
|
Глифтал евы е |
ГФ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
|
Примечания . 1. После придания шероховатости покрытию или по отлипу. 2 . В качестве подг рунтовки. |
|||||||||||||
ПРИЛОЖЕНИЕ 10 (справочное)
СООТНОШЕНИЕ ТЕМПЕРАТУРЫ ОКРУЖАЮЩЕГО ВОЗДУХА И ТЕМПЕРАТУРЫ ТОЧКИ РОСЫ ПРИ ОПРЕДЕЛЕННОЙ ОТНОСИТЕЛЬНОЙ ВЛАЖНОСТИ
|
Температура окружающего воздуха, °С |
Температура точки росы, °С |
|||
|
Относительная влажность, % |
||||
|
65 |
75 |
85 |
95 |
|
|
30 |
21 ,0 |
24 ,2 |
27 ,2 |
29,7 |
|
28 |
19 ,3 |
22 ,4 |
25 ,2 |
27 ,6 |
|
26 |
17 ,6 |
20 ,5 |
23 ,4 |
25 ,2 |
|
24 |
15 ,8 |
18 ,6 |
21 ,3 |
23 ,5 |
|
22 |
14 ,1 |
16 ,8 |
19 ,4 |
21,6 |
|
20 |
12 ,2 |
14 ,6 |
17,1 |
19 ,3 |
|
18 |
10 ,4 |
12 ,8 |
15 ,2 |
17 ,1 |
|
16 |
8 ,9 |
11 ,2 |
13,5 |
15 ,2 |
|
14 |
7 ,1 |
9 ,4 |
11 ,4 |
13 ,4 |
|
12 |
5 ,3 |
7 ,5 |
9 ,6 |
11 ,3 |
|
10 |
3 ,6 |
5 ,6 |
7 ,6 |
9 ,4 |
|
8 |
1 ,8 |
3 ,8 |
5 ,6 |
7 ,3 |
|
6 |
0 ,0 |
1 ,9 |
3 ,6 |
5 ,2 |
|
4 |
- 1 ,8 |
0 ,5 |
1 ,6 |
3 ,2 |
|
2 |
- 3 ,4 |
- 1 ,7 |
0 ,5 |
1 ,2 |
|
0 |
- 5 ,2 |
- 3 ,6 |
- 2 ,3 |
- 0 ,8 |
|
- 2 |
- 6 ,8 |
- 5 ,4 |
- 4 ,3 |
- 2 ,8 |
|
- 4 |
- 8 ,5 |
- 7 ,2 |
- 6 ,1 |
- 4 ,8 |
|
- 6 |
- 10 ,6 |
- 9 ,0 |
- 8 ,2 |
- 7 ,0 |
ПРИЛОЖЕНИЕ 11 (рекомендуемое)
ОБОРУДОВАНИЕ, ПРИБОРЫ И ИНСТРУМЕНТЫ, РЕКОМЕНДУЕМЫЕ ПРИ ПРОИЗВОДСТВЕ РАБОТ
1. Оборудование для подготовки поверхности перед нанесением покрытий
|
№ п /п |
Оборудование |
Марка |
Техническая информация |
|
1 . |
А п парат дробеструйный |
А Д-150 М |
Производ и тельность 10 - 12 м /ч. Рабочее давление 0 ,6 МПа. Габариты 936 × 775 × 1360 мм. Масса 250 г |
|
2 . |
Аппарат дробеструй н ый |
Clemco 8 СМУВ-2452 |
Объем 200 л с дистанционным управлением и дозирующим венти лем |
|
3 |
Аппарат для пескоструйных работ |
PRONECH 220 |
|
|
Форсунка |
VENTURI |
Диаметр 8 см |
|
|
4 . |
Ма ш ина шлифовальная э лектрическая |
Э- 2102 |
Диаметр абразивного круга 180 мм. Скорость вращения 8500 об./мин . Габариты 438 × 175 × 270 мм. Вес 6 кг |
|
5 . |
Машина шлифовальная пневматическая |
У ПШ Р № 1 |
Диаметр проволочной щ етки 100 мм. Скорость вращения 8500 об./мин. Габариты 870 × 70 × 119 мм. Вес 3,8 кг |
|
6 . |
Дробеструйный пистол е т |
П Д-1 |
Производительность 1 - 2 м2 /ч. Рабочее давление 0 ,6 МПа. Масса 2 ,5 кг |
|
7 . |
Газодинамическая установка |
МОБИЛ СТРОЙ 21 |
Производительность 20 - 50 м2 /ч. Рабочее давление 0 ,5 - 0 ,7 МПа, топливо дизельное, бензин и т.п. Расход абразивного материала 6 - 12 кг/м2 |
|
8 . |
Водоструйная система высокого давлен и я |
Экомастер 2000 150ц « WOMA » |
Максимальное рабочее давление 200 МПа, максимальная объемная подача 52 л/мин |
|
9 |
Устано в ка сбора и регенерации абразива |
Метел ь -60 |
Производительность 50 м2 за один цикл. Масса 220 кг |
|
10 |
Суш и лка для песка |
CORL I |
|
|
11 |
Компрессор Компрессор |
MOLEI BOHLER BPI 1912 |
8000 л/мин |
|
12 |
Шла н ги высокого давления |
А.Р. I . |
|
2 . Оборудов ание для окрашивания
|
№ п/ п |
Оборудование |
Марка |
Те хнические данные |
|
1 . |
Установка безвоздушного р аспыл ени я |
GM Max 7900 |
Производительность 7 ,9 л/мин. Количество подключаемых пистолетов - 4 шт. Максимальная длина шлан гов - 90 м . Бен зоп ри вод фирмы Graco с КПД 90 %. Вес 80 ,0 кг. Максимальное рабочее давление - 210 атм |
|
2 . |
Агрегат окрасочный высокого давления |
7000 H |
Подача насосов без проти водавления не менее 5 ,6 л/мин. Давлени е нагнетания без подачи 24 ,4 + 0 ,5 МП а. Электродвигат ель специальный взры возащищ енны й. Мощность 2 ,0 кВт. Габариты 975 × 500 × 610 мм. Масса 80 кг |
|
3 . |
Установка для безвоздушного окрашивания |
WIWA 18066 |
Преобразов атель давления 66:1 . Максимальная мощность при свободном потоке 18 ,0 л/мин. Максимальное входное давлени е воздуха 6 ,5 бар. Максимальный размер сопла 1 × 1, 6 /2 × 1, 1 мм |
|
4 . |
Агрегат безвоздушного распыления |
GRACO |
Максимальное давление 422 атм, давление на входе 6 ,3 атм, макси мальная производительность 11 л/мин, возможно подключени е трех пистолетов |
|
Пневмопровод |
KING 68:1 (63 :1 ) |
||
|
5 |
Пневматический краскораспылитель |
КРП |
Производительность (расход ЛКМ через сопло) 600 г/мин, давление сжатого воздуха на распыление 0 ,4 МПа, ширина факела 350 мм, диаметр отверстия сопла 1 ,8 мм |
3 . Инструменты и приборы контроля
|
№ п /п |
Оборудование |
Марка |
Технические данные |
|
1 . |
Пн евмоми ксер для размешив ани я |
|
|
|
2. |
В и скоз име тр |
В З-4 или В З-246 |
Диаметр сопла 4 ,0 мм. Вместимость 100 м л |
|
3 . |
Магнитный т олщиномер |
МТ- 50 НЦ |
Диапазон измерений 50 - 2000 мкм. Рабочая температура 5 - 40 °С |
|
4 . |
Тол щ иномер |
М ин итест 1001 |
Диапазон измерений 0 - 1250 мкм. Рабочая температура 0 - 50 °С |
|
5 . |
Толщиномер покрытий для н е магнитных поверхностей |
Мин и тест 600 |
Диапазон измерений 0 - 3000 мкм. Рабочая температура 0 - 50 °С |
|
6 . |
Ультразвуковой т олщиномер |
Кв ин тсони к |
Д и апазон измерений 10 - 500 мкм. Рабочая температура - 15 - 55 °С . Имеется возможность и з мерения толщины отдельных слоев при многослойных покрытиях |
|
7 . |
Измер ит ельная гребенка для толщин омет рии неотвердевших покрыти й |
Ко н стант а-Г |
Диапазон измерений Г 1: 10 - 200 мкм, Г2 : 25 - 800 мкм |
|
8 . |
Дефектоскоп электролитический для контроля с плош ности диэ лектрических покрытий |
Константа ЭД 2 (стандарт ASTM G 62 -А) Elcometer 269 |
Размер контактной поверхности 30 × 85 мм |
|
9 . |
Механический д ат чи к-адг ези мет р |
Константа - А |
Удельное усилие отрыва 80 - 140 - 200 кг/см2, диаметр прикле иваемого грибка 8 мм |
|
10 . |
Датчик-измер ит ель ше рохов атости |
ДШ- 1 (стандарт ISO 2808 ) |
Диапазон измерения по Rz 20 - 600 мм, п огрешность (0 ,02 Rz + 1) |
|
11. |
Датчик влаж н ости воздуха |
ДВ- 1 |
Диапазон измерения 5 - 95 %, погрешность 1 % |
4 . Техническая характеристи ка аппаратов для н ап ылени я металли зацион ны х п окрытий
|
Показатели |
Марка оборудования |
||||
|
КДМ- 2 |
ЭМ -14 М |
МГ И -2 |
М ГИ -4П |
Метко 12 Е |
|
|
Д иаметр распыляемой проволоки, мм |
От 1 ,5 до 2,0 |
От 1 ,5 до 2 ,0 |
От 2 ,0 до 4 ,0 |
От 2 ,0 до 4 ,0 |
|
|
Рабочее давление, М Па: |
|
|
|
|
|
|
сжатого воздуха |
0 ,6 |
0 ,6 |
От 0 ,4 до 0 ,5 |
От 0 ,4 до 0 ,5 |
0 ,2 |
|
кислорода |
|
|
От 0 ,2 до 0 ,45 |
От 0 ,2 до 0 ,5 |
0 ,3 |
|
ацетилена |
|
|
От 0 ,06 до 0 ,1 |
|
0 ,1 |
|
пропана |
|
|
|
От 0 ,2 до 0,5 |
|
|
Расход газов, м 2 /ч: |
|
|
|
|
|
|
сжатого воздуха |
90 ,0 |
90 ,0 |
60 ,0 |
60 ,0 |
10 ,0 |
|
кислорода |
|
|
2 ,5 |
5 ,5 |
2 ,3 |
|
ацетилена |
|
|
1 ,3 |
|
1 ,1 |
|
пропана |
|
|
|
1 ,1 |
|
|
Производительность подачи проволоки, кг/ч |
12 ,5 |
1 12 ,5 |
|
|
2п-А1 до 20 |
|
П роизводительность нанесения п окрытий, м2 /ч |
10 ,0 при толщине покрытия 200 мкм |
10 ,0 при толщине покрытия 200 мкм |
3 ,0 |
3 ,0 |
2 л - 20 ,0 А 1 -ОГ 15 до 18 2п -А1 о т 18 до 20 |
|
М ощность, кВт |
25 ,0 |
16 ,0 |
|
|
|
|
Скорость подачи проволоки, м/ мин |
|
|
От 1,0 до 12 ,0 |
От 1 ,0 до 12 ,0 |
2п -А1 - от 5 ,0 до 8 ,0 |
|
Масса, кг |
470 ,0 |
2 ,3 |
2 ,2 |
2 ,2 |
4 ,0 |
СОДЕРЖАНИЕ
|
1. Общие положения . 1 1.1. Область применения . 1 1.2. Виды коррозии . 2 1.3. Методы защиты от коррозии . 3 1.4. Классификация конструкций . 4 2. Надзор за состоянием, организация содержания и ремонта противокоррозионных покрытий металлоконструкций мостовых сооружений . 6 2.1. Технические требования к противокоррозионным покрытиям .. 6 2.2. Организация контроля состояния противокоррозионных покрытий металлоконструкций . 6 2.3. Установление источников коррозионного воздействия . 8 2.4. Организация содержания противокоррозионных покрытий, рекомендации по обеспечению нормальной эксплуатации металлоконструкций . 9 2.5. Особенности проектирования защиты от коррозии металлоконструкций мостовых сооружений, находящихся в эксплуатации . 11 2.6. Установление объемов работ . 12 2.7. Выбор систем покрытий . 12 3. Технологический процесс ремонта и восстановления противокоррозионных покрытий . 15 3.1. Последовательность выполнения основных операций . 15 3.2. Подготовка поверхностей металлоконструкций перед окраской . 16 3.3. Общие требования к окрасочным работам .. 19 3.4. Приготовление рабочих составов лакокрасочных материалов . 20 3.5. Производство окрасочных работ . 21 3.6. Защита металлоконструкций с применением металлизации . 23 3.7. Оборудование . 23 3.8. Методы контроля и правила приемки . 24 4. Требования безопасности . 28 4.1. Общие требования безопасности и производственной санитарии . 28 4.2. Привила безопасного хранения лакокрасочных материалов, оборудования и инструментов . 32 4.3. Вопросы экологической безопасности производства работ . 33 Приложение 1. Перечень ссылочных нормативных документов . 33 Приложение 2. Дефекты противокоррозионных покрытий . 38 Приложение 3. Классификация элементов металлоконструкций пролетных строений по доступности для выполнения работ по защите от коррозии и степени коррозионного воздействия . 45 Приложение 4. Краткие характеристики лакокрасочных материалов, рекомендуемых для применения при ремонте и восстановлении противокоррозионных покрытий . 47 Приложение 5. Системы покрытий для защиты металлических конструкций от коррозии для различных условий эксплуатации . 49 Приложение 6. Технологические параметры нанесения и сушки лакокрасочных материалов . 49 Приложение 7. Системы лакокрасочных покрытий в комбинированных металлизационно-лакокрасочных покрытиях . 51 Приложение 8. Пример технико-экономического обоснования различных вариантов антикоррозионных покрытий . 51 Приложение 9. Совместимость покрытий на различной основе . 55 Приложение 10. Соотношение температуры окружающего воздуха и температуры точки росы при определенной относительной влажности . 56 Приложение 11. Оборудование, приборы и инструменты, рекомендуемые при производстве работ . 56 |